用于锥形管连续加工的处理设备的制作方法
1.本发明涉及管件加工技术领域,具体涉及用于锥形管连续加工的处理设备。
背景技术:
2.众所周知,为了提高金属件的硬度以及强度,一般需要对金属件进行淬火加工处理,淬火,俗称蘸火,是金属和玻璃的一种热处理工艺,淬火是把合金制品或玻璃加热到一定温度,随即在含有矿物质的水、油或空气中急速冷却,以提高合金的硬度和强度,而一般在进行金属淬火,特别是金属管件淬火的时候,为了保证淬火的效率以及淬火质量,需要预先对管件的表面进行处理,使得管件表面生锈的铁屑或者其他杂质去除。
3.例如申请号为“201621428695.4”名称为“椭圆锥形管焊缝打磨装置”的中国专利,其通过将椭圆锥形管大头和小头分别搁置相应托架上,第一电机和第二电机动作,使得第一打磨砂带和第二打磨砂带分别对焊缝作往复的纵向打磨和横向打磨。
4.现有技术的不足之处在于,一般在进行锥形管件淬火需要对其表面进行打磨的时候,由于锥形管件的特殊构造,即管件的一端直径较大,另一端直径较小,从不便于对锥形管件的打磨,且打磨的效率极低,不适用于批量化的加工,从而对于批量的锥形管件淬火加工厂家来说,管件的表面处理无疑是锥形管件加工的难题。
技术实现要素:
5.本发明的目的是提供用于锥形管连续加工的处理设备,以解决现有技术中的上述不足之处。
6.为了实现上述目的,本发明提供如下技术方案:
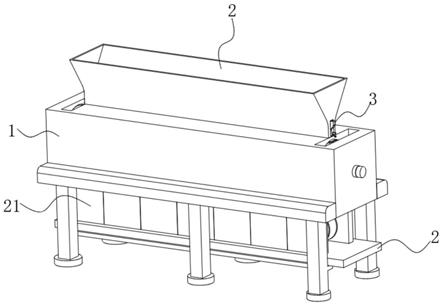
7.用于锥形管连续加工的处理设备,包括一用于盛放锥形管件的箱体,还包括:
8.转棍,其转动设置在箱体内,所述转棍上开设有用于固定锥形管件的放置槽;
9.表面摩擦组件,其沿着所述放置槽的轴向布置,所述表面摩擦组件包括多个依次相连的摩擦片,各所述摩擦片均通过弹性支撑组件可伸缩的连接在各所述放置槽的槽壁上;
10.所述锥形管在所述放置槽内转动以与所述摩擦片摩擦从而实现表面处理。
11.作为优选,所述放置槽的两端沿着放置槽的长边方向上滑动设置有用于夹持管件的夹持件,所述夹持件的一端固定设置有传动柱,在所述转棍的转动方向上,所述传动柱受到弧形凸出部的挤压向放置槽方向移动,以使得所述夹持件夹持住管件。
12.作为优选,所述表面摩擦组件在接受所述锥形管件的重力时,各所述弹性支撑组件能够适应性对锥形管件进行弹力支撑。
13.作为优选,所述弹性支撑组件包括转动连接在摩擦片上的连接柱,滑动设置在转棍内的压块、与压块斜面相滑动连接的第二楔形块、以及设置在连接柱和压块之间的第二弹性件,所述第二楔形块滑动设置在转棍内,所述第二楔形块与所述转棍的摩擦力大于所述摩擦片表面处理时与所述锥形管间的摩擦力。
14.作为优选,所述传动柱的外壁上套接有一拉力弹簧,所述拉力弹簧的一端转动设置在夹持件上,另一端固定设置在转棍上,在所述拉力弹簧的弹力下,所述夹持件收缩至转棍内。
15.作为优选,所述传动柱一端固定设置有传动齿轮,且所述箱体上设有能够与所述传动齿轮相啮合的啮合齿,所述传动齿轮与所述啮合齿相啮合时,能够通过传动柱以及夹持件带动所述锥形管件旋转。
16.作为优选,所述弧形凸出部设固定设置在箱体的内侧壁上,且所述弧形凸出部设置在传动柱的运动路径上。
17.作为优选,所述箱体顶部的开口处设置有一进料箱,所述进料箱的两端均转动设置有隔档件,所述隔档件的一侧分别依次设置有第一承托柱以及用于承托管件的第二承托柱,所述隔档的一端设有拨块。
18.所述转棍上对称设置有与传动柱一一对应的固定块,所述固定块上形成一凸部,所述凸部在转动时能够拨动在转动路径上的拨块,使得管件下落至转棍上的放置槽内。
19.作为优选,所述夹持件上形成一大口部以及同轴心的小口部,所述传动柱滑动设置在转棍上,且所述传动柱和所述夹持件同轴心。
20.作为优选,所述大口部上设置有第二挤压组件,在所述大口部接受锥形管件的大头挤压时,所述第二挤压组件张开以抵紧所述锥形管件,所述小口部上设置有第一挤压组件,在所述小口部接受锥形管件的小头挤压时,所述第一挤压组件抵紧所述锥形管件。
21.在上述技术方案中,本发明提供的用于锥形管连续加工的处理设备具备的有益效果:
22.本发明通过在箱体内设置用于连续输送管件的转棍,从而能够连续的将锥形管件进行输送,然后在转棍旋转的过程中,通过在放置槽内设置用于处理锥形管件表面的表面摩擦组件,然后在转棍旋转输送的过程中,夹持管件发生自身转动,然后锥形管件与摩擦组件的表面适应性的力度相接触,从而能够在对锥形管件连续的输送的过程中,能够对锥形管件的表面进行摩擦处理,从而能够连续性的对锥形管件输送以及表面处理,不仅降低劳动成本,且大大提高的表面处理的效率,适合批量化的生产。
23.应当理解,前面的一般描述和以下详细描述都仅是示例性和说明性的,而不是用于限制本公开。
24.本技术文件提供本公开中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
附图说明
25.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
26.图1为本发明实施例提供的结构示意图;
27.图2为本发明实施例提供的另一视角的结构示意图;
28.图3为本发明实施例提供的箱体的a
‑
a处的剖面结构示意图;
29.图4为本发明实施例提供的转棍的结构示意图;
30.图5为本发明实施例提供的转棍的侧面结构示意图;
31.图6为本发明实施例提供的固定块的结构示意图;
32.图7为本发明实施例提供第一输送座以及承载轮轮的结构示意图;
33.图8为本发明实施例提供夹持件以及传动柱的结构示意图;
34.图9为本发明实施例提供夹持件的剖面的结构示意图;
35.图10为本发明实施例提供图9的a处放大结构示意图;
36.图11为本发明实施例提供的隔档件相对锥形管件的结构示意图;
37.图12为本发明实施例提供的隔档件相对锥形管件的结构示意图;
38.图13为本发明实施例提供的表面摩擦组件的结构示意图;
39.图14为本发明实施例提供第二楔形块与压块的结构示意图;
40.图15为本发明实施例提供的表面摩擦组件的剖面结构示意图;
41.图16为本发明实施例提供的隔档件的结构示意图;
42.图17为本发明实施例提供的承载导轮的剖面结构示意图;
43.图18为本发明实施例提供第一输送座以及第二输送座的结构示意图;
44.图19为本发明实施例提供的第二输送座以及u形换向组件的结构示意图;
45.图20为本发明实施例提供第一输送座以及第二输送座平面结构示意图;
46.图21为本发明实施例提供的锥形管件倾倒至第二输送座上时,第一输送座以及第二输送座的结构示意图;
47.图22为本发明实施例提供的u形换向组件以及固定板的结构示意图;
48.图23为本发明实施例提供固定侧板的结构示意图;
49.图24为本发明实施例提供的导轮盘以及传动组件的结构示意图;
50.图25为本发明实施例提供的拨叉件以及套筒的结构示意图;
51.图26为本发明实施例提供的传送组件的结构示意图;
52.图27为本发明实施例提供的b
‑
b处的结构示意图。
53.附图标记说明:
54.1、箱体;2、进料箱;3、隔档件;4、摩擦片;5、转棍;6、啮合齿;7、传动柱;9、第一挤压块;91、第一铰接杆;92、按压柄;10、第二挤压块;1001、第二铰接杆;1002、第一弹性件;1003、第一楔形块;11、弧形凸出部;21、第一输送座;211、承载轮;2111、承载导轮;212、旋转柱;31、第一承托柱;32、第二承托柱;41、连接柱;42、第二弹性件;43、压块;44、第二楔形块;441、插杆;4411、挡块;45、拨块;51、固定块;511、凸部;71、传动齿轮;72、夹持件;721、承载板;7201、大口部;7202、小口部。
55.12、第二输送座;121、挡板;13、固定侧板、131、导轮盘;1311、套筒;1312、拨叉件;1313、连接轴套;1314、第一触点;1315、第二触点;132、支撑轮;1321、第三弹性件;1322、弹簧柱;1323、滚轮;1301、弧形槽;1302、传动槽;1303、缓冲槽;14、固定板;15、传送带;151、限位凸柱;152、第一传送导轮;153、第二传送导轮。
具体实施方式
56.为使得本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本
公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
57.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,还可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
58.请参阅1
‑
27,用于锥形管连续加工的处理设备,具体的,包括一用于盛放锥形管件的箱体1,还包括:转棍5,其转动设置在箱体1内,转棍5上开设有用于固定锥形管件的放置槽,且转棍5与箱体1相转动的轴上设置有驱动电机,用于驱动转棍5旋转,表面摩擦组件沿着放置槽的轴向布置,表面摩擦组件包括多个依次相连的摩擦片4,各摩擦片4均通过弹性支撑组件可伸缩的连接在各放置槽的槽壁上;锥形管在放置槽内转动以与摩擦片4摩擦从而实现表面处理,具体的,摩擦片4为多个相铰接的能够处理锥形管件表面的摩擦垫,多个摩擦垫并排设置的总长度与锥形管之间的长度相适配,锥形管件的表面在接触摩擦垫时,且在锥形管件旋转的时候能够对锥形管表面进行处理,通过在箱体1内设置用于连续输送管件的转棍5,从而能够连续的将锥形管件进行输送,然后在转棍5旋转的过程中,通过在放置槽501内设置用于处理锥形管件表面的表面摩擦组件,然后在转棍5旋转输送的过程中,夹持管件发生自身转动,然后锥形管件与表面摩擦组件的表面适应性的力度相接触,从而能够在对锥形管件连续的输送的过程中,能够对锥形管件的表面进行摩擦处理,从而能够连续性的对锥形管件输送以及表面处理。
59.具体的,放置槽的两端沿着放置槽的长边方向上滑动设置有用于夹持管件的夹持件72,夹持件72的一端固定设置有传动柱7,在转棍5的转动方向上,传动柱7受到弧形凸出部11的挤压向放置槽方向移动,以使得夹持件72夹持住管件,具体的,本发明在箱体1内设置转棍5,且在转棍5上均匀开设多个放置槽,且在放置槽两端分别设置夹持件72,在转棍5旋转的时候,能够通过弧形凸出部11的设置,同步挤压两个夹持件72,使得两个夹持件72向放置槽的方向移动,然后将锥形管夹持住,且本发明设置的夹持件72,无论上方的锥形管件的放置方向是怎样的,则都不影响夹持件72的夹持,提高夹持件72的功能性,且便于锥形管件的放置,在对锥形管件放置的过程中,不必按照顺序放置,即能够增加装置的使用效果。
60.本实施例中,表面摩擦组件在接受锥形管件的重力时,各弹性支撑组件能够适应性对锥形管件进行弹力支撑,通过弹性支撑组件的设置,能够适应的对锥形管件进行基本平等力度接触,即提高摩擦片4对锥形管件作用力的均匀性,具体的,且在夹持组件对其进行夹持后,由于锥形管件轴向位置的径向尺寸均不相同,锥形管件与放置槽内设置的摩擦组件上的摩擦片4相接触,所以在锥形件在放置在摩擦组件上时,会对相应位置的第二弹性件42进行相应的挤压,从而,第二弹性件42会接收到不同的挤压力,然后使得其弹性形变处于不同的程度,然后该弹力作用在压块43上,然后压块43抵在水平放置的第二楔形块44上,由于第二弹性件42的弹力不同,第二弹性件42的弹力克服了第二楔形块44与转棍5之间的摩擦力,所以每组上的第二楔形块44会向外移动不同的距离,从而使得每个摩擦片4作用在锥形件上的作用力基本一致,从而在进行转动打磨时,锥形管件的表面的打磨力度基本一
致,提高锥形管件的表面的打磨均匀性。
61.本发明进一步提供的实施例中,弹性支撑组件包括转动连接在摩擦片4上的连接柱41,滑动设置在转棍5内的压块43、与压块43斜面相滑动连接的第二楔形块44、以及设置在连接柱41和压块43之间的第二弹性件42,第二楔形块44滑动设置在转棍5内,第二楔形块44与转棍5的摩擦力大于摩擦片4表面处理时与锥形管间的摩擦力,即在进行打磨时,第二楔形块44不会发生移动,但是在锥形管件放置在摩擦片4上时,且已经通过夹持件72进行夹持,此时由于锥形管件的径向尺寸均不相同,所以对第二弹性件42具有不同的挤压力度,该挤压力度使得第二楔形块44克服与转棍5之间的摩擦力,移动至相应的距离,此时的摩擦片4与锥形管表面之间的摩擦力小于第二楔形块44与转棍5之间的摩擦力。本发明中,转棍5上设置有滑动设置有能够复位的插杆441,且插杆441插接于每个放置槽的各组第二楔形块44上,在进行表面处理后,第二楔形块44由于弹簧的不同作用力会向挡块4411的方向横向移动不同距离,然后以适应每个摩擦片4对锥形管件力度的基本平行,然后向第二楔形块44的方向推动插杆441,带动固定连接的挡块4411向第二楔形块44的方向移动,从而使得每个第二楔形块44回至初始位置,即带动相滑动配合的压块43第二弹性件42、连接柱41以及摩擦片4回至初始位置。
62.进一步的,传动柱7的外壁上套接有一拉力弹簧,拉力弹簧的一端转动设置在夹持件72上,另一端固定设置在转棍5上,在拉力弹簧的弹力下,夹持件72收缩至转棍5内,拉力弹簧的设置主要能够在锥形管件进行表面处理后,能够将传动柱7以及相连接的夹持件72收缩至初始位置,便于下次的使用。
63.进一步的,传动柱7一端固定设置有传动齿轮71,且箱体1上设有能够与传动齿轮71相啮合的啮合齿6,传动齿轮71与啮合齿6相啮合时,能够通过传动柱7以及夹持件72带动锥形管件旋转,传动齿轮71在使用前与啮合齿6的位置相错开,在受到弧形凸出部11的挤压时,随着传动柱7同步相内移动,然后与啮合齿6的位置相对应,即在转棍5旋转的时候,能够通过传动齿轮71的与啮合齿6的转动驱动传动柱7以及夹持件72旋转,带动已经被夹持的锥形管件旋转。
64.更进一步的,弧形凸出部11设固定设置在箱体1的内侧壁上,且弧形凸出部11设置在传动柱7的运动路径上。在转棍5的旋转方向上,弧形凸出部11的设置在啮合齿6的前方,即,传动柱7先受到弧形凸出部11的作用,使得与传动齿轮71啮合齿6的位置相对应后,然后才与啮合齿6相啮合。
65.本发明进一步提出的方案中箱体1顶部的开口处设置有一进料箱2,进料箱2的两端均转动设置有隔档件3,隔档件3的一侧分别依次设置有第一承托柱31以及用于承托管件的第二承托柱32,隔档的一端设有拨块45,具体的,在隔档件3进行承托锥形管件时,具有两种承托情况,情况一:如图11,上下堆积的两个锥形管件的放置方向相同,即。此时的第二承托柱32承托下方的锥形管件,第一承托柱31分别处于锥形管件两端的端口处;情况二:如图12,上下堆积的两个锥形管件的放置方向相反,即此时的第二承托柱32承托下方的锥形管件,第一承托柱31分别处于锥形管件两端的端口处;以上两种情况下,在工作时,在隔档件3被固定块51作用时,第二承托柱32脱离对锥形管件的支撑,且相对的,第一承托柱31能够插接至上方锥形管件的管口内,对上方的锥形管件进行支撑。
66.转棍5上对称设置有与传动柱7一一对应的固定块51,固定块51上形成一凸部511,
凸部511在转动时能够拨动在转动路径上的拨块45,使得管件下落至转棍5上的放置槽内。固定块51在进行作用于隔档件3使得隔档件3解除对锥形管件的承托然后使得锥形管件掉落至放置槽内时,传动柱7才作用于弧形凸出部11上。
67.本发明提供的实施例中,夹持件72上形成一大口部7201以及同轴心的小口部7202,传动柱7滑动设置在转棍5上,且传动柱7和夹持件72同轴心。
68.本发明进一步提供的方案中,大口部7201上设置有第二挤压组件,在大口部7201接受锥形管件的大头挤压时,第二挤压组件张开以抵紧锥形管件,小口部7202上设置有第一挤压组件,在小口部7202接受锥形管件的小头挤压时,第一挤压组件抵紧锥形管件,具体的,大口部7201和小口部7202均形成在夹持件72上,如图8所示,大口部7201与小口部7202同轴心,锥形管件的大头处套在大口部7201上,即,大口部7201的设置主要用于进行固定锥形管件的大头的位置处,在受到弧形凸出部11的挤压时候,锥形管件的侧壁会抵触按压柄92上,锥形管件的小头处插接在小口部7202内,即小口部7202用于固定锥形管件的小头的位置处,无论上方的锥形管件的放置方向是怎样的,则都不影响夹持件72的夹持,提高夹持件72的功能性,且便于锥形管件的放置,在对锥形管件放置的过程中,不必按照顺序放置,即能够增加装置的使用效果。
69.具体的,夹持件72上的大口部7201上设置有第二挤压组件,第二挤压组件包括滑动设置在夹持件72上的第一挤压块439、转动连接在第一挤压块439上的第一铰接杆91,以及滑动设置在夹持件72上的按压柄92,第一铰接杆91的另一端转动设置在按压柄92上,锥形管件的大头处套在大口部7201上,然后在受到弧形凸出部11的挤压时候,锥形管件的侧壁会抵触按压柄92上,,在锥形管件的抵触下,按压柄92通过第一铰接杆91的作用使得第一挤压具有向远离第一铰接杆91的方向移动,然后由于第一挤压块439与夹持件72之间处于楔形接触,如图9所示,在第一挤压块439会沿着斜面向外凸出,从而能够与锥形管件的内壁相接触,从而增加夹持件72与锥形管件之间的摩擦力,便于在夹持件72旋转时,提高对锥形管件大头处的夹持力度;
70.夹持件72上的小口部7202上设置有第一挤压组件,第一挤压组件包括活动设置在小口部7202侧壁的第二挤压块4310、转动连接在第二挤压块4310上的第二铰接杆1001以及沿夹持件72径向方向上滑动设置的第一楔形块1003,第二铰接杆1001另一端铰接在第一楔形块1003上,第一挤压组件的设置主要用于提高小口部7202与锥形管小头之间的摩擦力,具体的,锥形管件的小头处插接在小口部7202内,然后在受到弧形凸出部11的挤压时候,锥形管件的小头的侧壁侧壁会抵触在承载板721上,在锥形管件的抵触下,承载板721向第一楔形块1003的方向挤压,使得第一楔形块1003向第一弹性件1002的方向移动,从而带动第二铰接杆1001沿着与夹持件72相铰接的轴旋转,使得与第二铰接杆1001相转动连接的第二挤压块4310向小口部7202的方向移动,如图10所示,从而增加夹持件72与锥形管件之间的摩擦力,便于在夹持件72旋转时,提高对锥形管件小头处的夹持力度。
71.为了方便表面处理后的锥形管件能够顺利的输送至淬火设备内,在箱体1的下方设置锥形管件加工的换向设备,具体的,包括第一输送座21以及第二输送座12,用于对锥形管件的输送以及换向,沿着锥形管输送方向包括依次设置的第一输送座21、u形换向组件以及第二输送座12,第一输送座21上设置有多个承载组件,承载组件包括两相对设置的承载轮211;
72.u形换向组件包括u形骨架以及在u形骨架表面运动的传送带15;当锥形管件以较大直径端在先通过第一输送座21时,其较大直径端落入u形换向组件内,在传送带15的带动和第一输送座21末端的共同作用下实现转动换向,通过在第一输送座21与第二输送座12之间设置用于换向的传送带15,即在如遇到大头即直径大端在前的输送的情况下,能够在重力情况下使得设置在第一输送座21上的两个承载导轮2111适应张开,即使得大头下陷一定的程度,且在承载轮211以及承载导轮2111持续输送以及大头自身重力较重的情况下,使得锥形管件的大头输送至传送带15上,然后通过传送带15的传送,使得两个锥形管件沿着传送带15传送至第一输送座21的下方,从而能够使得锥形管件的方向改变,使得锥形管件的小头方向在前,然后通过在第二输送座12上设置的传送组件配合第二输送座12上最边缘的承载组件,能够将换向过来的锥形管件进行输送至第二输送座12上,能够便于将锥形管件输送至淬火设备内。
73.具体的,u型骨架包括设置在固定板14上的多个第二传送导轮153以及多个第一传送导轮152,各第一传送导轮152和第二传送导轮153形成u形传送区域,传送带15沿着u形传送区域依次缠绕在第一传送导轮152以及第二传送导轮153上。如图20所示,u形传送区域即为传送带15的传送方向。
74.本实施例中,其中一个第一传送导轮152设置在第一输送座21末端的下方,其中一个第一传送导轮152设置在第二输送座12的初始端,传送带15的位置经过第一输送座21的下方,第一输送座21的末端设置设置有承载导轮2111,即,传送带15的位置经过承载导轮2111的下方,便于对锥形管件的换向。
75.本发明进一步提供的实施例中,还包括传送组件,其设置于第二输送座12的上方,传送组件用于承接以及传送换向后的锥形管件,以使得锥形管件输送至第二输送座12上的承载导轮2111上。
76.进一步的,传送组件设置在第二输送座12上的固定侧板13上,传送组件包括两个滑动设置在固定侧板13上的导轮盘131以及转动设置在两个固定侧板13上的支撑轮132,支撑轮132和导轮盘131通过传动组件传动连接,在支撑轮132接收锥形管件时,能够通过传动组价带动两导轮盘131合拢,以进行导向锥形管件。支撑轮132固定是倾斜设置在两个固定侧板13上的,在经过传送带15输送时,锥形管件倾倒在支撑轮132上,通过支撑轮132进行支撑,然后通过连接组件带动传动连接的两个导轮盘131合拢,以进行导向锥形管件。
77.更进一步的,支撑轮132两轴杆上均设置有缓冲组件,缓冲组件包括固定设置在轴杆上的弹簧柱1322以及套接在弹簧柱1322外侧的第三弹性件1321。
78.本发明进一步提出的方案中,传动组件包括套接在导轮盘131轴杆上的套筒1311以及拨叉件1312,拔插件的一端转动设置在套筒1311上,且拨叉件1312倾斜设置在固定侧板13上。
79.支撑轮132两侧的轴杆上活动设置有滚轮1323,且滚轮1323滚动设置在拨叉件1312上开设的传动槽1302内。
80.本发明提供的实施例中拨叉件1312通过连接轴套1313活动设置在固定侧板13上,连接轴套1313活动设置在固定侧板13上开设的弧形槽1301上。
81.具体的,传送带15的带面上设置有限位凸柱151,限位凸柱151能够插接至锥形管件的管孔内。
82.再者,固定侧板13上倾斜开设有缓冲槽1303,且弹簧柱1322的端部滑动设置在缓冲槽1303内。支撑轮132以及弹簧柱1322也呈倾斜设置,能够径直的接收锥形管件的倾倒力度,减少装置的力度分散以及摩擦,有利于第三弹性件1321的拉伸,在支撑轮132设置成倾斜下滑的同时,也通过设置连接轴套1313,通过将连接轴套1313滑动设置弧形槽1301内,且将拨叉件1312转动设置在连接轴套1313上,其转动方向与弧形槽1301相垂直,即能够适应在滚轮1323斜向下运动时,能够挤压倾斜的拨叉件1312,使得拨叉件1312在沿着连接轴套1313的转轴的转动的过程中,且连接轴套1313滑动设置在弧形槽1301内,能够适应滚球倾斜下压时带动拨叉件1312所产生的位移,即不仅能够径直接收锥形管件的倾倒力,而且通过设置连接轴套1313,能够不影响拨叉件1312对导轮的拨动,提高装置的使用效果。
83.在本发明中,导轮盘131的轴杆上设有用于控制驱动电机的第一触点1314以及第二触点1315,在两个导轮盘131靠近时,第一触点1314和第二触点1315相接触以使得驱动装置带动两个导轮盘131转动,导轮盘131上的轴杆上设置有驱动电机,第一触点1314以及第二触点1315通过导线的连接用于控制驱动导轮盘131转动的电机,第一触点1314和第二触点1315相接触时,驱动电机开始运作,带动导轮盘131转动。
84.各组承载轮211中位于第一输送座21末端的最后一组承载轮211为承载导轮2111,承载,且第二输送座12上的的第一组轮子为承载轮211,承载轮211为两个相对设置的输送轮,其两个相对的轮子不会发生距离便于进行输送锥形管件。
85.本发明通过在第一输送座21与第二输送座12之间设置用于换向的传送带15,即在如遇到大头即直径大端在前的输送的情况下,能够在重力情况下使得设置在第一输送座21上的两个承载导轮2111适应张开,即使得大头下陷一定的程度,且在承载轮211以及承载导轮2111持续输送以及大头自身重力较重的情况下,使得锥形管件的大头输送至传送带15上,然后通过传送带15的传送,使得两个锥形管件沿着传送带15传送至第一输送座21的下方,从而能够使得锥形管件的方向改变,使得锥形管件的小头方向在前,然后通过在第二输送座12上设置的传送组件配合第二输送座12上最边缘的承载组件,能够将换向过来的锥形管件进行输送至第二输送座12上,能够便于将锥形管件输送至淬火设备内。
86.为了锥形管件在进行换向的过程中,不会发生偏移,本发明中在第一输送座21和第二输送座12之间设置挡板121,在锥形管件进行换向的时候能够起到对锥形管件进行限位的作用,从而能够使得锥形管件在转向后并落入到支撑轮132上。
87.为了更好的适应锥形管件的换向以及导向,在第一输送座21的最后位置处以及第二输送座12上设置可随锥形管件的重力不同能够适应性张开的承载导轮2111。具体的,如图17所示,第一承载坐上设置有转动设置有旋转柱212,且承载导轮2111滑动设置在旋转柱212内,且能够在旋转柱212旋转的时候跟随旋转柱212同步旋转,旋转柱212内设置有弹簧,其弹力使得两个承载导轮2111相互最近,然后在锥形管件落入至两个承载导轮2111之间,在其重力的作用下,两个承载导轮2111向外适应性张开,且在第二输送座12上设置多组可适应性张开的承载导轮2111,从而能够根据锥形件不同位置的重力,从而能够使得承载导轮2111适应性的张开,使得锥形管件基本处于水平的输送,从而更加进一步的将锥形管件输送至淬火设备中,设置在第一输送座21末端的两个承载导轮2111,主要便于大头在前输送的锥形管件的换向,便于大头下陷,使得大头处处于传送带15上。
88.本发明在进行使用时,在需要对锥形管件进行打磨的时候,首先将同等规格的锥
形管件放置在进料箱2内,然后启动装置,与转棍5中轴连接的驱动电机转动带动转棍5旋转,其旋转方向朝向弧形凸出部11的方向旋转,在进行旋转的过程中:
89.1)、设置在转棍5上的固定块51也同步旋转,然后拨动进料箱2两边设置的隔档件3上设置的拨块45,固定块51上形成的凸部511挤压穿过拨块45和隔档件3之间,然后在持续的转动中,凸部511会挤压拨块45上的滚球,使得滚球带动隔档件3向沿着轴杆向外旋转,即使得第二承托柱32脱离已经承载的锥形管件,然后上方的第一承托柱31会向进料箱2的方向靠拢,然后将位于上方一个锥形管件进行支撑,两端的第一承托柱31插进锥形管内的管孔内,对上方的锥形管件进行支撑,然后最下方的管件掉落至放置槽内(隔档件3与进料箱2相转动连接的轴杆上设置有扭矩弹簧,其弹力使得隔档件3下方设置的第二承托柱32朝向进料箱2,且上方的第一承托柱31远离进料箱2,且隔档件3可相对进料箱2的转动方向转动)。
90.2)、在锥形件掉落至放置槽内后,转棍5两端设置的传动柱7经过弧形凸出部11,在弧形凸出部11的挤压下,传动柱7向转棍5的方向移动,使得在移动的过程中,会带动相连接的夹持件72同步向内移动,此时,即将对锥形管件进行夹持,具体的,在锥形管件的大头处套在夹持件72的大口部7201的外壁上,然后锥形管件的小头处插接在小口部7202内,(夹持件72大口处的的径向尺寸与小口部7202的径向尺寸按照待加工的锥形管件的两头尺寸进行加工然后在夹持件72向内挤压的过程中:1、大头处:锥形管件的大头处套在大口部7201上,然后在受到弧形凸出部11的挤压时候,锥形管件的侧壁会抵触按压柄92上,然后(按压柄92上设置的增大摩擦力的摩擦垫),在锥形管件的抵触下,按压柄92通过第一铰接杆91的作用使得第一挤压具有向远离第一铰接杆91的方向移动,然后由于第一挤压块439与夹持件72之间处于楔形接触,如图9所示,在第一挤压块439会沿着斜面向外凸出,从而能够与锥形管件的内壁相接触,从而增加夹持件72与锥形管件之间的摩擦力;2、小头处:锥形管件的小头处插接在小口部7202内,然后在受到弧形凸出部11的挤压时候,锥形管件的小头的侧壁侧壁会抵触在承载板721上,然后(承载板721上也设置有增大与锥形管件摩擦力的摩擦垫),在锥形管件的抵触下,承载板721向第一楔形块1003的方向挤压,使得第一楔形块1003向第一弹性件1002的方向移动,从而带动第二铰接杆1001沿着与夹持件72相铰接的轴旋转,使得与第二铰接杆1001相转动连接的第二挤压块4310向小口部7202的方向移动,如图10所示,从而增加夹持件72与锥形管件之间的摩擦力;
91.3)、在锥形管件进入放置槽内时,且在夹持组件对其进行夹持后,由于锥形管件轴向位置的径向尺寸均不相同,锥形管件与放置槽内设置的摩擦组件上的摩擦片4相接触,所以在锥形件在放置在摩擦组件上时,会对相应位置的第二弹性件42进行相应的挤压,从而,第二弹性件42会接收到不同的重力,然后使得其弹性形变处于不同的程度,然后该弹力作用在压块43上,然后压块43抵在水平放置的第二楔形块44上,由于第二弹性件42的弹力不同,第二弹性件42的弹力克服了第二楔形块44与转棍5之间的摩擦力,所以每组上的第二楔形块44会向外移动不同的距离,从而使得每个摩擦片4作用在锥形件上的作用力基本一致,从而在进行转动打磨时,锥形管件的表面的打磨力度基本一致,提高锥形管件的表面的打磨均匀性。
92.4)、将锥形管件进行夹持后,此时的传动柱7上的传动齿轮71与啮合齿6的位置对应,然后在持续的旋转后,传动齿轮71在啮合齿6的啮合作用下自行转动,即带动固定连接
的夹持件72进行旋转,从而在进行旋转的过程中带动锥形管件在放置槽内旋转,然后由于放置槽内的摩擦组件是不变的,所以在锥形件旋转的过程中,会使得锥形管件与摩擦片4相对摩擦,即,对锥形件进行打磨,然后传动柱7脱离弧形凸出部11的时候,两个夹持件72在拉力弹簧的弹力下回到初始位置,解除对锥形管件的夹持,然后在持续的旋转后,打磨处理后的锥形件通过箱体1底部的通孔掉落至第一输送座21上的承载轮211上。
93.为了方便表面处理后的锥形管件能够顺利的输送至淬火设备内,在箱体1的下方设置第一输送座21以及第二输送座12,用于对锥形管件的输送以及换向,由于在箱体1内加工的锥形管件的方向是随机的,所以在锥形管的掉落至第一输送座21上的承载轮211上的时候,会出现锥形管件的大头在前输送的情况,这不便于将锥形管件输送至淬火设备中,因此在第一输送座21的后方设置用于将锥形管件换向的换向装置,以解决锥形管件大头在前输送的情况。
94.表面处理后的锥形管在进入第一输送座21的时候,通过输送承载轮211持续向第二输送座12的方向输送,在输送的过程中,如果是小头在前输送的话,由于小头端的重量相对大头来说小,所以在持续输送至传送带15的位置处时,能够持续输送,输送至第二输送座12上方的传送带15上,然后即可进行持续输送,当锥形管件是大头输送时,通过在持续输送时,当输送至第一输送座21上设置的承载导轮2111的位置时,由于锥形管件的大头重量较重,所以在经过承载导轮2111位置的时候,使得两承载导轮2111相适应性的向外移动,如图17所示,两个承载导轮2111会分别向旋转柱212的方向移动,此时大头会下陷一部分,然后在持续输送以及自身重力的情况下,锥形管件的大头最终会倾斜然后落入到传送带15的上,如图20所示,此时的锥形管件大头卡在传送带15上设置的限位凸柱151上,然后侧壁搭在第一输送座21上设置的承载导轮2111上,然后在传送带15的持续输送下,带动锥形管件的大头沿着传送带15的输送方向移动,而传送带15的会经过至第一输送座21的下方从而也会带动锥形管件移动至第一输送座21末端的下方,此时锥形管件会处于竖直状态,然后再继续输送时,则锥形管件会向以锥形管件的大头为支点,然后向第二输送座12的方向倾倒,在进行倾倒时,倾倒后的状态如图21所示,此时的倾倒的锥形管件落入至传送组件内(传动组件的初始状态如图17所示,两个导轮盘131处于相对最远的距离处,倾倒后的锥形管件能够穿过两个导轮盘131,掉落至支撑轮132上,且支撑轮132在处于最上方,第三弹性件1321不处于压缩状态,拨叉件1312处于倾斜的状态),此时的传送组件具有以下状态:
95.1)、倾倒后的锥形管件穿过两个导轮盘131,然后被支撑轮132接住,支撑轮132在受到锥形管件的重力下,斜向下压缩,沿着倾斜的缓冲槽1303向下压缩,即,支撑轮132也斜向下同步运动。
96.2)、在向下运动的过程中,支撑轮132上两侧轴杆上设置的滚轮1323也会斜向下运动,由于滚轮1323滚动设置在拨叉件1312上开设的传动槽1302内,所以在滚轮1323向下运动的时候,回带动处于倾斜状态的拨叉件1312沿着与连接轴套1313的相铰接的轴旋转,拨叉件1312的另一端是活动设置在套筒1311上的,所以会同步带动两个导轮盘131向对运动,从而使得两个导轮盘131合拢,然后此时的导轮在导轮盘131相靠拢时,使得第一触点1314以及第二触点1315相接触,即使得用于驱动导轮盘131转动的驱动电机开始转动,且此时的锥形管件处于支撑轮132与两个导轮盘131之间,(由于锥形管件是倾斜倾倒在支撑轮132上的,所以本发明中,将支撑轮132以及弹簧柱1322也呈倾斜设置,能够径直的接收锥形管件
的倾倒力度,减少装置的力度分散以及摩擦,有利于第三弹性件1321的拉伸,在支撑轮132设置成倾斜下滑的同时,也通过设置连接轴套1313,通过将连接轴套1313滑动设置弧形槽1301内,且将拨叉件1312转动设置在连接轴套1313上,其转动方向与弧形槽1301相垂直,即能够适应在滚轮1323斜向下运动时,能够挤压倾斜的拨叉件1312,使得拨叉件1312在沿着连接轴套1313的转轴的转动的过程中,且连接轴套1313滑动设置在弧形槽1301内,能够适应滚球倾斜下压时带动拨叉件1312所产生的位移,即不仅能够径直接收锥形管件的倾倒力,而且通过设置连接轴套1313,能够不影响拨叉件1312对导轮的拨动)。
97.3)、此时锥形管件的一端也搭在第二输送座12上第一个承载组件上,如图21所示的位置,然后在承载导轮2111以及导轮盘131的转动下,带动锥形管件运动,即使得锥形管件逐渐通过第二输送座12上的第一个承载组件上然后逐渐穿过支撑轮132与两个导轮盘131之间,最终经过输送,使得锥形管件输送至第二输送座12上设置的多个承载导轮2111上从而使得锥形管件的传送方向进行换向,然后经过传送组件进行传送,从而便于对锥形管件的淬火加工。
98.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1