一种载片器和镀膜系统的制作方法
1.本实用新型涉及太阳能电池技术领域,尤其涉及一种载片器和镀膜系统。
背景技术:
2.目前,在采用管式pecvd(plasma enhanced chemical vapor deposition,等离子体增强化学的气相沉积法)镀膜系统对电池片进行镀膜时,通常使用置于镀膜系统中的石墨舟搭载电池片,然后在高温高压下电离镀膜系统腔体内的反应气体,使得反应气体等离子化并发生化学反应产生反应产物。此时,反应产物沉积在电池片表面,对电池片进行镀膜。
3.在使用石墨舟对电池片进行镀膜时,由于加热装置设置在石墨舟的两侧,故石墨舟两侧搭载的电池片与石墨舟中间区域搭载的电池片的受热程度不同。而电池片的镀膜厚度与受热程度存在正比关系,故石墨舟两侧搭载的电池片的镀膜厚度较大,石墨舟中间区域搭载的电池片的镀膜厚度较小。太阳能电池片的镀膜厚度影响太阳能电池片颜色,故从石墨舟的中间区域到石墨舟的两侧,由于温度的差异,电池片具有多种不同的颜色。
4.在电池片组装形成组件时,同一组件中的电池片需要保证颜色相同或相近,镀膜后的电池片颜色种类过多,不仅会给后续进行电池片分类的人员增加工作量,而且容易产生由于失误导致的电池片颜色分类错误。
技术实现要素:
5.本实用新型的目的在于提供一种载片器和镀膜系统,以解决现有技术中镀膜后的电池片颜色种类过多的技术问题,以使镀膜后的电池片颜色种类减少。
6.第一方面,本实用新型提供一种载片器。该载片器包括沿着预设方向间隔设置的多个电极片,多个电极片并联在一起。多个电极片的尺寸参数沿着预设方向按照预设规律分布。沿着预设方向,多个电极片的导电率先逐渐增加再逐渐减小。在通电状态电极片的电场强度与该电极片上的导电率成正比关系,因此,当多个电极片的导电率先逐渐增加再逐渐减小时,通电状态的多个电极片上的电场强度沿预设方向先逐渐增加再逐渐减小。换句话说,载片器中间区域的电极片的电场强度较大,两侧的电极片的电场强度较小。基于此,本实用新型提供的载片器应用于镀膜系统时,电极片上的电场强度与该电极片上搭载的电池片的镀膜厚度成正比,使得载片器的两侧区域搭载的电池片镀膜厚度倾向于比较薄,中间区域搭载的电池片镀膜厚度倾向于比较厚,因此,虽然在温度的影响下,载片器的两侧区域搭载的电池片镀膜厚度倾向于比较厚,中间区域搭载的电池片镀膜厚度倾向于比较薄,但是,可以利用本实用新型提供的载片器抑制这一现象,使得载片器上搭载的多个电池片的镀膜厚度基本一致,从而提高载片器所搭载的各个电池片颜色均一性。
7.在一种可能的实现方式中,每个电极片的尺寸参数可以为每个电极片的厚度。电极片的厚度影响电极片的导电率,通过设置每个电极片的厚度,可以调整每个电极片的到导电率,进而控制每个电极片上的电场强度。
8.在一种可能的实现方式中,预设规律为多个电极片的厚度先逐渐增加再逐渐减小。由于电极片的厚度与电极片的导电率成正比关系,因此,当多个电极片的厚度先逐渐增加后逐渐减小,可以保证多个电极片的电场强度先逐渐增加后逐渐减少。
9.在一种可能的实现方式中,多个电极片中厚度最大的电极片为2.5mm-2.9mm。应理解,多个电极片中厚度最大的电极片为中间区域的电极片,将中间厚度的电极片的厚度设置为2.5mm-2.9mm,能够保证该中间电极片所搭载的电池片的镀膜厚度达到需求厚度。
10.在一种可能的实现方式中,相邻两个电极片的厚度差为0.04mm-0.06mm。此时,沿着预设方向,电极片的厚度先按照0.04mm-0.06mm的差值逐渐增大,再按照0.04mm-0.06mm的差值逐渐减小。按照上述规律分布的多个电极片能够使载片器上搭载的多个电池片镀膜的厚度满足需求。再者,沿着预设方向,电极片的温度分布规律为先逐渐减小,再逐渐增大。采用本实用新型中的载片器,能够中和温度对载片器上搭载的电池片的镀膜厚度的影响,使多个电极片的镀膜厚度均匀性满足需求。
11.在一种可能的实现方式中,每个电极片的尺寸参数为电极片的长度。电极片的长度影响电极片的导电率,因此,可以通过调整每个电极片的长度来控制镀膜过程中每个电极片上的电场强度。
12.在一种可能的实现方式中,预设规律为多个电极片的长度先逐渐减小再逐渐增大。由于电极片的长度与电极片的导电率成反比关系,因此,当多个电极片的长度先逐渐减小后逐渐增加,可以保证多个电极片的电场强度先逐渐增加后逐渐减少。
13.在一种可能的实现方式中,相邻两个电极片之间具有间隙。各个间隙的宽度沿着预设方向先逐渐减小再逐渐增大。由于每个电极片与相邻的电极片之间的间隙与该电极片上的电场强度成反比关系,因此,不仅可以从电极片尺寸参数的角度调整电极片的导电率,还可以从相邻两个电极片之间的间隙角度调整该电极片上的电场强度。此时,本实用新型提供的载片器应用于镀膜系统时,可以从多角度调控电极片的导电率,使得载片器所搭载的各个电池片颜色均一性,因此,本实用新型提供的载片器调控各个电池片的镀膜均匀性的方式比较多样。
14.在一种可能的实现方式中,各个电极片所含有的材质导电率不同。在实际应用中,可以根据多个所述电极片的导电率沿预设方向的变化规律,选择载片器所包括的多个电极片的材质。
15.第二方面,本实用新型还提供一种镀膜系统。该镀膜系统包括第一方面或第一方面任一可能的实现方式描述的载片器。
16.第二方面提供的镀膜系统的有益效果与第一方面或任一可能的实现方式所描述的载片器的有益效果相同,此处不做赘述。
附图说明
17.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
18.图1为现有技术中的一种管式pecvd镀膜系统示意图;
19.图2为现有技术中的石墨舟的结构示意图;
20.图3为本实用新型实施例提供的载片器的基本原理示意图;
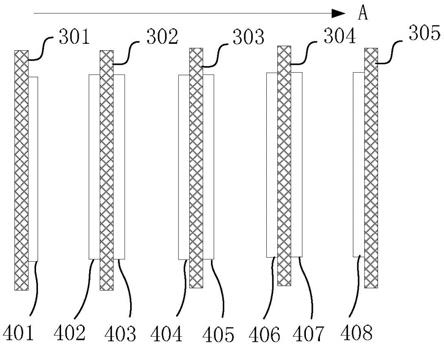
21.图4为本实用新型提供的载片器搭载电池片的状态示意图;
22.图5为本实用新型实施例提供的载片器的一种可选方式俯视图;
23.图6为本实用新型实施例提供的载片器的另一种可选方式俯视图;
24.图7为本实用新型实施例提供的载片器的又一种可选方式俯视图。
具体实施方式
25.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
28.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
30.目前,对电池片进行镀膜时,可以采用管式pecvd(plasma enhanced chemical vapor deposition,等离子体增强化学的气相沉积法)镀膜系统。图1示出了一种管式pecvd镀膜系统的结构示意图。如图1所示,该pecvd镀膜系统包括管式pecvd设备100以及用于装载硅片等基片的石墨舟200。管式pecvd设备100包括pecvd管式炉110和射频发生器120。pecvd管式炉110包括电阻炉111和石英管112。电阻炉111位于石英管112的外侧,用以对石英管112进行加热。石英管112开设有进气口1121和排气口1122。石英管112内的腔体1120用于容纳石墨舟200。
31.在采用管式pecvd镀膜系统对电池片进行镀膜时,通常使用置于镀膜系统中的石墨舟搭载电池片,然后在高温高压下电离管式pecvd设备腔体内的反应气体,使得反应气体等离子化并发生化学反应产生反应产物。此时,反应产物沉积在电池片表面,对电池片进行镀膜。图2示出了在先技术中以石墨舟为例的载片器的结构示意图。如图2所示,该石墨舟200上的电极片201按照箭头a所示的方向分布,该石墨舟20上分布的多个电极片201的厚度
相同。在使用石墨舟对电池片进行镀膜时,由于电阻炉环绕设置在石墨舟的两侧,故石墨舟两侧搭载的电池片与石墨舟中间区域搭载的电池片的受热程度不同。而电池片的镀膜厚度与受热程度存在正比关系,故石墨舟两侧搭载的电池片的镀膜厚度较大,石墨舟中间区域搭载的电池片的镀膜厚度较小。电池片的镀膜厚度影响电池片颜色,故从石墨舟的中间区域到石墨舟的两侧,电池片具有多种不同的颜色。
32.在电池片组装形成电池片组件时,同一组件中的电池片需要保证颜色相同或相近,而在先技术中镀膜后的电池片颜色种类过多,不仅会给后续进行电池片分类的人员增加工作量,而且容易产生由于失误导致的电池片颜色分类错误。进而导致电池片组装形成的组件产生色差。当为了缓解人工压力,在使用分选测试机对电池片进行分类时,增加了投入成本,且分选测试机需要占据安装位置。
33.本实用新型实施例提供了一种载片器。该载片器可以为石墨舟,也可以为其他材质的载片器。图3示例出本实用新型提供的载片器中电极片的分布示意图。如图3所示,该载片器300包括沿着预设方向间隔设置的多个电极片310。多个电极片310并联在一起。多个电极片310的尺寸参数沿着预设方向按照预设规律分布。沿着预设方向,多个电极片310的导电率先逐渐增加再逐渐减小。应理解,图3示例出的电极片数量n为大于或等于2的整数。至于具体取值,则与载片器300的载片容量有关,可以根据实际场景选择。
34.如图3所示,该载片器300所包括的电极片可以与电源400连接,使得电源400为载片器300所包括的各个电极片提供电压,从而使得相邻两个电极片之间可以形成电场,用以在电池片进行镀膜。应理解,该电源可以为射频发生器等。
35.图4示例出本实用新型提供的载片器搭载电池片的状态示意图。如图3所示,载片器包括第一电极片301、第二电极片302、第三电极片303、第四电极片304和第五电极片305。预设方向为图4中箭头a所示的方向。第一电极片301、第二电极片302、第三电极片303、第四电极片304和第五电极片305沿着图4中箭头a所示的方向分布。当图4所示的载片器应用于镀膜系统时,第一电极片301位于载片器的第一侧,第五电极片305位于载片器的第二侧。第一电极片301搭载有第一电池片401。第二电极片302朝向第一电极片301的表面搭载有第二电池片402。第二电极片302朝向第三电极片303的表面搭载有第三电池片403。第三电极片303朝向第二电极片302的表面搭载有第四电池片404。第三电极片303朝向第四电极片304的表面搭载有第五电池片405。第四电极片304朝向第三电极片303的表面搭载有第六电池片406。第四电极片304朝向第五电极片305的表面搭载有第七电池片407。第五电极片305朝向第四电极片304的表面搭载有第八电池片408。
36.上述第一电极片301、第二电极片302和第三电极片303的导电率逐渐增加,而第三电极片303、第四电极片304和第五电极片304的导电率逐渐降低。当镀膜系统对电池片镀膜时,在第一电极片301、第二电极片302、第三电极片303、第四电极片304和第五电极片305并联在同一电源,第一电池片401和第二电池片402所处的电场强度相对于第三电池片403和第四电池片404所处的电场强度低,第七电池片407和第八电池片408所处的电场强度相对于第五电池片405和第六电池片406所处的电场强度低。
37.图4所示的载片器中搭载的多个电池片镀膜结束时,对五个电极片所搭载的电池片的镀膜厚度进行检测。检测结果表明,五个电池片所搭载的电池片镀膜厚度均一性比较好,颜色接近甚至相同。
38.由上可见,图3所示的载片器300在通电状态,电极片310的电场强度与该电极片310上的导电率成正比关系,因此,当多个电极片310的导电率先逐渐增加再逐渐减小时,通电状态的多个电极片310上的电场强度沿预设方向先逐渐增加再逐渐减小。换句话说,载片器中间区域的电极片310的电场强度较大,两侧的电极片310的电场强度较小。基于此,本实用新型提供的载片器应用于镀膜系统时,电极片310上的电场强度与该电极片310上搭载的电池片的镀膜厚度成正比,使得载片器的两侧区域搭载的电池片镀膜厚度倾向于比较薄,中间区域搭载的电池片镀膜厚度倾向于比较厚,因此,虽然在温度的影响下,载片器的两侧区域搭载的电池片镀膜厚度倾向于比较厚,中间区域搭载的电池片镀膜厚度倾向于比较薄,但是,可以利用本实用新型提供的载片器抑制这一现象,使得载片器上搭载的多个电池片镀膜厚度基本一致,从而提高载片器所搭载的各个电池片颜色均一性。
39.作为一种可能的实现方式,相关技术中,载片器包括的多个电极片的尺寸参数相同,因此,当多个电极片并联在一起时,相当于多个相同的电阻并联在一起。此时,载片器所包括的多个电极片之间,每两个电极片所形成的电场强度相同。研究表明,电极片上搭载的电池片的镀膜厚度与该电极片的温度和该电极片上的电场强度相关,故可以通过改变电极片上的电场强度改变该电极片上搭载的电池片的镀膜厚度。
40.鉴于电极片上的电场强度与电极片的导电率有关,电极片的导电率与电极片上流过的电流大小有关。当多个电极片并联在一起时,由于加载在各个电极片的电压相同,因此,可以改变各个电极片的电阻来调节电极片上流过的电流,使得沿所述预设方向,多个电极片的导电率先逐渐增加再逐渐减小。
41.本领域技术人员可知:电极片的电阻与电极片的材质、电极片的尺寸相关。基于此,电极片的电阻满足r=ρl/s。其中,ρ表示电极片的材料电阻率,l表示电极片的长度,s表示电极片垂直于长度方向的横截面积,s=d
×
h,d为电极片的厚度,h为电极片的高度。由此可见,可以控制电极片的电阻公式中任一参数变化的情况下,保持其它参数恒定,调整电极片的电阻,进而控制电极片的导电率。
42.在一种可选方式中,当电极片的电阻满足r=ρl/s,在ρ和l恒定的情况下,电极片的电阻与电极片的长度成反比,电极片的电阻与电极片的导电率呈反比,电极片的厚度与电极片的导电率成正比。基于此,当电极片的厚度越大,则电极片的导电率越大。相反的,电极片的厚度越小,则电极片的导电率越小,电极片上的电场强度越小。
43.基于上述电极片的厚度与电极片的导电率的相互依存关系,图5示出了本实用新型实施例提供的载片器的一种实现方式俯视图。如图5所示,该载片器300包括沿箭头a示出的方向间隔设置的多个电极片310。该多个电极片310的厚度按照先逐渐变大后逐渐变小的规律分布。在此情况下,图5所示的多个电极片310上的导电率也相应的先逐渐增加再逐渐减小。
44.在实际应用中,如图5所示,可以通过电极片310在载片器上的位置以及电极片310在工作时的温度来设定相应电极片310的厚度,从而得到相应电极片310上需求的电场强度。本实用新型实施例仅通过设置不同厚度的电极片310就能实现多个电极片310上搭载的多个电池片具有基本相同厚度的镀膜。
45.示例性的,如图5所示,多个电极片310中厚度最大的电极片为2.5mm-2.9mm。应理解,多个电极片310中厚度最大的电极片为中间区域的电极片,将中间厚度的电极片的厚度
设置为2.5mm-2.9mm,能够保证该中间电极片所搭载的电池片的镀膜厚度达到需求厚度。
46.示例性的,如图5所示,相邻两个电极片310的厚度差为0.04mm-0.06mm。此时,沿着预设方向,电极片310的厚度先按照0.04mm-0.06mm的差值逐渐增大,再按照0.04mm-0.06mm的差值逐渐减小。按照上述规律分布多个电极片310时,多个电极片310的导电率沿着箭头a所示方向的变化规律(下文简称电极片导电分布规律)可以符合先逐渐增加,再逐渐减小这一要求。基于此,图5所示的载片器300应用于镀膜系统时,电极片导电分布规律引起的多个电池片的镀膜厚度变化,可以抵消因为镀膜温度在箭头a所示方向的变化规律所引起的中和镀膜厚度变化,使得载片器搭载的多个电池片的镀膜厚度均一性满足要求。
47.如图5所示,在这种情况下,如果多个电极片310中厚度最大的电极片为2.5mm-2.9mm,那么载片器搭载的多个电池片的镀膜厚度均一性不仅满足要求,每个电池片的镀膜厚度也满足要求。
48.作为一种示例,如图5所示,该载片器中的电极片310数量为29片,多个电极片310中厚度最大的电极片的厚度为2.7mm,相邻两个电极片310之间的厚度差为0.05mm。
49.作为另一种示例,如图5所示,该载片器中的电极片310数量为31片,多个电极片310中厚度最大的电极片的厚度为2.9mm,相邻两个电极片310之间的厚度差为0.06mm。
50.作为又一种示例,如图5所示,该载片器中的电极片310数量为27片,多个电极片310中厚度最大的电极片的厚度为2.52mm,相邻两个电极片310之间的厚度差为0.04mm。
51.在另一种可选方式中,当电极片的电阻满足r=ρl/s,在ρ和d恒定的情况下,电极片的电阻与电极片的长度成正比,电极片的电阻与电极片的导电率呈反比,因此,电极片的长度与电极片的导电率成反比。基于此,当电极片的长度越大,则电极片的导电率越小。相反的,电极片的长度越小,则电极片的导电率越大。
52.基于上述电极片的长度与电极片的导电率的相互依存关系,图6示出了本实用新型实施例提供载片器600的另一种可选方式的俯视图。如图6所示,该载片器300包括沿箭头a示出的方向间隔设置的多个电极片310。可以看出,该多个电极片310的长度按照先逐渐变短后逐渐变长的规律分布。在此情况下,图6所示的多个电极片310上的导电率也相应的先逐渐增加再逐渐减小。
53.在实际应用中,可以通过电极片310在载片器上的位置以及电极片在工作时的温度来设定相应电极片的长度,从而得到相应电极片310上需求的电场强度。本实用新型实施例通过在载片器中设置不同长度的电极片310就能实现多个电极片310上搭载的多个电池片具有基本相同厚度的镀膜。
54.作为一种可能的实现方式中,如图3所示,当沿预设方向,多个电极片310的导电率先逐渐增加再逐渐减小时,载片器的电场强度沿着预设电极片310上的电场强度先逐渐增加再逐渐减小。
55.本领域技术人员可以知道,电场强度其中k为静电常数,k=9.0
×
109n
·
m2/c2,q0为等离子体的电量,d为两个相邻电极片之间的距离。由电场强度公式可以看出,两个相邻电极片之间的距离d与电场强度均呈反比。当相邻两个电极片之间的距离r减小时,电场强度增加。当两个相邻的电极之间的距离d增加时,电场强度减小。
56.根据以上分析可知,调整载片器的电场强度的方式还可以包括:调节图3所示的相
邻两个电极片310之间的间隙。此处相邻两个电极片310之间的间隙就是上述的相邻两个电极片之间的距离。
57.根据上述规律,图7示例出本实用新型实施例提供的载片器的又一种可选方式俯视图。如图7所示,本实用新型实施例提供的载片器300还可以为沿着箭头a示出的方向,相邻两个电极片310间隙的宽度先逐渐减小再逐渐增大。换句话说,当各个间隙的宽度沿着预设方向先逐渐减小再逐渐增大,沿着箭头a示出的方向,多个电极片310的电场强先逐渐增大,后逐渐减小。由此可见,本实用新型实施例提供的载片器可以控制相邻两个电极片310的间隙宽度调整电极片的电场强度,作为利用多个电极片310的尺寸参数来调整多个电极片电场强度的补充。
58.如图7所示,在实际应用中,可以根据电场强度的需求来对相邻两个电极片310间隙的宽度进行具体调整。当相邻两个电极片310所形成的电场强度过大时,此时增大相邻两个电极片310之间的间隙。当相邻两个电极片310所形成的电场强度过小时,此时缩小相邻两个电极片310之间的间隙。
59.在一种示例中,如图7所示,利用多个电极片310的尺寸参数调整多个电极片310的电场强度不能满足载片器的电场强度在预设方向的分布规律的情况下,可以对相邻两个电极片310间隙宽度进行调整,从而使得载片器的电场强度在预设方向的分布规律满足要求。
60.举例说明,如图7所示,利用多个电极片310的厚度调整多个电极片310的电场强度不能满足载片器的电场强度在预设方向的分布规律的情况下,可以对相邻两个电极片310间隙宽度进行调整,从而使得载片器的电场强度在预设方向的分布规律满足要求。
61.在一种可能的实现方式中,如图3所示,各个电极片310所含有的材质导电率不同。此时可以利用不同电极片所含有材料的导电率来改变多个电极片上的电场强度。在实际应用中,可以根据多个所述电极片的导电率沿预设方向的变化规律,选择载片器所包括的多个电极片的材质。
62.示例性的,如图3所示,电极片310可以为石墨电极片,金属电极片或掺杂型电极片。可以理解的是,掺杂型电极片所含有的掺杂浓度高,则掺杂型电极片的导电率比较高。当掺杂型电极片所含有的掺杂浓度低,则掺杂型电极片的导电率比较低。这种掺杂型电极片可以为半导体电极片,也可以为向石墨材料中掺入不同浓度的杂质来改变制作材料的导电率。
63.需要说明的是,上述电极片所使用的材料均为现有材料,并不涉及到对材料组分的改变,只需根据导电率要求选择电极片的材料。
64.由上可见,本实用新型提供的载片器应用于镀膜系统时,可以从电极片的尺寸参数、电极片的材料、相邻两个电极片之间的间隙宽度等多角度调控电极片的导电率,使得载片器所搭载的各个电池片颜色均一性,因此,本实用新型提供的载片器调控各个电池片的镀膜均匀性的方式比较多样。
65.本实用新型实施例还提供一种镀膜系统。该镀膜系统包括镀膜设备和上述实施例描述的载片器。该镀膜设备具有用于镀膜的镀膜腔,当镀膜系统处在镀膜状态时,载片器位于镀膜腔内。
66.与现有技术相比,本实用新型实施例提供的镀膜系统的有益效果与上述实施例描述的载片器的有益效果相同,此处不做赘述。
67.在实际应用中,上述镀膜系统可以参考图1所示的镀膜系统。镀膜系统可以为图1所示的pecvd镀膜系统。镀膜腔可以为图1所示的石英管,载片器位于石英管内。当然镀膜腔也可以其他导热性良好的耐压管,此处不再一一介绍。至于pecvd镀膜系统可以参考前文描述。
68.在上述实施方式的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
69.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1