一种用于高密封阀座的整体成型装置的制作方法
[0001]
本实用新型涉及整体成型领域,特别涉及一种用于高密封阀座的整体成型装置。
背景技术:
[0002]
随着成型技术的发展,传统的浇铸概念有所改变,聚合物溶液、分散体(指聚氯乙烯糊)和熔体也可用于浇铸成型,因此,整体成型需要进行浇铸。
[0003]
现有的高密封阀座的整体成型装置,大多采用的都是浇铸成型的方式,大多数浇铸成型装置不便于对成型零件进行拿去,使得工作人员在拿去成型零件的时候需要花费大量的时间,尤其不能调节成型零件的厚度,使得一台浇铸成型装置只能生产一种零件,不满足机械使用的需求,为此,我们提出了一种用于高密封阀座的整体成型装置。
技术实现要素:
[0004]
本实用新型的目的在于提供一种用于高密封阀座的整体成型装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种用于高密封阀座的整体成型装置,包括工作台,所述工作台的顶侧固定安装有相对称的两个支撑板,两个支撑板的顶侧固定安装有同一个盖板,盖板的底侧固定安装有液压机,液压机的输出轴固定安装有挤压板,液压机的输出轴上活动套接安装有上模板,挤压板的四侧分别与上模板的四侧内壁相接触,上模板内均匀设有多个复位弹簧,多个复位弹簧的一端均固定安装在上模板顶侧内壁上,多个复位弹簧的另一端均固定安装在挤压板的顶侧上。
[0006]
优选的,所述工作台的顶侧活动安装有下模板,下模板的底部内壁上固定安装有圆柱块,圆柱块上活动套接安装有承压板,承压板的外侧分别与下模板的内壁相接触,下模板内均匀设有多个挤压弹簧,多个挤压弹簧的一端均固定安装在下模板的底侧内壁上,多个挤压弹簧的另一端均固定安装在承压板的底侧上。
[0007]
优选的,所述下模板的两侧内壁上均开设有相对称的滑孔,承压板的两侧均开设有相对称的多个插孔,下模板的两侧均设有相对称的t型插栓,两个t型插栓相互靠近的一侧分别贯穿两个滑孔并分别延伸至两个插孔内。
[0008]
优选的,所述t型插栓上套接安装有拉伸弹簧,拉伸弹簧的一端固定安装在下模板的一侧上,拉伸弹簧的另一个端固定安装在t型插栓的一侧上。
[0009]
优选的,两个支撑板相互靠近的一侧内壁上均开设有通孔,通孔内均固定安装有环形螺纹套,两个支撑板上均设有t型螺纹杆,两个t型螺纹杆相互靠近的一端分别贯穿两个环形螺纹套并分别与下模板的两侧相接触。
[0010]
优选的,所述上模板的一侧开设有进液口。
[0011]
优选的,所述工作台的底侧四周位置均固定安装有柱脚。
[0012]
本实用新型的技术效果和优点:
[0013]
1、本实用新型结构合理,首先启动液压机,使得上模板向下移动至与下模板相接
触时停止,将合金料液从进液口装进至合适位置,让其冷却后,启动液压机对其挤压成型,使得液压机带动挤压板、复位弹簧,上模板进行复位,向外拉带动t型插栓,使得发生弹性形变的拉伸弹簧进行复位,从而将合金零件挤出下模板外侧,从而便于零件脱模,便于工作人员进行拿取;
[0014]
2、本实用新型中,将t型插栓向外拉,t型插栓带动拉伸弹簧进行移动使其发生弹性形变,使得t型插栓从插孔中移出,将承压板向上或是向下移动,使其带动发生弹性形变的挤压弹簧进行移动,将其移动至合适位置时,松开t型插栓,使得发生弹性形变的拉伸弹簧带动t型插栓进行复位,使其进入插孔中将承压板进行固定,从而可以调节合金零件的厚度,满足不同机械对其进行使用。
附图说明
[0015]
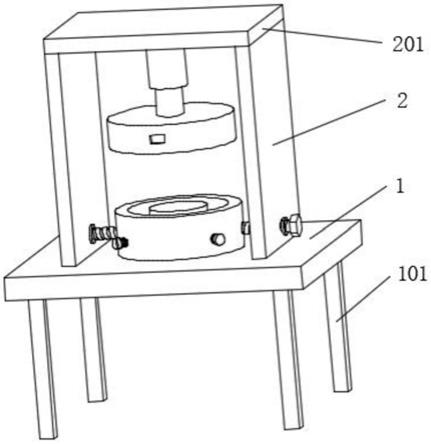
图1为本实用新型立体结构示意图;
[0016]
图2为本实用新型正视剖视结构示意图;
[0017]
图3为本实用新型侧视剖视结构示意图;
[0018]
图4为本实用新型图上模板与下模板剖视结构示意图。
[0019]
图中:1、工作台;101、柱脚;2、支撑板;201、盖板;202、环形螺纹套;203、t型螺纹杆;3、液压机;301、上模板;302、挤压板;303、复位弹簧;304、进液口;4、下模板;401、承压板;402、挤压弹簧;403、t型插栓;404、拉伸弹簧。
具体实施方式
[0020]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0021]
本实用新型提供了如图1-4所示的一种用于高密封阀座的整体成型装置,包括工作台1,工作台1的顶侧固定安装有相对称的两个支撑板2,两个支撑板2的顶侧固定安装有同一个盖板201,盖板201的底侧固定安装有液压机3,液压机3的输出轴固定安装有挤压板302,液压机3的输出轴上活动套接安装有上模板301,挤压板302的四侧分别与上模板301的四侧内壁相接触,上模板301内均匀设有多个复位弹簧303,多个复位弹簧303的一端均固定安装在上模板301顶侧内壁上,多个复位弹簧303的另一端均固定安装在挤压板302的顶侧上。
[0022]
进一步的,在上述方案中,工作台1的顶侧活动安装有下模板4,下模板4的底部内壁上固定安装有圆柱块,圆柱块上活动套接安装有承压板401,承压板401的外侧分别与下模板4的内壁相接触,下模板4内均匀设有多个挤压弹簧402,多个挤压弹簧402的一端均固定安装在下模板4的底侧内壁上,多个挤压弹簧402的另一端均固定安装在承压板401的底侧上,通过挤压弹簧402的设置,从而可以带动承压板401进行移动。
[0023]
进一步的,在上述方案中,下模板4的两侧内壁上均开设有相对称的滑孔,承压板401的两侧均开设有相对称的多个插孔,下模板4的两侧均设有相对称的t型插栓403,两个t型插栓403相互靠近的一侧分别贯穿两个滑孔并分别延伸至两个插孔内,通过t型插栓403
的设置,从而可以调节成型零件的高度。
[0024]
进一步的,在上述方案中,t型插栓403上套接安装有拉伸弹簧404,拉伸弹簧404的一端固定安装在下模板4的一侧上,拉伸弹簧404的另一个端固定安装在t型插栓403的一侧上,通过拉伸弹簧404的设置,从而可以带动t型插栓403进行复位。
[0025]
进一步的,在上述方案中,两个支撑板2相互靠近的一侧内壁上均开设有通孔,通孔内均固定安装有环形螺纹套202,两个支撑板2上均设有t型螺纹杆203,两个t型螺纹杆203相互靠近的一端分别贯穿两个环形螺纹套202并分别与下模板4的两侧相接触,通过t型螺纹杆203的设置,从而可以对下模板4进行固定。
[0026]
进一步的,在上述方案中,上模板301的一侧开设有进液口304,通过进液口304的设置,从而可以进行整体成型。
[0027]
进一步的,在上述方案中,工作台1的底侧四周位置均固定安装有柱脚101,通过柱脚101的设置,从而可以支撑装置。
[0028]
本实用工作原理:
[0029]
液压机3的型号为hob63,使用时,首先启动液压机3,液压机3向下移动带动挤压板302向下移动,挤压板302移动带动复位弹簧303、上模板301移动,当上模板301向下移动至与下模板4相接触时停止,将合金料液从进液口304装进上模板301和下模板4中至合适位置,让其逐步冷却至半凝固状态,启动液压机3带动挤压板302对其进行挤压,直至合金料液被挤压成型为成品,使得液压机3带动挤压板302、复位弹簧303,上模板301进行复位,将t型插栓403向外拉带动,使得发生弹性形变的拉伸弹簧404不受力进行复位,从而将合金零件挤出下模板4外侧,从而便于零件脱模,便于工作人员进行拿取,当需要调节合金零件的厚度时,将t型插栓403向外拉,t型插栓403带动拉伸弹簧404进行移动使其发生弹性形变,使得t型插栓403从插孔中移出,将承压板401向上或是向下移动,使其带动发生弹性形变的挤压弹簧402进行移动,将其移动至合适位置时,松开t型插栓403,使得发生弹性形变的拉伸弹簧404带动t型插栓403进行复位,使其进入插孔中将承压板401进行固定,从而可以调节合金零件的厚度,满足不同机械对其进行使用。
[0030]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1