一种双工位灌装机的制作方法
1.本实用新型涉及面膜灌装机械领域,尤其是涉及一种双工位灌装机。
背景技术:
2.面膜灌装机主要用于对面膜包装袋进行自动化灌装和包装,现有的面膜灌装机一般是对面膜包装袋进行取袋、开袋、填充工序后,其中的开袋工序是要等灌装头填充完后再进行下一次运动,这样不仅需要消耗等待时间,也导致生产效率不高,生产节奏不连续,得不到广泛的应用。
技术实现要素:
3.本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
4.一种双工位灌装机,包括有机架,其特征在于,所述机架上设有料仓机构,所述料仓机构安装在机架的后上方,所述料仓机构为多个且并排设置,整体相对于水平面倾斜,所述料仓机构的出口处设有取袋开袋横移机构,所述取袋开袋横移机构上设有取袋装置、开袋装置、横移支撑板和拖链装置,所述取袋装置安装在横移支撑板的下方,所述开袋装置安装在横移支撑板的上方,所述横移支撑板的一侧设有拖链装置,所述拖链装置包括有拖链组件ⅰ和拖链组件ⅱ,所述拖链组件ⅰ安装在拖链组件ⅱ的一侧,所述横移支撑板的另一侧设有料仓机构,所述取袋开袋横移机构的正上方设有灌装机构,所述取袋开袋横移机构的正下方设有滑道机构,所述滑道机构的底部下方设有封口排气机构,所述封口排气机构包括有封口排气装置和调节装置,所述封口排气装置安装在调节装置的上方,所述封口排气装置的正下方设有出料机构,所述出料机构设有出料滑道和出料滑道宽度调节装置,所述出料滑道宽度调节装置安装在出料滑道上。
5.作为本实用新型进一步的方案:所述料仓机构为三组,所述料仓机构上设有储料仓,所述储料仓上设有配重块,所述储料仓的底部设有袋宽调节装置,所述袋宽调节装置的下方设有袋高调节装置。
6.作为本实用新型进一步的方案:所述取袋装置包括有取袋组件ⅰ、取袋组件ⅱ、取袋组件ⅲ、气缸组件和取袋上下气缸组件,所述取袋组件ⅰ和取袋组件ⅲ分别安装在横移支撑板的两侧,所述取袋组件ⅱ安装在取袋组件ⅰ和取袋组件ⅲ的中间,所述取袋组件ⅰ、取袋组件ⅱ、取袋组件ⅲ上均设有气缸组件,所述取袋组件ⅱ上还设有取袋上下气缸组件,所述取袋上下气缸组件安装在气缸组件的下方。
7.作为本实用新型进一步的方案:所述开袋装置包括有开袋组件ⅰ和开袋组件ⅱ,所述开袋组件ⅰ上设有第一吸盘组件和第二吸盘组件,所述开袋组件ⅱ上设有第三吸盘组件和第四吸盘组件,所述拖链组件ⅰ连接驱动开袋组件ⅰ,所述拖链组件ⅱ连接驱动开袋组件ⅱ,所述开袋组件ⅰ和开袋组件ⅱ上均设有气缸。
8.作为本实用新型进一步的方案:所述灌装机构为两组,所述灌装机构上设有灌装头以及驱动灌装头上下运动的灌装气缸,所述灌装头的下方正对开袋装置。
9.作为本实用新型进一步的方案:所述滑道机构上设有顺袋滑道和滑道宽度调节装置,所述滑道宽度调节装置串接安装在顺袋滑道上,滑道机构上方还设有等待工位。
10.作为本实用新型进一步的方案:所述封口排气装置包括有封口固定板、封口模具、排气板和封口气缸,所述封口模具安装在封口固定板上,所述封口气缸连接安装封口模具,所述排气板安装固定在封口固定板的底部上,所述排气板安装在封口模具的正下方,所述调节装置安装在封口固定板的下方,所述调节装置上设有卡位气缸、光纤检测件和封口高度调节装置,所述卡位气缸上设有封口挡块,所述排气板安装在封口挡块内,所述卡位气缸的一侧设有光纤检测件,所述封口高度调节装置连接在封口固定板上。
11.作为本实用新型进一步的方案:所述出料机构上还设有排气挡板,所述排气挡板安装在出料滑道上,所述排气挡板与排气板相对且相互平行。
12.作为本实用新型进一步的方案:所述机架上还设有控制面板,所述机架的底部上还设有多个脚轮。
13.与现有技术相比,本实用新型的有益效果是:从取袋到排气整个过程,本实用新型实现了开袋、填充、排气等动作连续性运动,不需要连续等待且节省了时间,自动化程度高,结构设计巧妙,并且极大地提高了生产效率,节约了生产成本,同时实现了包装袋的自动吸取上料以及高效取袋开袋,并且通过拖链装置驱动开袋后的面膜袋横向移动至任意位置,柔性程度高,以适应不同位置的装袋要求,适用性广。
14.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
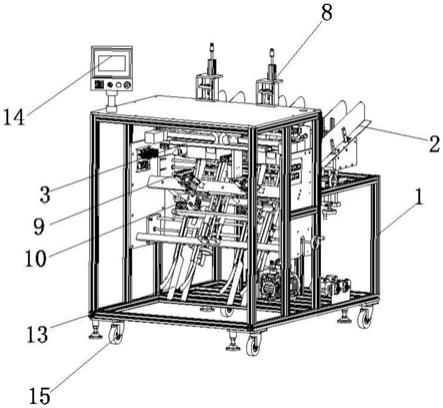
16.图1是本实用新型结构示意图;
17.图2是本实用新型的侧视图;
18.图3是本实用新型的料仓机构的结构示意图;
19.图4是本实用新型的取袋开袋横移机构的结构示意图;
20.图5是本实用新型的取袋开袋横移机构的侧视图;
21.图6是本实用新型的滑道机构的结构示意图;
22.图7是本实用新型封口排气装置的结构示意图;
23.图8是本实用新型的调节装置的结构示意图;
24.图9是本实用新型的出料机构的结构示意图。
25.图中:1
‑
机架;2
‑
料仓机构;21
‑
储料仓;22
‑
配重块;23
‑
袋宽调节装置;24
‑
袋高调节装置;3
‑
取袋开袋横移机构;4
‑
取袋装置;41
‑
取袋组件ⅰ;42
‑
取袋组件ⅱ;43
‑
取袋组件ⅲ;44
‑
气缸组件;45
‑
取袋上下气缸组件;5
‑
开袋装置;51
‑
开袋组件ⅰ;52
‑
开袋组件ⅱ;53
‑
第一吸盘组件;54
‑ꢀ
第二吸盘组件;55
‑
第三吸盘组件;56
‑
第四吸盘组件;6
‑
横移支撑板;7
‑ꢀ
拖链装置;71
‑
拖链组件ⅰ;72
‑
拖链组件ⅱ;8
‑
灌装机构;81
‑
灌装头;82
‑ꢀ
灌装气缸;9
‑
滑道
机构;91
‑
顺带滑道;92
‑
滑道宽度调节装置;93
‑
等待工位93;10
‑
封口排气机构;11
‑
封口排气装置;111
‑
封口固定板;112
‑
封口模具;113
‑
排气板;114
‑
封口气缸;12
‑
调节装置;121
‑
卡位气缸;122
‑
光纤检测件;123
‑
封口高度调节装置;124
‑
封口挡块;13
‑
出料机构;131
‑
出料滑道;132
‑
出料滑道宽度调节装置;133
‑
排气挡板;14
‑
控制面板;15
‑ꢀ
脚轮。
具体实施方式
26.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.参阅图1~9,本实用新型实施例中,一种双工位灌装机,包括有机架1,机架1上设有料仓机构2,料仓机构2安装在机架1的后上方,料仓机构2为多个且并排设置,整体相对于水平面倾斜,料仓机构2为三组,料仓机构2上设有储料仓21,储料仓21上设有配重块22,储料仓 21的底部设有袋宽调节装置23,袋宽调节装置23的下方设有袋高调节装置24,根据实际的生产所需,袋宽调节装置23用来调整储料槽21的宽度,而袋高调节装置24则是用来调整整个料仓机构2的高度,料仓机构 2的出口处设有取袋开袋横移机构3,取袋开袋横移机构3上设有取袋装置4、开袋装置5、横移支撑板6和拖链装置7,取袋装置4安装在横移支撑板6的下方,开袋装置5安装在横移支撑板6的上方,横移支撑板6 的一侧设有拖链装置7,拖链装置7包括有拖链组件ⅰ71和拖链组件
ⅱꢀ
72,拖链组件ⅰ71安装在拖链组件ⅱ72的一侧,所述横移支撑板6的另一侧设有料仓机构2,所述取袋开袋横移机构3的正上方设有灌装机构 8,灌装机构8为两组,灌装机构8上设有灌装头81以及驱动灌装头81 上下运动的灌装气缸82,所述灌装头8的下方正对开袋装置5,所述取袋开袋横移机构3的正下方设有滑道机构9,滑道机构9上设有顺袋滑道91 和滑道宽度调节装置92,所述滑道宽度调节装置92串接安装在顺袋滑道 91上,工作人员可根据实际生产的面膜袋的尺寸,通过滑道宽度调节装置92来调整顺带滑道91的宽度,滑道机构9上方还设有等待工位93,在工作过程中,封口速度赶不上入袋速度时,产品可在工位等待93封口速度与入袋速度协调时进入滑道机构9,滑道机构9的底部下方设有封口排气机构10,封口排气机构10包括有封口排气装置11和调节装置12,封口排气装置11安装在调节装置12的上方,所述封口排气装置11的正下方设有出料机构13,出料机构13设有出料滑道131和出料滑道宽度调节装置132,出料滑道宽度调节装置132安装在出料滑道131上,机架1 上设有控制面板14,机架1的底部上还设有多个脚轮15。
28.取袋装置4包括有取袋组件ⅰ41、取袋组件ⅱ42、取袋组件ⅲ43、气缸组件44和取袋上下气缸组件45,取袋组件ⅰ41和取袋组件ⅲ43分别安装在横移支撑板6的两侧,取袋组件ⅱ42安装在取袋组件ⅰ41和取袋组件ⅲ43的中间,所述取袋组件ⅰ41、取袋组件ⅱ42、取袋组件ⅲ43上均设有气缸组件44,所述取袋组件ⅱ42上还设有取袋上下气缸组件45,所述取袋上下气缸组件45安装在气缸组件44的下方。
29.开袋装置5包括有开袋组件ⅰ51和开袋组件ⅱ52,所述开袋组件
ⅰꢀ
51上设有第一吸盘组件53和第二吸盘组件54,所述开袋组件ⅱ52上设有第三吸盘组件55和第四吸盘组件56,所述拖链组件ⅰ71连接驱动开袋组件ⅰ51,所述拖链组件ⅱ72连接驱动开袋组件ⅱ52,所述开袋组件ⅰ51和开袋组件ⅱ52上均设有气缸,拖链组件ⅰ71和拖链组件ⅱ72分别驱动开袋
组件ⅰ51和开袋组件ⅱ52左右位移,气缸驱动开袋组件ⅰ51和开袋组件ⅱ52开袋。
30.取袋组件ⅰ41、取袋组件ⅱ42和取袋组件ⅲ43安装在第一吸盘组件 53、第二吸盘组件54、第三吸盘组件55和第四吸盘组件56的下方,当取袋组件ⅰ41和取袋组件ⅱ42分别从料仓机构上取到面膜袋时,拖链装置驱动第一吸盘组件53和第二吸盘组件54来到取袋组件ⅰ41和取袋组件ⅱ42的上方取袋并开袋,回到灌装头的下方,进行灌装,此时取袋组件ⅱ42和取袋组件ⅲ43分别从料仓机构上取到面膜袋,第三吸盘组件55 和第四吸盘组件56来到取袋组件ⅱ42和取袋组件ⅲ43的上方取袋并开袋,拖链装置驱动第一吸盘组件53和第二吸盘组件54来到取袋组件ⅱ42 和取袋组件ⅲ43的上方取袋并开袋,回到灌装头的下方,进行灌装,取袋组件ⅱ42上设有的取袋上下气缸组件45能使得取袋组件ⅱ42的运送速度更快,取袋组件ⅰ41、取袋组件ⅱ42和取袋组件ⅲ43与第一吸盘组件 53、第二吸盘组件54、第三吸盘组件55和第四吸盘组件56的相互配合动作,从取袋到灌装的整个过程,不需要连续等待且节省了时间,自动化程度高,结构设计巧妙,并且极大地提高了生产效率,节约了生产成本。
31.封口排气装置11包括有封口固定板111、封口模具112、排气板113 和封口气缸114,封口模具112安装在封口固定板111上,封口气缸114 连接安装封口模具112,排气板113安装固定在封口固定板111的底部上,排气板113安装在封口模具112的正下方,调节装置12安装在封口固定板111的下方,调节装置12上设有卡位气缸121、光纤检测件122和封口高度调节装置123,卡位气缸121上设有封口挡块124,排气板113 安装在封口挡块124内,卡位气缸121和封口挡块124能确保排气挡板 133的位置,所述卡位气缸121的一侧设有光纤检测件122,封口高度调节装置123连接在封口固定板111上,封口高度调节装置123可根据面膜袋的尺寸大小进行调整,确保面膜袋中的气体能顺利被挤压排出,出料机构13上还设有排气挡板133,排气挡板133安装在出料滑道131上,排气挡板133与排气板113相对且相互平行,排气板113和排气挡板123的相互合作使用,将面膜袋中的气体排出,待气体排出后,封口模具112对面膜袋进行封袋。
32.工作过程:工作人员启动机器,取袋装置4从料仓机构2上吸取面膜袋,拖链装置7驱动开袋装置5横移到取袋装置4上,吸取并打开面膜袋,并回到灌装机构8的正下方进行一次灌装,灌装完成后,灌装头81 回到原位,面膜袋顺着滑道机构9进入到封口排气机构10,排气板113和排气挡板133动作将气排压出来,待排气结束后,封口排气装置11对面膜袋进行封口处理,封口处理后,面膜袋进入到出料机构13,并顺着出料滑道131滑出,进行下一步工序。
33.从取袋到排气整个过程,本实用新型实现了多工位开袋、填充、排气等动作连续性运动,不需要连续等待且节省了时间,自动化程度高,结构设计巧妙,并且极大地提高了生产效率,节约了生产成本,同时实现了包装袋的自动吸取上料以及高效取袋开袋,并且通过拖链装置驱动开袋后的面膜袋横向移动至任意位置,柔性程度高,以适应不同位置的装袋要求,适用性广。
34.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含
义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1