一种重型管状物小车装船的工装的制作方法
1.本实用新型涉及海洋工程重型管状物(如钢桩)的装船设施领域,更具体地说,涉及一种装船效率更高、成本更低的重型管状物小车装船(如钢桩)的工装。
背景技术:
2.现有海洋工程中的单根钢桩直径通常在2米左右、长度在几十米到上百米之间、重量最大可达到600多吨;而一座深水导管架通常都有8根或者12根钢桩,且这些钢桩建造完成之后还需要装船运输到驳船上。
3.目前,传统的钢桩装船一般有两种方法:一种方法是利用3到4台大型履带吊机吊装装船,另一种方法是采用滚装法装船,例如申请号2020116093232、公布号cn112682579a的发明申请中所提及的滚装船。
4.但是,吊装装船方法离不开大型吊机(如500吨以上),而滚装装船方法虽然不需要大型吊机,但是其驳船在位时的准备工作比较多,作业工期也比较长,因此传统的钢桩装船方法的缺点都是很明显的,需要对传统的钢桩装船的方法和设施进行改进。
技术实现要素:
5.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种重型管状物小车装船的工装,无需大型吊机,同时又可大幅缩短装船工期和提高装船效率,并明显减少装船成本和费用。
6.本实用新型解决其技术问题所采用的技术方案是:
7.构造一种重型管状物小车装船的工装,包括多条纵向挑梁、多条横向挑梁和多个小车运输部件;纵向挑梁架设在小车运输部件之上并位于重型管状物的固定结构的两侧且与重型管状物平行,横向挑梁位于纵向挑梁之下并与纵向挑梁相垂直,且横向挑梁与纵向挑梁之间采用多块肋板焊接固定,以及前端的小车运输部件上设置有牵引卡环,用于利用卷扬机和滑轮组件牵引至驳船上,并利用小型吊机和叉车拆除小车运输部件、纵向挑梁和横向挑梁。
8.所述的重型管状物小车装船的工装,其中,所述纵向挑梁的中间段顶面高出两边段顶面,高低段之间采用斜边板过渡连接;所述横向挑梁的中间段底面低于两边段底面,高低段之间采用斜边板过渡连接。
9.所述的重型管状物小车装船的工装,其中,所述肋板包括焊接在横向挑梁两侧面与纵向挑梁底面之间的第一肋板、焊接在纵向挑梁外侧面与横向挑梁顶面之间的第二肋板、焊接在第二肋板中下部与横向挑梁顶面之间的第三肋板、焊接在第二肋板外侧边沿与横向挑梁顶面之间的第四肋板;第一肋板位于横向挑梁两端部并与横向挑梁相垂直,第二肋板位于纵向挑梁的连接部并与纵向挑梁相垂直,第三肋板和第四肋板均与第二肋板相垂直;且所有肋板的外侧边均为斜边。
10.所述的重型管状物小车装船的工装,其中,包括装船前期在码头地面上和驳船甲
板上铺设的钢板和钢轨。
11.所述的重型管状物小车装船的工装,其中,在码头地面上铺设的钢板和钢轨位于两块等高且平行的滑道水泥块之上。
12.所述的重型管状物小车装船的工装,其中,所述纵向挑梁经由支撑管架设在小车运输部件之上,且支撑管的下端面支撑在小车运输部件之上,纵向挑梁的底面支撑在支撑管的上端面之上。
13.所述的重型管状物小车装船的工装,其中,包括在码头地面上安装和预制重型管状物及其固定结构过程中暂时支撑在固定结构底层的临时支撑桩。
14.所述的重型管状物小车装船的工装,其中,包括装船后期安插在固定结构底层与驳船甲板之间并打紧固定的多根圆柱形支撑管。
15.所述的重型管状物小车装船的工装,其中,包括装船后期在横向挑梁底部与驳船甲板之间插入的多根抽梁圆管。
16.所述的重型管状物小车装船的工装,其中,包括装船后期在固定结构两侧与驳船甲板之间焊接的多根斜支撑杆。
17.相对于传统的钢桩装船的方法所采用的设施,本实用新型重型管状物小车装船的工装的有益效果在于:采用小车运输结合焊接、切割、卷扬机、滑轮组件、小型吊机和叉车等小型作业设备,较好地避免了使用效率较低和费用较高的大型吊机,并将大部分本该在驳船上进行的重型管状物(如钢桩)及其固定结构的预制作业改在码头上完成,仅留少部分的固定作业工作量需要在驳船上完成,大幅缩短了装船工期和提高了装船效率,且可循环使用,明显减少了装船成本和费用。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本实用新型作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
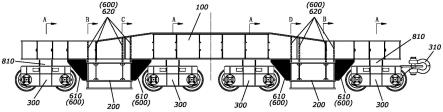
19.图1是本实用新型重型管状物小车装船的工装实施例的侧视图;
20.图2是图1中的a-a处剖视放大图;
21.图3是图1中的b-b处剖视放大图;
22.图4是图1中的c-c处剖视放大图;
23.图5是图1中的d-d处剖视放大图;
24.图6是采用本实用新型重型管状物小车装船的工装实施例装船的主视图;
25.图7是采用本实用新型重型管状物小车装船的工装实施例装船的侧视图;
26.图8是本实用新型重型管状物小车装船的工装实施例所用临时支撑桩的主视图;
27.图9是拆除本实用新型重型管状物小车装船的工装实施例所用纵向挑梁的示意图;
28.图10是本实用新型重型管状物小车装船的工装实施例所用横向挑梁在拆除前期的示意图;
29.图11是本实用新型重型管状物小车装船的工装实施例所用横向挑梁在拆除中期
的示意图;
30.图12是本实用新型重型管状物小车装船的工装实施例所用横向挑梁在拆除后期的示意图;
31.图13是本实用新型重型管状物小车装船的工装实施例所用重型管状物及其固定结构在装船之后的主视图。
32.图中各标号汇总:纵向挑梁100、横向挑梁200、小车运输部件300、牵引卡环310、重型管状物400、(重型管状物400的)固定结构500、肋板600、第一肋板610、第二肋板620、第三肋板630、第四肋板640、钢板710、钢轨720、滑道水泥块730、支撑管810、圆柱形支撑管820、抽梁圆管830、斜支撑杆840。
具体实施方式
33.为了使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本实用新型的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
34.如图1并结合图6和图7所示,本实用新型重型管状物小车装船的工装,包括钢架结构的多条纵向挑梁100、多条横向挑梁200和多个小车运输部件300;纵向挑梁100架设在小车运输部件300之上并位于重型管状物400(如钢桩)的固定结构500的两侧且与重型管状物400平行,横向挑梁200位于纵向挑梁100之下并与纵向挑梁100相垂直,且横向挑梁200与纵向挑梁100之间采用多块肋板600焊接固定,以及前端的小车运输部件300上设置有牵引卡环310,用于利用卷扬机和滑轮组件牵引至驳船上,并利用小型吊机和叉车拆除小车运输部件300、纵向挑梁100和横向挑梁200。
35.较好的是,纵向挑梁100的中间段顶面高出两边段顶面,高低段之间采用斜边板过渡连接,以增强纵向挑梁100的整体刚性;所述横向挑梁200的中间段底面低于两边段底面,高低段之间采用斜边板过渡连接,以增强横向挑梁200的整体刚性。
36.结合图3、图4和图5所示,具体的,肋板600包括第一肋板610、第二肋板620、第三肋板630和第四肋板640;第一肋板610焊接在横向挑梁200两侧面与纵向挑梁100底面之间,第二肋板620焊接在纵向挑梁100外侧面与横向挑梁200顶面之间,第三肋板630焊接在第二肋板620中下部与横向挑梁200顶面之间,第四肋板640焊接在第二肋板620外侧边沿与横向挑梁200顶面之间;第一肋610板位于横向挑梁200两端部并与横向挑梁200相垂直,第二肋板620位于纵向挑梁100的连接部并与纵向挑梁100相垂直,第三肋板630和第四肋板640均与第二肋板620相垂直;且所有肋板600的外侧边均为斜边;这种采用较为合理的肋板600数量和布局能够做到较为牢固的连接性能。
37.结合图2、图6、图7和图9所示,具体的,装船的前期阶段,在码头地面上和驳船甲板(图9有示出)上都铺设有钢板710和钢轨720,以利于牵引和拖曳;较好的是,在码头地面上铺设的钢板710和钢轨720位于两块等高且平行的滑道水泥块730之上,以利于装船及重型管状物400及其固定结构500的安装和预制。
38.具体的,纵向挑梁100经由支撑管810架设在小车运输部件300之上,且支撑管810的下端面支撑在小车运输部件300之上,纵向挑梁100的底面支撑在支撑管的上端面之上,
以利于装船的后期阶段分离纵向挑梁100和小车运输部件300。
39.结合图8所示,较好的是,在码头地面上安装和预制重型管状物400及其固定结构500过程中,在固定结构500底层还设置有临时支撑桩740,以保证安装和预制重型管状物400及其固定结构500过程中的安全性。
40.结合图13所示,装船的后期阶段,在固定结构500底层与驳船甲板之间安插并打紧固定有多根圆柱形支撑管820,以利于在驳船甲板上更好地支撑和固定重型管状物400及其固定结构500。
41.结合图9、图10、图11和图12所示,装船的后期阶段,在横向挑梁200底部与驳船甲板之间插入有多根抽梁圆管830,以利于采用叉车将横向挑梁200从重型管状物400及其固定结构500下方顺利拖出并采用小型吊机吊走。
42.结合图13所示,装船的后期阶段,在固定结构500两侧与驳船甲板之间焊接有多根斜支撑杆840,以进一步稳固重型管状物400及其固定结构500,防止在驳船运输过程中因晃动而出现松动。
43.本实用新型重型管状物小车装船的工装在装船之前,如图1并结合图6、图7和图8所示,需要先在码头的地面上铺设两条同等高度且相互平行的滑道水泥块730,并在该滑道水泥块730上铺设好钢板710和钢轨720,再使用小型吊机(如120吨左右)将小车运输部件300放置在钢轨720上,接着将纵向挑梁100放置在小车运输部件上300的支撑管810上,再将横向挑梁200插入纵向挑梁100两边的下方,并将所有的肋板600按照指定的位置将横向挑梁200与纵向挑梁100焊接成一个整体;然后在两条滑道水泥块730之间的地面上按照一定的间隔摆放多个临时支撑桩740,用于预制重型管状物400及其固定结构500,再将位于固定结构500底层的h型钢暂时放置在临时支撑桩740之上,并使用小型吊机将预制完成后的多根重型管状物400(如钢桩)吊到小车装船工装的横向挑梁200上,接着安装和焊接完成重型管状物400的固定结构500。
44.准备装船拖拉时,如图8并结合图9所示,先在驳船甲板上铺设好对应的钢板710和钢轨720,再拆除固定结构500下方的临时支撑桩740,使得整个重型管状物400(如钢桩)及其固定结构500的载荷均承载在小车装船工装的横向挑梁200上,将卷扬机和滑轮组件与小车装船工装拖曳点的牵引卡环(即图1中310)相连接,利用卷扬机的牵引力将整个重型管状物400(如钢桩)及其固定结构500和小车装船工装沿着钢轨720拖拉到驳船上的指定位置,由此完成装船作业。
45.装船完成后,如图9并结合图10、图11、图12和图13所示,先在固定结构500底层h型钢与驳船甲板之间的间隙中塞入圆柱形支撑管820并保持打紧状态,按照从船尾到船首的顺序逐步推进,装两组焊两组(即圆柱形支撑管820两端与驳船甲板及固定结构500底面都需要焊接),完成两组固定结构500的全部焊接后,再拆除一组运输工装包括小车运输部件300、横向挑梁200、纵向挑梁100等部件,以使整个重型管状物400(如钢桩)及其固定结构500的载荷逐步从小车装船工装的横向挑梁200传递至固定结构500底层h型钢下面的圆柱形支撑管820上;然后在小车装船工装的横向挑梁200底部与驳船甲板之间的间隙中均匀插入多根抽梁圆管830,利用火焰枪割除支撑在纵向挑梁100两端部下方小车运输部件300上的支撑管(即图1中的810),并吊走纵向挑梁100两端的小车运输部件300,使得纵向挑梁100和横向挑梁200的重量都落到抽梁圆管830上,接着割除连接在纵向挑梁100与横向挑梁200
之间的所有肋板(即图1中的600),以分离纵向挑梁100和横向挑梁200,再利用小型吊机吊走纵向挑梁100,并结合叉车从整个重型管状物400(如钢桩)及其固定结构500的下方抽出横向挑梁200并吊走;最后,在该固定结构500两侧与驳船甲板之间焊接多根斜支撑杆840。
46.对传统的钢桩装船的方法和设施进行改进后,先在码头上按照船上钢桩的堆叠和摆放顺序完成钢桩的预制和建造,然后用卷扬机牵引小车一次将所有钢桩拖拉到驳船上指定位置,完成钢桩装船;而采用重型管状物小车装船的工装,既满足了无需大型吊机,同时又大幅缩短了装船工期和提高了装船效率,且可循环使用,明显减少了装船成本和费用。
47.本说明书中未作详细描述的内容均属于本领域普通技术人员公知的现有技术。
48.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1