可快速打印并保持液面平整的光固化3D打印机的制作方法
可快速打印并保持液面平整的光固化3d打印机
技术领域
[0001]
本发明涉及光固化3d打印机,尤其涉及可快速打印并保持液面平整的光固化3d打印机。
背景技术:
[0002]
有鉴于3d打印技术的成熟,以及3d打印机的体积缩小与价格降低,近年来3d打印机实以极快的速度普及化。
[0003]
目前市场上各种类型的3d打印机皆是以层为单位来进行打印,也就是说一次打印一整层的切层物件,并且再由多个切层物件堆叠成一个完整的实体3d模型。
[0004]
以光固化(light curing)3d打印机为例,此类3d打印机是以一个固化层的图案控制照射单元对水槽内的成型液进行对应照射,以藉由光照令部分成型液固化并生成具有对应图案的切层物件。并且,3d打印机反复执行上述动作,以藉由多个固化层的切层物件来堆叠成实体3d模型。然而,目前市场上的光固化3d打印机皆具有一些缺陷亟待克服。
[0005]
参阅图1,为相关技术的第一光固化3d打印机的示意图。图1所示的3d打印机1主要包括水槽11、打印平台12、照射单元13及刮刀14,其中水槽11内容置成型液10,打印平台12沉浸于成型液10中,照射单元13设置于水槽11上方,刮刀14设置于成型液10的液面一侧。
[0006]
如图1所示,照射单元13受3d打印机1的控制朝向打印平台12表面的成型液10进行照射,而直接接受照射的成型液10将会固化成一个固化层的切层物件。接着,3d打印机1控制打印平台12下降至下一个固化层的高度,以令照射单元13可以进行下一个固化层的照射动作。然而,打印平台12下降时将会令成型液10产生波动,使得成型液10的液面不平整。
[0007]
为了提高打印品质,3d打印机1控制刮刀14刮过成型液10的液面,藉此令成型液10的液面恢复平整,并且于液面恢复平整后再控制照射单元进行下一个固化层的照射动作。然而,3d打印机1必须等待刮刀14由水槽11的一侧移动到另一侧,并且再由另一侧回归到初始位置,因此大幅地增加了打印时间。
[0008]
为了解决上述问题,市场上还提出了另一种3d打印机。
[0009]
参阅图2,为相关技术的第二光固化3d打印机的示意图。图2所示的3d打印机2主要包括水槽21、打印平台22及照射单元23,其中水槽21内容置成型液20。
[0010]
与图1所示的3d打印机1的差异在于,3d打印机2将所述刮刀14替换成设置在成型液20的液面的薄膜24。3d打印机2通过薄膜24的设置在水槽21的内部形成一个密闭空间,因此,即使打印平台22在切层物件固化完成后进行下降,成型液20的液面也不会产生波动。
[0011]
然而,当照射单元23朝向打印平台22照射并使得成型液20固化后,固化完成的切层物件除了会附着于打印平台22上,还会同时吸附于薄膜24的底面。因此,在切层物件固化完成后,3d打印机2需先控制打印平台22下降至切层物件与薄膜24可以完全剥离的高度,才能再控制打印平台22上升至下一个固化层的打印高度,并进行下一层的切层物件的照射动作。此实施例中,3d打印机2的打印平台22需要花费大量的移动时间以达到剥离的目的,因此也会大幅地增加3d打印机2的打印时间。
[0012]
综上所述,目前市场上的光固化3d打印机确实需要一套新颖的打印方式,可以有效解决上述液面波动以及剥离的问题,并且同时能够缩短打印时间。
技术实现要素:
[0013]
本发明的主要目的,在于提供一种可快速打印并保持液面平整的光固化3d打印机,可通过辅助机构来改变成型液上方的隔离流体的状态,藉此在打印时达到快速打印的目的并且确保成型液的液面是平整的。
[0014]
于本发明的一实施例中,所述光固化3d打印机包括:
[0015]
一主水槽,用以容置一成型液及一隔离流体,其中该隔离流体的比重小于该成型液的比重并且置于该成型液上方;
[0016]
一薄膜,设置于该隔离流体上方并覆盖该主水槽;
[0017]
一打印平台,设置于该主水槽内,并沉浸于该成型液中;
[0018]
一照射单元,设置于该打印平台上方;
[0019]
一辅助机构;及
[0020]
一处理单元,电性连接该打印平台、该照射单元及该辅助机构,控制该照射单元朝向该打印平台进行照射以固化该成型液并于该打印平台上生成一个固化层的一成型物件;
[0021]
其中,该处理单元于该成型物件生成后控制该打印平台下降至下一个固化层的一固化高度,并控制该辅助机构针对该主水槽内部提供一辅助手段以持续改变该主水槽中的该隔离流体的状态。
[0022]
如上所述,其中该隔离流体为隔离液体或隔离气体。
[0023]
如上所述,其中该辅助机构包括一泵浦及设置于该主水槽两侧墙壁上的两个阀门,并且该光固化3d打印机更包括用以容置该隔离流体的一副水槽,并且包括两组隔离流体管线,其中该两组隔离流体管线的一端设置于该副水槽内,另一端分别连接该主水槽上的该两个阀门,其中该辅助手段包括控制该两个阀门开启以及启动该泵浦,以使该隔离流体受力而经由该两个隔离流体管线于该主水槽及该副水槽间持续流动。
[0024]
如上所述,其中该隔离流体以层流状态于该主水槽及该副水槽间流动。
[0025]
如上所述,其中该两个阀门在该主水槽上的设置高度对应至该隔离流体于该主水槽内的高度。
[0026]
如上所述,其中更包括用以容置该成型液的一副水槽,并且该辅助机构包括连接该主水槽及该副水槽的一阀门,以及连接该主水槽及该副水槽的一泵浦,其中该辅助手段包括控制该阀门关闭以及启动该泵浦对该主水槽进行加压,以使该成型液由该副水槽流入该主水槽中并扰动该主水槽中的该隔离流体。
[0027]
如上所述,其中该处理单元于判断该主水槽内部的压力到达一期望压力值时关闭该泵浦并且开启该阀门,以令该主水槽中的成型液流入该副水槽中而使该主水槽与该副水槽达到压力平衡。
[0028]
如上所述,其中更包括电性连接该处理单元的一感测单元,设置于该主水槽上,用以感测该主水槽内部的压力。
[0029]
如上所述,其中更包括电性连接该处理单元的一存储单元,该存储单元储存一压力表,该压力表记录至少一笔该期望压力值。
[0030]
如上所述,其中该压力表记录多笔该期望压力值,并且该存储单元还储存对应至该固化层的一切层数据,该处理单元读取该切层数据以取得该成型物件的一截面积,并依据该截面积查询该压力表以取得对应的该期望压力值。
[0031]
于本发明的另一实施例中,所述光固化3d打印机包括:
[0032]
一主水槽,用以容置一成型液及一隔离流体,其中该隔离流体的比重小于该成型液的比重并且置于该成型液上方;
[0033]
一薄膜,设置于该隔离流体上方并覆盖该主水槽;
[0034]
一打印平台,设置于该主水槽内,并沉浸于该成型液中;
[0035]
一照射单元,设置于该打印平台上方;
[0036]
一辅助机构;
[0037]
一第一副水槽,容置该隔离流体;及
[0038]
一处理单元,电性连接该打印平台、该照射单元及该辅助机构,控制该辅助机构提供一辅助手段以令该隔离流体于该主水槽与该第一副水槽间持续流动;
[0039]
其中,该处理单元于执行一打印程序时控制该照射单元朝向该打印平台进行照射,以固化该成型液并于该打印平台上生成一个固化层的一成型物件,并且该处理单元于该成型物件生成后控制该打印平台下降至下一个固化层的一固化高度,以继续进行该下一个固化层的固化动作。
[0040]
如上所述,其中该隔离流体与该成型液彼此相溶。
[0041]
如上所述,其中该辅助机构包括一第一泵浦及设置于该主水槽两侧墙壁上的两个隔离流体阀门,并且该光固化3d打印机更包括两组隔离流体管线,该两组隔离流体管线的一端设置于该第一副水槽内,另一端分别连接该主水槽上的该两个隔离流体阀门,其中该辅助手段包括控制该两个隔离流体阀门开启以及启动该第一泵浦,以使该隔离流体受力而经由该两个隔离流体管线于该主水槽及该第一副水槽间持续流动。
[0042]
如上所述,其中该辅助机构更包括一第二泵浦及设置于该主水槽两侧墙壁上的两个成型液阀门,该光固化3d打印机更包括用以容置该成型液的一第二副水槽,以及两组成型液管线,该两组成型液管线的一端设置于该第二副水槽内,另一端分别连接该主水槽上的该两个成型液阀门,其中该辅助手段更包括于该打印平台下降时控制该两个成型液阀门开启以及启动该第二泵浦,以使该成型液受力而经由该两个成型液管线于该主水槽及该第二副水槽间持续流动。
[0043]
如上所述,其中当该成型液与该隔离液体的流动方向相同时,该成型液与该隔离液体的流动速度相异,当该成型液与该隔离液体的流动方向相异时,该成型液与该隔离液体的流动速度相同或相异。
[0044]
如上所述,其中该两个隔离流体阀门在该主水槽上的设置高度对应至该隔离流体于该主水槽内的高度,该两个成型液阀门在该主水槽上的设置高度对应至该成型液于该主水槽内的液面高度。
[0045]
如上所述,其中该处理单元于控制该照射单元进行照射前关闭该两个成型液阀门以及该第二泵浦,以使该成型液停止流动。
[0046]
对照相关技术,本发明的3d打印机可以藉由辅助机构的设置来改变隔离流体的状态,藉此令3d打印机可以达到快速打印并且确保成型液的液面平整的目的。
[0047]
以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
[0048]
图1为相关技术的第一光固化3d打印机的示意图;
[0049]
图2为相关技术的第二光固化3d打印机的示意图;
[0050]
图3为本发明的3d打印机的示意图的第一具体实施例;
[0051]
图4为本发明的打印方法的流程图的第一具体实施例;
[0052]
图5为本发明的3d打印机的方块图的第一具体实施例;
[0053]
图6为本发明的打印方法的流程图的第二具体实施例;
[0054]
图7为本发明的3d打印机的示意图的第二具体实施例;
[0055]
图8为本发明的打印方法的流程图的第三具体实施例;
[0056]
图9为本发明的3d打印机的示意图的第三具体实施例;
[0057]
图10为本发明的打印方法的流程图的第四具体实施例;
[0058]
图11a为本发明的第一打印动作的示意图的第一具体实施例;
[0059]
图11b为本发明的第二打印动作的示意图的第一具体实施例;
[0060]
图11c为本发明的第三打印动作的示意图的第一具体实施例;
[0061]
图12为本发明的3d打印机的示意图的第四具体实施例。
[0062]
其中,附图标记:
[0063]
1、2
…
3d打印机;
[0064]
10、20
…
成型液;
[0065]
11、21
…
水槽;
[0066]
12、22
…
打印平台;
[0067]
13、23
…
照射单元;
[0068]
14
…
刮刀;
[0069]
24
…
薄膜;
[0070]
3、5、7、8
…
3d打印机;
[0071]
30
…
处理单元;
[0072]
31、81
…
主水槽;
[0073]
32、82
…
打印平台;
[0074]
33、83
…
照射平台;
[0075]
34、84
…
感测单元;
[0076]
35、851
…
薄膜;
[0077]
36、86
…
第一副水槽;
[0078]
361
…
隔离流体管线;
[0079]
37、87
…
辅助机构;
[0080]
371、871
…
阀门;
[0081]
3711
…
隔离流体阀门;
[0082]
3712
…
成型液阀门;
[0083]
372、872
…
泵浦;
[0084]
3721
…
第一泵浦;
[0085]
3722
…
第二泵浦;
[0086]
38
…
存储单元;
[0087]
381
…
压力表;
[0088]
382
…
切层数据;
[0089]
41、91
…
成型液;
[0090]
42、92
…
隔离流体;
[0091]
43、93
…
成型物件;
[0092]
6
…
第二副水槽;
[0093]
61
…
成型液管线;
[0094]
852
…
玻璃底层;
[0095]
s10~s18、s20~s30、s40~s54、s60~s78
…
打印步骤
具体实施方式
[0096]
下面结合附图对本发明的结构原理和工作原理作具体的描述:
[0097]
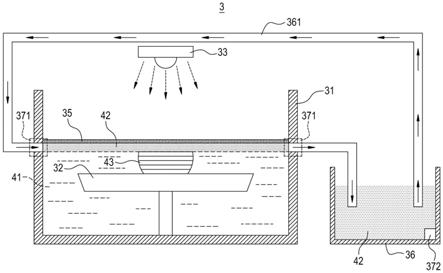
请同时参阅图3及图5,图3为本发明的3d打印机的示意图的第一具体实施例,图5为本发明的3d打印机的方块图的第一具体实施例。本发明揭露了一种可快速打印并保持液面平整的光固化3d打印机(下面将于说明书中简称为3d打印机3)。图3及图5的实施例主要是以光刻式(stereolithography,sla)3d打印机为例,但任何藉由光照来固化成型液以生成3d物件的3d打印机皆可适用本发明所提出的技术方案,本发明不以图3、图5所揭示的为限。
[0098]
如图3及图5所示,本发明的3d打印机3主要包括一处理单元30、一主水槽31、一打印平台32、一照射单元33、覆盖于主水槽31上的一薄膜35、一第一副水槽36、一辅助机构37及一存储单元38,其中所述处理单元30电性连接打印平台32、照射单元33、辅助机构37及存储单元38。
[0099]
本发明的主要技术特征在于,于执行打印程序时,3d打印机3主要是控制照射单元33对主水槽31内的成型液41进行照射,以于打印平台32上形成一个固化层的成型物件43。于所述成型物件43固化完成后,处理单元30控制成型平台32下降至下一个固化层的固化高度,并且于控制成型平台32下降的同时对辅助机构37进行控制,以通过辅助机构37所提供的辅助手段来改变成型液41上方的隔离流体(fluid)42的状态。
[0100]
本实施例中,所述隔离流体42的比重小于所述成型液41的比重,并且漂浮于成型液41的上方。
[0101]
于一实施例中,所述辅助机构37所提供的辅助手段是令隔离流体42进行流动或扰动,藉由令隔离流体42流动来达到令成型液43的液面保持平整的目的,或是藉由扰动隔离流体42来达到令固化完成的成型物件43快速地与隔离流体42剥离的目的(容后详述)。
[0102]
于图3的实施例中,所述辅助机构37主要包括一阀门371及一泵浦372,所述阀门371设置于主水槽31上,并且所述第一副水槽36通过隔离流体管线361与主水槽31上的阀门371相连接。所述泵浦372可设置于第一副水槽36中,或设置于所述隔离流体管线361上,不加以限定。
[0103]
于一实施例中,所述阀门371可为一种电动阀门,接受处理单元30的控制以改变阀门371的开启/关闭状态。于另一实施例中,所述阀门371可为直接设置于主水槽31的墙壁上的开口,但不加以限定。
[0104]
本实施例中3d打印机3是以上照式的3d打印机为例,所述主水槽31具有一个朝上的开口,并且主水槽31的内部具有用来容置成型液41及隔离流体42的容置空间,其中隔离流体42的比重小于成型液41,因此当成型液41与隔离流体42同时容置于主水槽31中时,隔离流体42会漂浮于成型液41上方。本实施例中,所述隔离流体42不会因为接受光照而固化,其主要目的是分隔成型液41与所述薄膜35,以避免固化后的成型物件43直接黏着于薄膜35上。
[0105]
本实施例的其中一个技术特征在于,所述第一副水槽36中可容置有隔离流体42,所述阀门371在主水槽31上的设置高度相同于隔离流体42在容置空间中的高度。本实施例中,处理单元30可在执行打印程序时对所述辅助机构37进行控制,以藉由辅助机构37提供的辅助手段改变主水槽31中的隔离流体42的状态,藉此达到快速打印和保持成型液41的液面平整的目的。
[0106]
于一实施例中,辅助机构37是依据处理单元30的控制来启动所述辅助手段,并且所述辅助手段主要是开启阀门371,并且启动所述泵浦372,藉此,隔离流体42可藉由泵浦372的推力,通过隔离流体管线361在主水槽31与第一副水槽36间持续流动。
[0107]
当3d打印机3在执行打印程序时,可通过隔离流体42(包含流动的隔离流体42与静止的隔离流体42)的设置避免成型物件43黏着于薄膜35上。若隔离流体42为一种隔离液体(liquid),则藉由改变隔离液的状态(例如令隔离液体持续流动)可将隔离液体与成型液41完全区隔开来,不会有隔离液体因长时间遭受照射而固化的问题,也不会有隔离液体与成型液41相溶的问题,因此隔离液体的种类、态样将可以具有更多的选择。
[0108]
于另一实施例中,3d打印机3可具有至少两组隔离流体管线361,这两组隔离流体管线361的一端没入第一副水槽36内容置的隔离流体42中,另一端分别连接主水槽31两侧墙壁上的两个阀门371。通过两组隔离流体管线361的设置,可令隔离流体42更容易于主水槽31以及第一副水槽36之间进行流动。
[0109]
值得一提的是,所述隔离流体42可为隔离液体或隔离气体(gas)。所述隔离液体为本技术领域的常用手段,于此不再述。所述隔离气体指的是在接近室温并且大于一大气压力时可处于气体状态的物质,例如为空气、氮气或其他惰性气体等,不加以限定。若所述隔离流体42为隔离气体,则主水槽31与第一副水槽36需保持在密封状态。
[0110]
所述薄膜35设置于隔离流体42的上方,并且,3d打印机3藉由薄膜35的设置,可在主水槽31的内部形成一个密闭空间。于一实施例中,所述薄膜35可例如为玻璃板、压克力板或铁氟龙,但不加以限定。
[0111]
所述打印平台32设置于主水槽31内部,并且接受处理单元30的控制而沉浸于成型液41中。所述照射单元33设置于打印平台32上方,并且接受处理单元30的控制而朝向打印平台32进行照射。
[0112]
具体地,打印平台32的表面与成型液41的表面(即,隔离流体42的底面)间的距离相等于一个固化层的高度,当照射单元33朝向打印平台32进行照射后,可令打印平台32表面的成型液41固化,藉此形成一个固化层的成型物件43。上述固化动作为光固化3d打印机
的常用技术手段,于此不再赘述。
[0113]
续请参阅图4,为本发明的打印方法的流程图的第一具体实施例。图4揭露了本发明的打印方法,所述打印方法主要应用于如图3、图5所示的3d打印机3,以令3d打印机3可以达到快速打印以及保持液面平整的目的。
[0114]
首先,在执行打印程序时,3d打印机3主要是通过处理单元30控制照射单元33朝向打印平台32进行照射,以固化打印平台32表面的成型液41,藉此生成对应的成型物件43(步骤s10)。
[0115]
值得一提的是,如图5所示,所述存储单元38中储存有切层数据382。于步骤s10中,处理单元30从存储单元38中取得目前要处理的固化层(例如第一层)所对应的切层数据382,并且控制照射单元33依据所取得的切层数据382朝向打印平台32进行对应照射。藉此,3d打印机3在步骤s10中所生成的成型物件43的外观、形状将会符合处理单元30所采用的切层数据382的描述内容。
[0116]
上述切层数据382为光固化3d打印领域的常用技术手段,于此不再赘述。
[0117]
当所述成型物件43生成完成后,处理单元30接着控制打印平台32下降(步骤s12),以令打印平台32位于下一个固化层的打印高度。同时,处理单元30对辅助机构37进行控制,以藉由辅助机构37提供的辅助手段来改变隔离流体42的状态(步骤s14)。于一实施例中,辅助机构37在步骤s14中提供的辅助手段是控制阀门371开启,并且启动泵浦372,藉此令隔离流体42在主水槽31与第一副水槽36间持续流动。通过隔离流体42的流动,可以快速地令成型液41的液面恢复平整,并且令成型物件43由隔离流体42的底面剥离(当隔离流体42为所述隔离液体时)。
[0118]
于一实施例中,处理单元30可以先控制打印平台32下降,接着再控制辅助机构37提供辅助手段。于另一实施例中,处理单元30可以先控制辅助机构37提供辅助手段,接着再控制打印平台32下降。于又一实施例中,处理单元30亦可同时控制打印平台32及辅助机构37进行作动,意即,所述步骤s12与步骤s14并不具有必然的顺序关系。
[0119]
值得一提的是,若所述阀门371为直接设置于主水槽31上的开口,则于所述步骤s14中的辅助手段仅包含启动所述泵浦372,而不包含对阀门371的控制。
[0120]
当打印平台32下降至所需高度后,处理单元30进一步判断所需3d模型的打印动作是否完成(步骤s16),即,处理单元30判断存储单元38中记录的切层数据382是否已经全部被使用并生成了对应的成型物件43。
[0121]
若3d模型的打印动作尚未完成,则处理单元30取得下一个固化层的切层数据382(步骤s18),并且再次执行步骤s10至步骤s16,以进行下一个固化层的固化动作。反之,若3d模型的打印动作已经完成,则处理单元30可结束本次的打印方法。
[0122]
值得一提的是,于步骤s14后,处理单元30可以令辅助机构37持续提供辅助手段以持续改变隔离流体42的状态(例如,令隔离液体/隔离气体持续流动)。再者,处理单元30亦可视条件设定所需,于适当时候控制辅助机构37停止提供所述辅助手段,藉此停止改变隔离流体42的状态(例如,令隔离液体/隔离气体停止流动),但不加以限定。
[0123]
续请参阅图6,为本发明的打印方法的流程图的第二具体实施例。于本实施例中,3d打印机3是在执行打印程序前先由处理单元30控制辅助机构37,以藉由辅助机构37提供的辅助手段令隔离流体42开始流动(步骤s20),即,令隔离流体42持续从主水槽31流入第一
副水槽36中,再从第一副水槽36流入主水槽31中。
[0124]
接着,在隔离流体42持续流动的情况下,处理单元30由存储单元38中取得目前要处理的固化层所对应的切层数据382,并且控制照射单元33依据切层数据382朝向打印平台32进行照射,以固化打印平台32表面的成型液41并生成对应的成型物件43(步骤s22)。
[0125]
当所述成型物件43生成完成后,处理单元30接着控制打印平台32下降(步骤s24),以令打印平台32位于下一个固化层的打印高度。当打印平台32下降至所需高度后,处理单元30进一步判断所需3d模型的打印动作是否完成(步骤s26),即,处理单元30判断存储单元38中记录的切层数据382是否已经全部被使用并生成了对应的成型物件43。
[0126]
若3d模型的打印动作尚未完成,则处理单元30从存储单元38中取得下一个固化层的切层数据382(步骤s28),并且再次执行步骤s22至步骤s26,以进行下一个固化层的固化动作。于本实施例中,3d打印机3在执行打印程序的过程中令隔离流体42持续流动,即,令阀门371保持开启状态,并且令泵浦372持续启动。
[0127]
若处理单元30于步骤s26中判断3d模型的打印动作已经完成,则处理单元30进一步控制辅助机构37停止提供所述辅助手段,以令隔离流体42停止流动并完成本次的打印动作(步骤s30)。
[0128]
本实施例通过在打印程序的执行过程中令隔离流体42持续流动,可不必考虑成型物件43与隔离流体42的剥离问题(当隔离流体42为隔离液体时),因而可有效达到快速打印的目的。并且,通过隔离流体42的持续流动,可令隔离流体42下方的成型液41随时保持表面平整,进而提高打印品质。
[0129]
续请参阅图7,为本发明的3d打印机的示意图的第二具体实施例。图7揭露了另一3d打印机5。3d打印机5与图3、图5揭露的3d打印机3相似,具有处理单元30、主水槽31、打印平台32、照射单元33、薄膜35、容置有隔离流体42的第一副水槽36、连接主水槽31与第一副水槽36的隔离流体管线361、受处理单元30控制的辅助机构37,以及存储单元38。
[0130]
与前述3d打印机3的差异在于,本实施例的3d打印机5进一步具有用以容置成型液41的第二副水槽6,以及用以连接主水槽31与第二副水槽6的成型液管线61。并且,3d打印机5的辅助机构37包括设置于主水槽31上并连接隔离流体管线361的隔离流体阀门3711、第一泵浦3721、设置于主水槽31上并连成型液管线61的成型液阀门3712及第二泵浦3722。
[0131]
本实施例的技术特征在于,除了隔离流体42外,3d打印机5可在一个固化层的成型物件43打印完成后,藉由辅助机构37所提供的辅助手段来同时改变成型液41的状态(例如,令成型液41进行流动)。当3d打印机5控制打印平台32下降时,可通过成型液41的持续流动来快速补充主水槽31中的成型液41,藉此达到快速打印与保持主水槽31中的成型液41的表面平整的目的。
[0132]
于图7所示的实施例中,辅助机构37的阀门371与泵浦372包括了用来输送隔离流体42的至少两个隔离流体阀门3711与一个第一泵浦3721,以及用来输送成型液41的至少两个成型液阀门3712与一个第二泵浦3722。所述第一泵浦3721可设置于第一副水槽36中,或直接设置于隔离流体管线361上;所述第二泵浦3722可设置于第二副水槽6中,或直接设置于成型液体管线61上,不加以限定。
[0133]
所述两个隔离流体阀门3711分别设置在主水槽31的两侧墙壁上,并且两个隔离流体阀门3711在主水槽31上的设置高度相等于隔离流体42在主水槽31中的高度。3d打印机5
具有至少两组隔离流体管线361,两组隔离流体管线361的一端设置于第一副水槽36中,另一端分别连接两个隔离流体阀门3711。当两个隔离流体阀门3711开启并且第一泵浦3721启动时,隔离流体42可经由隔离流体阀门3711与隔离流体管线361而持续于主水槽31与第一副水槽36间流动。
[0134]
所述两个成型液阀门3712分别设置在主水槽31的两侧墙壁上,并且两个成型液阀门3712在主水槽31上的设置高度对应于成型液41在主水槽31中的液面高度。于图7的实施例中,主水槽31中的成型液41位于隔离流体42下,而两个成型液阀门3712分别设置于两个隔离流体阀门3711的下方。
[0135]
3d打印机5具有至少两组成型液管线61,两组成型液管线61的一端设置于第二副水槽6中,另一端分别连接两个成型液阀门3712。当两个成型液阀门3712开启并且第二泵浦3722启动时,成型液41可经由成型液阀门3712与成型液管线61而持续于主水槽31与第二副水槽6间流动。
[0136]
于一实施例中,所述隔离流体42为隔离液体。所述成型液41与隔离液体可以彼此相溶并且密度相近,藉此可避免两种液体间产生表面张力,并且避免因重力而改变两种液体在主水槽31中的接面平整度。由于本实施例中成型液41与隔离液体的至少其中之一会持续流动,因此不会因为照射单元33的照射而使得成型物件43扩散至隔离液体并使得隔离液体也固化的问题。因此,通过本实施例的技术手段,成型液41与隔离液体的适用种类皆可大幅增加。
[0137]
若隔离流体42为隔离液体,则成型液41与隔离液体的流动方向可为相同或相异。当成型液41与隔离液体的流动方向相同时,其流动速度需不相同,才可有效将两种液体分离。反之,若成型液41与隔离液体的流动方向相异,则两种液体的流动速度可以相同或相异。并且,3d打印机5的使用人员可选择适当类型的成型液41与隔离液体,并且设定流动面积(即,隔离流体阀门3711与成型液阀门3712的大小)与流动速度(即,第一泵浦3721与第二泵浦3722的设定参数),使得成型液41与隔离液体的流动状态保持于层流状态,藉此达到较佳的效果。
[0138]
续请参阅图8,为本发明的打印方法的流程图的第三具体实施例。本实施例中,3d打印机5在执行打印程序前先由处理单元30对辅助机构37进行控制,以由辅助机构37提供的辅助手段令隔离流体42开始流动(步骤s40),即,令隔离流体42持续从主水槽31中流入第一副水槽36,并且再从第一副水槽36流入主水槽31。
[0139]
具体地,于步骤s40中,辅助机构37提供的辅助手段主要包括开启所述隔离流体阀门3711,并且启动所述第一泵浦3721,使得第一副水槽36中的隔离流体42可经由隔离流体管线361流入主水槽31,再由主水槽31经由隔离流体管线361流入第一副水槽36。
[0140]
接着,在隔离流体42持续流动的情况下,处理单元30由存储单元38中取得目前要处理的固化层所对应的切层数据382,并且控制照射单元33依据切层数据382朝向打印平台32进行照射,以固化打印平台32表面的成型液41并生成对应的成型物件43(步骤s42)。
[0141]
当所述成型物件43生成完成后,处理单元30接着控制打印平台32下降(步骤s44),以令打印平台32位于下一个固化层的打印高度。同时,处理单元30对辅助机构37进行控制,以由辅助机构37提供的辅助手段令成型液41开始流动(步骤s46),即,令成型液41持续从主水槽31中流入第二副水槽6,并且再从第二副水槽6流入主水槽31。
[0142]
具体地,于步骤s46中辅助机构37所提供的辅助手段包括开启所述成型液阀门3712,并且启动所述第二泵浦3722,使得第二副水槽6中的成型液41可经由成型液管线61流入主水槽31,再由主水槽31经由成型液管线61流入第二副水槽6。于成型液41流动时,隔离流体42仍保持流动,并且成型液41与隔离流体42的流动方向/流动速度可为相同或相异。
[0143]
于一实施例中,处理单元30可以先控制打印平台32下降,接着再控制辅助机构37提供辅助手段以令成型液41流动。于另一实施例中,处理单元30可以先控制辅助机构37提供辅助手段以令成型液41流动,接着再控制打印平台32下降。于又一实施例中,处理单元30亦可同时控制打印平台32及辅助机构37进行作动,意即,所述步骤s44与步骤s46并不具有必然的顺序关系。
[0144]
当打印平台32下降至所需高度后,处理单元30进一步判断所需3d模型的打印动作是否完成(步骤s48),即,处理单元30判断存储单元38中记录的切层数据382是否已经全部被使用并生成了对应的成型物件43。
[0145]
若3d模型的打印动作尚未完成,则处理单元30先控制辅助机构37部分停止提供辅助手段以令成型液41停止流动(步骤s50),并且从存储单元38中取得下一个固化层的切层数据382(步骤s52),并再次执行步骤s42至步骤s48,以进行下一个固化层的固化动作。
[0146]
具体地,于所述步骤s50中,辅助机构37主要是藉由关闭成型液阀门3712和/或是关闭第二泵浦3722来部分停止提供辅助手段,藉此令成型液41停止于主水槽31以及第二副水槽6之间循环流动。并且,处理单元30可先令成型液41停止流动后再取得下一个固化层的切层数据、先取得切层数据再令成型液41停止流动,不加以限定。意即,所述步骤s50与步骤s52并不具有执行上的顺序关系。
[0147]
值得一提的是,在3d模型的打印程序中,3d打印机5仅会令成型液41停止流动,但会令隔离流体42持续流动。更具体地,处理单元30于控制辅助机构37部分停止提供辅助手段时,仅会关闭成型液阀门3712和/或第二泵浦3722,但会令隔离流体阀门3711与第一泵浦3721保持开启状态。当处理单元30于步骤s48中判断3d模型的打印动作已经完成时,处理单元30才会控制辅助机构37完全停止提供所述辅助手段,以令隔离流体42以及成型液42皆停止流动,并完成本次的打印动作(步骤s54)。
[0148]
具体地,于所述步骤s54中,辅助机构37主要是藉由关闭隔离流体阀门3711和/或是关闭第一泵浦3721来完全停止提供辅助手段,藉此令隔离流体42停止于主水槽31以及第一副水槽36之间循环流动。
[0149]
本实施例通过在下降移动平台32的同时令成型液41持续流动,可快速补充主水槽31内的成型液41而达到快速打印的目的,同时提高打印品质。
[0150]
续请参阅图9,为本发明的3d打印机的示意图的第三具体实施例。图9的实施例揭露了另一3d打印机7。所述3d打印机7与图3、图5所示的3d打印机3相似,具有所述处理单元30、主水槽31、打印平台32、照射单元33、薄膜35、第一副水槽36、受处理单元30控制的辅助机构37,以及存储单元38。
[0151]
与图3的差异在于,本实施例的3d打印机7的第一副水槽36中容置的是成型液41,并且辅助机构37包括用以直接连接主水槽31与第一副水槽36的阀门371与泵浦372。
[0152]
具体地,所述阀门371分别连接主水槽31的一侧以及第一副水槽36的一侧,当阀门371开启时,主水槽31与第一副水槽36可通过阀门371互相连通。所述泵浦372分别连接主水
槽31的一侧以及第一副水槽36的一侧,当泵浦372启动时,可将第一副水槽36中的成型液41注入主水槽31中,以对主水槽31进行加压,进而通过压力而改变成型液41上方的隔离流体42的状态。
[0153]
于开始打印前,处理单元30先确保主水槽31与第一副水槽36达到压力平衡、确认打印平台32位于一个固化层的固化高度、并且确认主水槽31中的成型液41的液面平整(为了保持液面平整,所述泵浦372必须处于关闭的状况)。本实施例中,所述液面即为成型液41与隔离流体42的接触面。
[0154]
于进行打印时,处理单元30控制照射单元33朝向打印平台32进行照射,以形成一个固化层的成型物件43。
[0155]
若所采用的隔离流体42是隔离液体,则因为本实施例中的隔离液体不会流动,因此于成型物件43生成完成后,成型物件43可能会因为表面张力而与上方的隔离液体黏着在一起。为此,处理单元30在控制打印平台32下降至下一个固化层的固化高度的时候,会同时控制辅助机构371提供辅助手段,藉此从隔离液体的底面将成型物件43剥离,并且使成型液41的表面恢复平整。
[0156]
具体地,所述辅助手段包括控制辅助机构371中的阀门371关闭,以令主水槽31内部处在密闭空间,以及启动辅助机构371中的泵浦372,以对主水槽31内部进行加压。
[0157]
当泵浦372对主水槽31内部进行加压时,主要是将第一副水槽36中的成型液41少量注入主水槽31中,以增加主水槽31内部的压力并且扰动主水槽31中的成型液41,藉此改变成型液41上方的隔离流体42的状态(即,扰动隔离流体42)。如此一来,有助于快速地剥离隔离流体42与成型物件43(当隔离流体42为隔离液体时),进而达到快速打印的目的。
[0158]
当处理单元30判断成型物件43已剥离(例如,判断一个期望时间已经经过,或是判断主水槽31内部的压力已经到达一个期望压力值)时,即可控制辅助机构37停止提供所述辅助手段,以停止改变隔离流体42的状态。具体地,辅助机构37主要是藉由控制泵浦372关闭以停止对主水槽31加压,达到停止改变隔离流体42的状态的目的。接着,处理单元30控制阀门371开启,以令主水槽31将压力释放至第一副水槽36中,并且最终与第一副水槽36达到压力平衡。
[0159]
具体地,在开始打印前,主水槽31与第一副水槽36已经达到压力平衡。当泵浦372启动后,主水槽31内部的压力会大于第一副水槽36内部的压力。因此,因阀门371被开启时,主水槽31会经由阀门371朝向第一副水槽36进行泄压,将部分的成型液41送往第一副水槽36中,并且最终达到两边的压力平衡。
[0160]
本发明的其中一个技术功效在于,藉由令主水槽31与第一副水槽36达到压力平衡的方式,可通过最快的速度令主水槽31内的成型液41的液面恢复平整(并且令隔离流体42恢复静止),进而有效提高成型物件43的固化品质。
[0161]
本实施例中,3d打印机7还具有电性连接处理单元30并设置于主水槽31内部的感测单元34,所述感测单元34用以随时监控主水槽31内部的压力,藉此,处理单元30可判断主水槽31内部的压力是否到达所述期望压力值。当主水槽31内部的压力值到达所述期望压力值时,处理单元30即可控制辅助机构37停止提供辅助手段,即,控制辅助机构37的泵浦372停止对主水槽31进行加压。
[0162]
于其他实施例中,3d打印机7还可具有电性连接处理单元30的计时单元(图未标
示),所述计时单元可在泵浦372启动后开始计时。于本实施例中,处理单元30可于计时到达期望时间(例如0.5秒、1秒等)时,认定成型物件43已经由隔离流体42上剥离(若隔离流体42为隔离液体),进而控制泵浦372停止对主水槽31进行加压。然而,上述说明仅为本发明的多种实施范例,但本发明的专利范围并不以上述为限。
[0163]
如图9及前述图5所示,3d打印机7的存储单元38还可储存有压力表381,压力表381中记录至少一笔期望压力值。本实施例中,处理单元30在启动泵浦372时,会控制感测单元34感测主水槽31内部的压力,并且从压力表381中读取所述期望压力值。如此一来,处理单元30可以经过比对后,判断何时需要控制泵浦372停止加压。
[0164]
于其他实施例中,所述压力表381可记录多笔不同的期望压力值,并且每一笔期望压力值分别对应至不同的打印情境。如此一来,处理单元30在控制泵浦372时,可以依据不同的打印情境来采用对应的期望压力值(容后详述)。
[0165]
续请参阅图10,为本发明的打印方法的流程图的第四具体实施例。图10所示的打印方法主要应用于如图9所示的3d打印机7,以令3d打印机7可以达到快速打印以及保持液面平整的目的。
[0166]
首先,在开始打印前,3d打印机7先令主水槽31与第一副水槽36达到压力平衡(步骤s60)。本实施例中,3d打印机7经由处理单元30控制阀门371开启,使得主水槽31内的成型液41可以流入第一副水槽36中(反之亦然)。当主水槽31及第一副水槽36内的成型液41停止流动时(且主水槽31内的隔离流体42停止状态变化),即表示主水槽31与第一副水槽36达到了压力平衡。此时,主水槽31内的成型液41的液面会是平整的。
[0167]
接着,处理单元30控制照射单元33朝向打印平台32进行照射,以固化打印平台32表面的成型液41并生成对应的成型物件43(步骤s62)。具体地,于步骤s62中,处理单元30主要是于存储单元38中取得目前要处理的固化层所对应的切层数据382,并且控制照射单元33依据所取得的切层数据382朝向打印平台32进行对应照射。藉此,3d打印机7在步骤s62中所生成的成型物件43的形状将会符合切层数据382的描述内容。
[0168]
当所述成型物件43生成完成后,处理单元30首先控制阀门371关闭(步骤s64),并且控制打印平台32下降(步骤s66),以令打印平台32位于下一个固化层的打印高度。同时,处理单元30在阀门371关闭后控制辅助机构37提供辅助手段,即,控制泵浦372启动以对主水槽31内部进行加压,以令扰动主水槽31内的隔离流体42(步骤s68)。本实施例中,泵浦372是在被启动后将第一副水槽36中的成型液41注入主水槽31中,以对主水槽31进行加压,藉此扰动成型液41上方的隔离流体42,进而将成型物件43由隔离流体42的底面剥离。
[0169]
值得一提的是,本发明中,处理单元30可以先后控制打印平台32及泵浦372进行作动,亦可同时控制打印平台32及泵浦372进行作动,意即,所述步骤s66与步骤s68并不具有必然的顺序关系。
[0170]
步骤s68后,处理单元30持续判断主水槽31内部的压力是否到达压力表381所记录的期望压力值(步骤s70)。例如,处理单元30可通过感测单元34感测主水槽31内部的压力值,或是经由计时单元对泵浦372的加压时间进行计时。若主水槽31内部的压力尚未到达期望压力值,则处理单元30控制泵浦372持续对主水槽31进行加压。若主水槽31内部的压力已予到达期望压力值,则处理单元30控制辅助机构37停止提供辅助手段,即,控制泵浦372停止对主水槽31进行加压(步骤s72),藉此停止扰动主水槽31中的隔离流体42。
[0171]
值得一提的是,处理单元30对主水槽31进行加压的目的是藉由扰动隔离流体42(即,改变隔离流体42的状态)以令成型物件43快速地由隔离流体42的底面剥离,而成型物件43与隔离流体42的接触面积越大,剥离所需的额外压力就会越大,反之亦然。
[0172]
于一实施例中,所压力表381可记录有多笔期望压力值。处理单元30于上述步骤s70中可先读取所述切层数据382以取得目前生成的成型物件43的截面积,并且再依据截面积来查询压力表381,进而取得这个截面积所应该对应的期望压力值。于本实施例中,若成型物件43的截面积较小,则泵浦372的期望压力值会较低(即,加压时间会较短),也就是说在每一个固化层的成型物件43生成完成,后泵浦372对主水槽31所施加的压力可能都不相同(即,加压时间都不相同)。如此一来,可更进一步优化3d打印机7的整体打印时间。
[0173]
于步骤s72后,处理单元30更进一步控制阀门371开启(步骤s74)。由于在步骤s72后,主水槽31内部的压力将会大于第一副水槽36内部的压力,因此当阀门371被开启后,主水槽31会朝向第一副水槽36进行泄压,以达到压力平衡。本实施例中,主水槽31泄压的方式是经由被开启的阀门371将部分的成型液41流至第一副水槽36中。因此,当主水槽31与第一副水槽36达到压力平衡时,主水槽31内的成型液41会停止流动,隔离流体42会停止扰动,并且成型液41的表面将会恢复平整。当主水槽31内的成型液41的表面恢复平整后,处理单元30即可进行下一个固化层的固化动作。
[0174]
于一实施例中,处理单元30可在阀门371开启并经过一段预定时间(例如2秒、3秒等)后,认定主水槽31与第一副水槽36已经达到压力平衡。于另一实施例中,处理单元30可控制感测单元34侦测主水槽31中的成型液41的流动状况,藉此判断主水槽31与第一副水槽36是否达到压力平衡。于又一实施例中,处理单元30可藉由影像撷取单元(图未标示)撷取成型液41的液面的影像,并藉由影像辨识技术判断主水槽31与第一副水槽36是否达到压力平衡。
[0175]
当主水槽31与第一副水槽36达到压力平衡后,处理单元30进一步判断所需3d模型的打印动作是否完成(步骤s76),即,处理单元30判断存储单元38中记录的切层数据382是否已经全部被使用并生成了对应的成型物件43。
[0176]
若3d模型的打印动作尚未完成,则处理单元30取得下一个固化层的切层数据382(步骤s78),并且再次执行步骤s60至步骤s76,以进行下一个固化层的固化动作。
[0177]
若3d模型的打印动作已经完成,则处理单元30可结束本次的打印方法。
[0178]
续请参阅图11a至图11c,分别为本发明的第一打印动作至第三打印动作的示意图的第一具体实施例。具体地,图11a至图11c用以说明图9所示的3d打印机7的打印动作。
[0179]
如图11a所示,当主水槽31与第一副水槽36达到压力平衡(即,成型液41的液面保持平整且隔离流体42停止扰动),并且泵浦372关闭时,处理单元30可控制照射单元33依据对应的切层数据382对打印平台32进行照射,以生成对应的成型物件43。值得一提的是,于照射单元33进行照射时,阀门371可为开启状态亦可为关闭状态,不加以限定,只要可令成型液41的液面保持平整即可。
[0180]
接着如图11b所示,当成型物件43生成完成后,处理单元30关闭阀门371,并且控制打印平台32下降,同时启动泵浦372对主水槽31进行加压(即,由辅助机构37提供辅助手段)。于图11b的实施例中,泵浦372与主水槽31的接口主要是设置于主水槽31的底部一侧。如此一来,当泵浦372将第一副水槽36中的成型液41注入主水槽31中时,可避免让水流直接
冲向成型物件43,进而避免成型物件43因为泵浦372的加压动作而损坏。
[0181]
接着如图11c所示,当泵浦372的加压动作完成后,处理单元30控制泵浦372停止加压(即,控制辅助机构37停止提供辅助手段),并且开启阀门371,以令主水槽31对第一副水槽36进行泄压,最终达到主水槽31与第一副水槽36的压力平衡。
[0182]
于主水槽31与第一副水槽36达到压力平衡后,处理单元30即可再如图11a所示,控制照射单元33依据下一个固化层的切层数据382进行照射,以接着生成下一个固化层的成型物件43,直到完整的3d模型生成完成为止。
[0183]
本实施例中,3d打印机7可以藉由对辅助机构37的控制(即,阀门371及泵浦372的开启与关闭),令成型物件43快速地与隔离流体42剥离(当隔离流体42为隔离液体时),并且令成型液41的液面快速地恢复平整,藉此令3d打印机7达到快速打印以及保持液面平整的目的。
[0184]
续请参阅图12,为本发明的3d打印机的示意图的第四具体实施例。图12揭露了另一种光固化3d打印机(下面简称为3d打印机8),与图9所示的3d打印机7相比,差异在于图12所示的3d打印机8为一种下照式的光固化3d打印机。
[0185]
如图12所示,3d打印机8具有主水槽81、打印平台82、照射单元83、感测单元84、薄膜851、第一副水槽86、辅助机构87(包括阀门871及泵浦872),并且3d打印机8还具有与图5所示的相同或相似的处理单元及存储单元(图未标示)。
[0186]
上述的主水槽81、打印平台82、照射单元83、感测单元84、薄膜851、第一副水槽86、阀门871及泵浦872分别相似于图9所示的主水槽31、打印平台32、照射单元33、感测单元34、薄膜35、第一副水槽36、阀门371及泵浦372,下面仅就3d打印机8与前述3d打印机7的差异处进行说明。
[0187]
如图12所示,所述主水槽81内部具有一个容置空间,用以容置成型液91及隔离流体92。本实施例中,所述隔离流体92的比重大于成型液91,并且沉淀于成型液91的下方。所述薄膜851设置于隔离流体92的下方。3d打印机8藉由薄膜851的设置于主水槽81的内部形成一个密闭空间。
[0188]
具体地,本实施例中,所述主水槽81的底面为一面玻璃底层852,所述薄膜851设置于玻璃底层852上方,并且玻璃底层852用以支撑薄膜851、成型液91及隔离流体92。
[0189]
所述打印平台82设置于主水槽81内,并受处理单元的控制而沉浸于成型液91中。所述照射单元83设置于打印平台82下方,并且受处理单元的控制而朝向打印平台82进行照射。
[0190]
所述第一副水槽86与图9所示的第一副水槽36相似,用以容置成型液91。所述阀门871与图9所示的阀门371相似,用以连接主水槽81的一侧以及第一副水槽86的一侧,以连通主水槽81及第一副水槽86。所述泵浦872与图9所示的泵浦372相似,用以连接主水槽81的一侧以及第一副水槽86的一侧,以连通主水槽81及第一副水槽86。
[0191]
泵浦872与主水槽81的接口主要可设置于主水槽81的顶面一侧(即,远离打印平台82的表面设置),但不加以限定。
[0192]
本实施例中,处理单元主要是在主水槽81与第一副水槽86达到压力平衡,并且泵浦872已经关闭时,控制照射单元83朝向打印平台82进行照射,以生成一个固化层的成型物件93。于成型物件93生成后,处理单元控制阀门871关闭,接着控制打印平台82上升至下一
个固化层的固化高度,同时启动泵浦872对主水槽81进行加压。
[0193]
待处理单元判断主水槽81内部的压力已经到达一个期望压力值时,即控制泵浦872停止对主水槽81进行加压。接着,处理单元开启阀门871,令主水槽81朝向第一副水槽86进行泄压,最终令主水槽81与第一副水槽86达到压力平衡。当主水槽81与第一副水槽86达到压力平衡时,主水槽81中的成型液91的液面已恢复平整且隔离流体92停止扰动,因而处理单元可控制照射单元83继续进行下一个固化层的固化动作,直到一个完整的3d模型打印完成为止。
[0194]
如上所述,本发明的技术方案不但可应用在不同形式的光固化3d打印机,并且可同时适用于上照式以及下照式的光固化3d打印机,实相当具有市场价值。
[0195]
当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1