一种稳定压力的绗磨机的制作方法
1.本技术涉及绗磨机的技术领域,尤其涉及一种稳定压力的绗磨机。
背景技术:
2.绗磨机是一种高精度内孔研磨加工设备,工作原理是,施加一定的压力,驱使绗磨条与内孔壁接触,然后,通过绗磨条往复冲程旋转,研磨内孔的孔壁,从而达到所需要的内孔精度。
3.在研磨过程中,内孔的孔径逐渐增大,同时,绗磨条磨损,使得弹簧压缩行程变长,降低了绗磨条作用在内孔壁上的压力。每次加工一个内孔,都需要补偿压力,以达到相同的压力研磨,进而保证内孔的精度。
4.然而,在实际使用过程中,通常由弹簧提供压力,现有绗磨机弹簧形变范围小,压力变化大。同时,绗磨条的磨损、孔径的扩大都会导致弹簧压力的持续衰减,没有长期工作经验的操作工难以精准地补偿压力,操作难度高,同时容易影响内孔的加工精度。
技术实现要素:
5.为了能够提高绗磨条在加工过程中作用在内孔上压力的稳定性,本技术的技术方案提供了一种稳定压力的绗磨机。技术方案如下:
6.本技术提供了一种稳定压力的绗磨机,包括机架、连接于所述机架的绗磨杆和离合机构,所述绗磨条内滑动插设有绗磨条和推杆,所述推杆的一端抵触所述绗磨条,另一端连接于所述离合机构,所述机架上连接有被配置于对所述推杆施加压力的配重组件。
7.通过上述技术方案,离合机构驱动珩磨机至锁紧状态。此时,配重组件通过离合机构,对推杆施加压力,推杆受力后对绗磨条增加压力,使得绗磨条与内孔壁接触,在加工过程中,绗磨条受到的压力固定,不需要补偿压力,操作更简单,降低工作难度,产品的一致性稳定,便于普通操作工进行操作
8.特别地,所述离合机构包括连接于所述机架的主动部和固定部,所述主动部和所述固定部之间连接有连杆组件,所述推杆连接于连杆组件。
9.进一步地,所述连杆组件上穿设有受力杆,所述配重组件上连接有牵引绳,所述牵引绳作用于所述受力杆驱使所述推杆推动所述绗磨条。
10.具体的,所述配重组件在所述受力杆的两端均设有一个,所述配重组件包括承托板和叠加在所述承托板上的多个配重块。
11.特别地,所述牵引绳的一端连接于所述机架,所述受力杆上连接有杆部滑轮,所述牵引绳经过所述杆部滑轮。
12.进一步地,所述机架上转动连接有架部滑轮,所述牵引绳经过所述架部滑轮。
13.具体的,所述固定部包括穿设于所述机架的安装杆、螺纹连接于所述安装杆的安装套,所述安装套与连杆组件相连。
14.特别地,所述主动部包括转动连接于所述机架的偏心轮、连接于所述偏心轮的曲
臂,所述曲臂和所述偏心轮的铰接点偏心设置。
15.本技术与现有技术相比所具有的有益效果是:外界驱动源驱使偏心轮转动,曲臂通过连杆组件联动绗磨杆,直至处于锁紧状态。此时,配重块通过牵引绳,对受力杆施加压力,受力杆通过连杆组件对推杆施加压力,推杆受力后对绗磨条增加压力,使得绗磨条与内孔壁接触,在加工过程中,配重重力取代传统的弹簧形变力,绗磨条受到的压力固定,不需要补偿压力,操作更简单,降低工作难度,产品的一致性稳定,便于普通操作工进行操作。
附图说明
16.此处的附图被并入说明书中并构成说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理,其中:
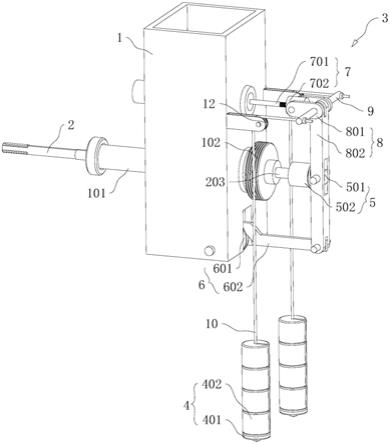
17.图1为本技术实施例1的结构示意图;
18.图2为体现本技术实施例1绗磨条和推杆的结构示意图;
19.图3为体现本技术实施例1的限位套的结构示意图;
20.图4为本技术实施例2的结构示意图;
21.图5为本技术实施例3的结构示意图;
22.图6为本技术实施例4的结构示意图;
23.图7为本技术实施例5的结构示意图。
24.附图标记:1、机架;101、轴套;102、皮带轮;103、限位套; 2、绗磨杆;201、绗磨条;202、推杆;203、主轴;3、离合机构;4、配重组件;401、承托板;402、配重块;5、转接件;501、转接块; 502、转接套;6、主动部;601、偏心轮;602、曲臂;7、固定部;701、安装杆;702、安装套;8、连杆组件;801、第一连杆;802、第二连杆;9、受力杆;10、牵引绳;11、杆部滑轮;12、架部滑轮; 13、延伸板。
具体实施方式
25.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和 /或设置之间的关系。
26.绗磨机是一种高精度内孔研磨加工设备,工作原理是,施加一定的压力,驱使绗磨条与内孔壁接触,然后,通过绗磨条往复冲程旋转,研磨内孔的孔壁,从而达到所需要的内孔精度。
27.在研磨过程中,内孔的孔径逐渐增大,同时,绗磨条磨损,使得弹簧压缩行程变长,降低了绗磨条作用在内孔壁上的压力。每次加工一个内孔,都需要补偿压力,以达到相同的压力研磨,进而保证内孔的精度。
28.然而,在实际使用过程中,通常由弹簧提供压力,现有绗磨机弹簧形变范围小,压力变化大。同时,绗磨条的磨损、孔径的扩大都会导致弹簧压力的持续衰减,没有长期工作经验的操作工难以精准地补偿压力,操作难度高,同时容易影响内孔的加工精度。
29.为了能够提高绗磨条在加工过程中作用在内孔上压力的稳定性,本技术的技术方
案提供了一种稳定压力的绗磨机。
30.技术方案如下:
31.下面根据图1至图7对本技术做进一步详细说明。
32.实施例1
33.如图1所示,本技术提供了一种稳定压力的绗磨机,包括机架1、绗磨杆2、离合机构3和配重组件4,机架1上水平插设有轴套101。轴套101的一端套设在绗磨杆2上,另一端同轴连接有皮带轮102。
34.如图1和图2所示,绗磨杆2内插设有绗磨条201和推杆202,推杆202的一个端面设为斜面,斜面与绗磨条201相抵触。推杆202 远离绗磨杆2的一端同轴连接有主轴203,主轴203插设在轴套101 内,且主轴203通过转接件5连接于离合机构3。
35.如图1和图3所示,离合机构3包括连接于机架1的主动部6和固定部7,主动部6和固定部7之间连接有连杆组件8。固定部7包括安装杆701和安装套702,安装杆701位于主轴203的上方。安装套702螺纹连接于安装杆701的端部,且安装套702和皮带轮102同侧设置。安装杆701上固定套设有限位套103,限位套103位于机架 1内部。
36.如图1所示,连杆组件8包括第一连杆801和第二连杆802,第一连杆801连接于安装套702,且第一连杆801在安装套702上对称设置有两个。第二连杆802的顶端通过受力杆9铰接于两个第一连杆 801之间。主轴203与第二连杆802相连,转接件5包括插设在第二连杆802内的转接块501、螺纹连接于转接块501的转接套502,主轴203的端部插设在转接套502内且与转接套502转动配合。
37.如图1所示,主动部6包括位于主轴203下方的偏心轮601和曲臂602,偏心轮601转动连接于机架1,偏心轮601的转动轴线和主轴203的轴线平行。曲臂602的一端铰接于第二连杆802的底端,另一端铰接于偏心轮601,曲臂602和偏心轮601的铰接点在偏心轮601 上偏心设置。
38.如图1所示,受力杆9贯穿第二连杆802,配重组件4通过受力杆9对第二连杆802施加压力,从而依次对主轴203、推杆202施加压力,直至作用在绗磨条201上,为绗磨条201提供固定的压力,提高了绗磨条201在加工过程中作用在内孔上压力的稳定性。
39.如图1所示,为了进一步保证压力的稳定性,配重组件4在受力杆9的两端均设有一个。每个配重组件4的结构相同,下文以一个配重组件4为例进行说明。配重组件4包括承托板401和配重块402,承托板401呈水平设置,配重块402在承托板401上叠加设置有若干个。本实施例中,绗磨杆2的轴向和配重块402的重力方向垂直。
40.如图1所示,承托板401上连接有牵引绳10,本实施例中,牵引绳10的顶端连接于受力杆9的端部,牵引绳10经过架部滑轮12,通过架部滑轮12改变配重块402对受力杆9的作用力方向,以满足使用需求,同时,牵引绳10、架部滑轮12和配重组件4一一对应设置。
41.实施例1的实施原理为:实际使用时,外界驱动源驱使偏心轮 601转动,曲臂602联动第一连杆801和第二连杆802,从而驱动主轴203沿着背离第二连杆802的方向进行滑动,同时,安装杆701反向运动,使得限位套103离开机架1的内壁。
42.此时,配重块402通过牵引绳10,对受力杆9施加压力,受力杆9依次通过第二连杆802、主轴203对推杆202施加压力,推杆202 受力后对绗磨条201增加压力,使得绗磨条201与内孔壁接触,在加工过程中,配重重力取代传统的弹簧形变力,绗磨条201受到的压力固
定,不需要补偿压力,操作更简单,降低工作难度,产品的一致性稳定,便于普通操作工进行操作。
43.加工完成后,外界驱动源驱使偏心轮601复位,曲臂602通过第一连杆801和第二连杆802联动主轴203,主轴203复位,限位套103 抵触机架1的内壁。
44.实施例2
45.参照图4,本实施例与实施例1的不同之处在于,牵引绳10顶端连接位置的不同。本实施例中,牵引绳10的顶端连接于机架1,受力杆9的端部连接有杆部滑轮11,牵引绳10依次经过杆部滑轮11 和架部滑轮12,杆部滑轮11和架部滑轮12一一对应设置。
46.实施例3
47.参照图5,本实施例与实施例2的不同之处在于,机架1上没有设置架部滑轮12。本实施例中,牵引绳10的顶端连接于机架1,牵引绳10经过杆部滑轮11,杆部滑轮11、牵引绳10和配重组件4一一对应设置。
48.实施例4
49.参照图6,本实施例与实施例1的不同之处在于,绗磨杆2、主轴203均竖向设置,绗磨杆2的轴向和配重块402的重力方向同向。主轴203位于主动部6和固定部7之间。受力杆9的端部与牵引绳 10相连,牵引绳10呈竖向设置,无需通过架部滑轮12改变作用力方向。
50.实施例5
51.参照图7,本实施例与实施例4的不同之处在于,牵引绳10远离承托板401的端部通过延伸板13连接于机架1。杆部滑轮11设置在受力杆9的端部,且牵引绳10经过杆部滑轮11。
52.本领域技术人员在考虑说明书及实践这里发明的发明后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由权利要求指出。
53.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1