一种圆榫接头一体化主弦杆的加工工艺的制作方法
本发明涉及工程机械生产,特别是涉及一种圆榫接头一体化主弦杆的加工工艺。
背景技术:
1、塔式起重机是一种典型的工程机械,广泛应用于建筑及各种工程施工起吊。塔式起重机(简称塔机)的塔身主要由多个塔式起重机标准节上下连接组成,塔式起重机标准节通常叫塔身标准节、或简称标准节,是塔机十分关键部件,塔机有多高,标准节就要竖起多高。标准节承担整体塔机自重和吊装重物载荷及风载等其他载荷,受力状态也比较负载。
2、通常,起重机塔身标准节主要由四根主弦杆、以及其他腹杆焊接成井字型结构,上下两节塔身标准节的连接形式有两种:一、通过连接套高强螺栓连接,其在四根主弦杆的上下两端焊接2-3个连接套,再使用高强螺栓将连接套固定相连;二、通过榫头定位横向销轴相连,其在四根主弦杆的上下两端焊接公榫头和母榫头,通过公榫头和母榫头进行连接。
3、现有技术中提出了一种圆榫接头一体化主弦杆,比如申请号为202211185083.7的中国发明申请说明书所公开的一种圆榫接头一体化主弦杆,其依次通过热扩、加热、放入榫眼封堵芯棒、旋锻的工艺在主弦杆的一端一体地加工出母接头,以及依次通过加热、放入榫头封堵芯棒、旋锻的工艺在主弦杆的另一端一体地加工出公接头。由于其在加工母接头时必须先通过热扩的工艺热扩出扩径段,且需使扩径段的壁厚与主弦杆的壁厚一致,该加工工艺复杂,加工费用高,实现困难。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种圆榫接头一体化主弦杆的加工工艺,容易实现。
2、为实现上述目的,本发明提供一种圆榫接头一体化主弦杆的加工工艺,依次包括以下步骤:
3、s1、配置热挤压装置,所述热挤压装置包括加热机、第一挤压机和第二挤压机;
4、所述第一挤压机包括固定设置的第一机架、以及都安装在第一机架上的第一托辊、挤压模具、第一推力油缸和顶出油缸,所述挤压模具内开设有挤压型腔,所述第一推力油缸和顶出油缸分布在挤压型腔的同一侧;
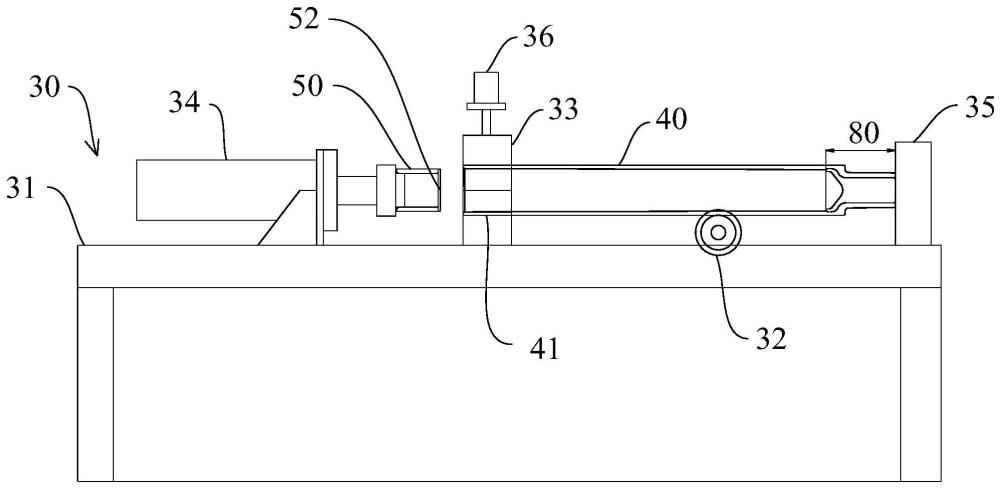
5、所述第二挤压机包括固定设置的第二机架、以及都安装在第二机架上的第二托辊、支撑夹具和第二推力油缸,所述第二推力油缸分布在支撑夹具的一侧,所述支撑夹具中设有支撑圆孔;
6、s2、将榫头芯棒塞进主弦杆主杆一端的公接头管段内,并使所述榫头芯棒的外端与公接头管段的外端齐平;
7、s3、将所述主弦杆主杆一端的公接头管段插入到加热机中,开启所述加热机,加热公接头管段至预设温度;
8、s4、将所述主弦杆主杆放置在第一挤压机的第一托辊上,开启所述第一推力油缸;
9、所述第一推力油缸作用于挤压模具,将挤压模具朝向公接头管段推移,相对使主弦杆主杆的公接头管段连同榫头芯棒一同压入挤压模具的挤压型腔中,使公接头管段变形后压紧在榫头芯棒外周,所述主弦杆主杆在公接头管段的外端处挤压成型有一段外径减小的榫头段;
10、所述第一推力油缸复位,并开启所述顶出油缸;
11、所述顶出油缸作用于挤压型腔腔底的公接头管段,将所述公接头管段连同榫头芯棒一同从挤压型腔中顶出;
12、s5、在所述第二推力油缸的活塞杆的端部安装榫眼封堵套管,所述榫眼封堵套管内设有榫眼孔、且具有封堵榫眼孔的密封端板,所述榫眼封堵套管的外径大于主弦杆主杆的内径;
13、s6、将所述主弦杆主杆一端的母接头管段插入到加热机中,开启所述加热机,加热母接头管段至预设温度;
14、s7、将所述主弦杆主杆装夹在支撑夹具的支撑圆孔中、并放置在第二挤压机的第二托辊上;开启所述第二推力油缸,所述第二推力油缸将榫眼封堵套管压入母接头管段内,直至所述榫眼封堵套管的外端与母接头管段的外端齐平,使母接头管段和榫眼封堵套管过盈配合;
15、s8、将所述主弦杆主杆移至焊接平台,将所述榫眼封堵套管的外端口和母接头管段的外端口焊接固定、以及将所述榫头芯棒的外端口和公接头管段的外端口焊接固定。
16、进一步地,所述圆榫接头一体化主弦杆的加工工艺还包括步骤s9、机加工焊接后的所述主弦杆主杆,在所述主弦杆主杆的一端加工出径向贯通母接头管段和榫眼封堵套管的第一销孔、以及在主弦杆主杆的另一端加工出径向贯通榫头段部分的公接头管段和榫头芯棒的第二销孔,所述第一销孔的孔径和第二销孔的孔径相等、且平行。
17、进一步地,所述步骤s3中,所述公接头管段的加热温度为900~950℃。
18、进一步地,所述步骤s6中,所述母接头管段的加热温度为380~430℃。
19、进一步地,所述第一挤压机还包括固定在第一机架上的定位块,所述定位块分布在挤压模具背向第一推力油缸和顶出油缸的一侧;
20、所述步骤s4中,所述主弦杆主杆的母接头管段顶在定位块上。
21、进一步地,所述第一挤压机中,所述第一托辊、挤压模具、第一推力油缸和顶出油缸构成成型机构,所述成型机构有两套、分别为一次成型机构和二次成型机构,所述二次成型机构中的挤压型腔小于一次成型机构中的挤压型腔;所述步骤s4包括以下步骤:
22、s41、将所述主弦杆主杆放置在一次成型机构的第一托辊上,开启一次成型机构中的第一推力油缸,将公接头管段连同榫头芯棒一同压入一次成型机构的挤压型腔中;
23、s42、所述一次成型机构中的第一推力油缸复位,并开启一次成型机构中的顶出油缸,顶出公接头管段,完成公接头管段的第一次挤压变形;
24、s43、将所述主弦杆主杆放置在二次成型机构的第一托辊上,开启二次成型机构中的第一推力油缸,将公接头管段连同榫头芯棒一同压入二次成型机构的挤压型腔中;
25、s44、所述二次成型机构中的第一推力油缸复位,并开启二次成型机构中的顶出油缸,顶出公接头管段,完成公接头管段的第二次挤压变形。
26、进一步地,所述顶出油缸的活塞杆的端部固定有顶出块,所述顶出块能与公接头管段的端面面接触。
27、进一步地,所述第二挤压机还包括固定在第二机架上的限位顶块,所述限位顶块分布在支撑夹具的另一侧;
28、所述步骤s7中,所述主弦杆主杆的公接头管段与限位顶块相抵接、且面接触。
29、进一步地,所述密封端板焊接固定在榫眼封堵套管的内端,所述榫眼封堵套管外周面的外端设有第一倒角部,所述密封端板外周面的内端设有第二倒角部,所述第一倒角部和第二倒角部的倒角角度都为45°。
30、进一步地,所述榫头芯棒包括依次相连的第一圆柱段、圆台过渡段、以及第二圆柱段,所述第二圆柱段的外径小于第一圆柱段的外径;
31、经所述步骤s4后,所述公接头管段包括箍紧在第一圆柱段外周的公接头外径不变管段、箍紧在圆台过渡段外周的公接头过渡管段、以及箍紧在第二圆柱段外周的公接头缩径管段,所述公接头缩径管段和第二圆柱段构成所述榫头段。
32、进一步地,所述第一圆柱段外周面的内端设有第一圆角部,所述公接头外径不变管段的内壁上设有与第一圆角部相贴合的第二圆角部,所述公接头外径不变管段在第二圆角部处形成有管壁增厚部。
33、如上所述,本发明涉及的圆榫接头一体化主弦杆的加工工艺,具有以下有益效果:
34、本技术中,榫眼封堵套管压装在母接头管段内的,免去对母接头管段进行热扩的工序,而压装容易实现,榫头芯棒在公接头管段热挤压变形的同时也被压装在公接头管段内,最后再通过焊接固定确保母接头和公接头的结构强度,使得榫眼封堵套管与母接头管段之间、以及榫头芯棒与公接头管段之间没有间隙,真正成为一体。因此,本技术中的圆榫接头一体化主弦杆容易加工出。
- 还没有人留言评论。精彩留言会获得点赞!