一种多腔体瓶盖注塑模具的制作方法
1.本实用新型涉及注塑模具技术领域,尤其涉及一种多腔体瓶盖注塑模具。
背景技术:
2.注塑成型是批量生产某些形状复杂零部件时用到的一种加工方法,其工作流程是将受热融化的塑料由注塑机高压射入注塑模具中的模腔,经冷却固化后得到成品。
3.现有技术中对瓶盖模具进行加工成型时,通常只能对单个瓶盖进行加工制造,在瓶盖生产大规模需求的环境下,需要多腔体瓶盖注塑模具,从而在一次工序中同时生产多个瓶盖,提高生产率。
4.针对以上问题,本实用新型提供一种多腔体瓶盖注塑模具。
技术实现要素:
5.本实用新型所要解决的问题是提供一种多腔体瓶盖注塑模具,能够根据需要在一次工序中同时生产多个瓶盖,简单快捷,在一定程度上提高了工作效率。
6.本实用新型解决上述技术问题所采用的技术方案是:一种多腔体瓶盖注塑模具,包括底座,所述底座上端面一侧安装有模芯组件,所述底座上端面正对所述模芯组件位置安装有模腔组件,所述底座上位于所述模芯组件与所述模腔组件之间设有收纳箱。
7.所述模芯组件包括固定安装在所述底座上端面的外壳,所述外壳内远离所述模腔组件一端安装有固定板,所述固定板侧壁均匀设有第一电动液压杆,所述第一电动液压杆尾端固定安装有压模板,所述压模板上均匀设有贯穿孔,所述贯穿孔内通过滑动配合的方式连接有模芯杆,所述模芯杆伸出所述贯穿孔一端的外壁设有外螺纹。
8.所述模芯杆另一端通过轴承转动连接有定位板,所述定位板与所述底座固定连接,所述模芯杆靠近所述定位板另一端固定连接有转动齿轮,所述转动齿轮与所述模芯杆中间连通有滑动槽,所述滑动槽穿通所述模芯杆,所述模芯杆靠近所述外螺纹一端设有限位槽,所述限位槽与所述滑动槽同轴。
9.所述固定板靠近所述第一电动液压杆内部位置均匀设有第二电动液压杆,所述第二电动液压杆尾端安装有推压板,所述推压板远离所述第二电动液压杆的侧壁均匀设有顶杆,所述顶杆与所述滑动槽相匹配且数量一致,所述顶杆与所述滑动槽滑动连接,所述顶杆穿过所述滑动槽一端连接有限位块,所述限位块与所述限位槽相匹配。
10.优选的,所述底座靠近所述定位板位置均匀安装有第三电动液压杆,所述第三电动液压杆上端连接有齿条,所述齿条与所述转动齿轮互相啮合。
11.优选的,所述模腔组件包括安装在所述底座上端面的安装柜,所述安装柜正对所述模芯组件,所述安装柜内安装有注塑装置,所述安装柜正对所述模芯组件的侧壁均匀设有软管,所述软管数量与所述模芯杆一致,所述软管与所述注塑装置的注塑口相连通。
12.优选的,所述安装柜正对所述模芯组件的侧壁均匀安装有第四电动液压杆,所述第四电动液压杆尾端安装有底板,所述底板侧壁均匀安装有模腔体,所述模腔体与所述模
芯杆相匹配。
13.优选的,所述安装柜正对所述模芯组件的侧壁均匀安装有固定杆,所述固定杆穿过所述底板且与所述底板滑动连接,所述固定杆穿过所述压模板且与所述压模板滑动连接。
14.优选的,所述模腔体内壁设有通孔,所述通孔与所述软管相连通。
15.优选的,所述压模板靠近所述模芯杆外圈设有止转块。
16.与现有技术相比,本实用新型的技术方案具有如下优点:
17.1、本实用新型所提供的一种多腔体瓶盖注塑模具,避免出现单个瓶盖加工费时费力的问题,能够根据需要同时生产多个瓶盖,简单快捷,在一定程度上提高了工作效率。
18.2、本实用新型所提供的一种多腔体瓶盖注塑模具,其中模芯组件的各个零件之间互相配合,使得瓶盖能够很快从模腔中脱落,并且收纳到收纳箱中,全程自动化,大大减少了劳动力的输出,并且提高了工作效率。
附图说明
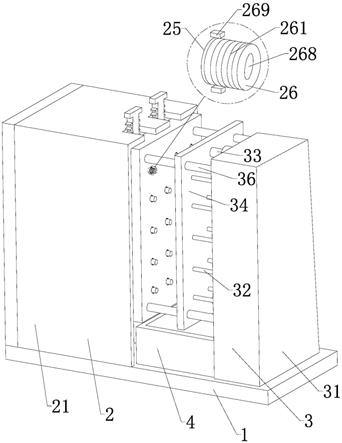
19.图1为本实用新型的整体结构示意图;
20.图2为本实用新型的略去外壳和收纳箱后的整体结构示意图;
21.图3为本实用新型的模芯杆结构示意图。
22.其中:1底座、2模芯组件、21外壳、22固定板、23第一电动液压杆、24压模板、25贯穿孔、26模芯杆、261外螺纹、262转动齿轮、263滑动槽、264限位槽、265第二电动液压杆、266推压板、267顶杆、268限位块、269止转块、27定位板、28第三电动液压杆、29齿条、3模腔构件、31安装柜、32软管、33第四电动液压杆、34底板、35模腔体、36固定杆、4收纳箱。
具体实施方式
23.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
24.参阅图1,一种多腔体瓶盖注塑模具,包括底座1,所述底座1上端面一侧安装有模芯组件2,所述底座1上端面正对所述模芯组件2位置安装有模腔组件3,所述底座1上位于所述模芯组件2与所述模腔组件3之间设有收纳箱4。
25.参阅图2,模芯组件2包括固定安装在底座1上端面的外壳21,外壳21内远离模腔组件3一端安装有固定板22,固定板22侧壁均匀设有第一电动液压杆23,第一电动液压杆23设置在固定板22边缘位置,第一电动液压杆23尾端固定安装有压模板24,压模板24上均匀设有贯穿孔25,本实施例横向阵列四个,纵向阵列五个,一共二十个贯穿孔25,贯穿孔25内通过滑动配合的方式连接有模芯杆26,模芯杆26数量与贯穿孔25数量一致,模芯杆26伸出贯穿孔25一端的外壁设有外螺纹261,外螺纹261为瓶盖的内螺纹压模。
26.模腔组件3包括安装在底座1上端面的安装柜31,安装柜31正对模芯组件2,安装柜31内安装有注塑装置,安装柜31正对模芯组件2的侧壁均匀设有软管32,软管32数量与模芯杆26一致,软管32与注塑装置的注塑口相连通。
27.安装柜31正对模芯组件2的侧壁均匀安装有第四电动液压杆33,第四电动液压杆33尾端安装有底板34,底板34侧壁均匀安装有模腔体35,模腔体35内壁为瓶盖外表面形状,
模腔体35与模芯杆26相匹配,模腔体35内壁设有通孔,通孔与软管32相连通;模腔体35、模芯杆26与压模板24相配合组成瓶盖模腔,注塑装置通过软管32与通孔将物料灌输进瓶盖模腔压制固化成瓶盖。
28.安装柜31正对模芯组件2的侧壁均匀安装有固定杆36,固定杆36穿过底板34且与底板34滑动连接,固定杆36穿过压模板24且与压模板24滑动连接;固定杆36能很好地帮助调整压模板24与底板34的相对位置,有利于瓶盖模腔的组成。
29.瓶盖成型:在具体工作时,先调整第四电动液压杆33,第四电动液压杆33推动底板34沿着固定杆36移动,从而使得模腔体35、模芯杆26与压模板24相配合组成瓶盖模腔,再将处理好的物料放进注塑装置中,注塑装置通过软管32与通孔将物料灌输进瓶盖模腔内压制固化成瓶盖,其中瓶盖内壁通过模芯杆26上的外螺纹261形成瓶盖螺纹。
30.压模板24靠近模芯杆26外圈设有止转块269;当模腔体35、模芯杆26与压模板24相配合组成瓶盖模腔时,止转块269位于瓶盖模腔内,通过上述操作固化成型时的瓶盖受止转块269影响在瓶盖下边缘形成止转槽。
31.参阅图3,模芯杆26远离外螺纹261的另一端通过轴承转动连接有定位板27,定位板27与底座1固定连接,起到支撑模芯杆26的作用,模芯杆26靠近定位板27另一端固定连接有转动齿轮262,转动齿轮262与模芯杆26中间连通有滑动槽263,滑动槽263穿通模芯杆26,模芯杆26靠近外螺纹261一端设有限位槽264,限位槽264与滑动槽263同轴。
32.固定板22靠近第一电动液压杆23内部位置均匀设有第二电动液压杆265,第二电动液压杆265尾端安装有推压板266,推压板266尺寸小于压模板24尺寸,推压板266远离第二电动液压杆265的侧壁均匀设有顶杆267,顶杆267与滑动槽263相匹配且数量一致,顶杆267与滑动槽263滑动连接,顶杆267穿过滑动槽263一端连接有限位块268,限位块268与限位槽264相匹配。
33.底座1靠近定位板27位置均匀安装有第三电动液压杆28,本实施列设置有两个第三电动液压杆28,第三电动液压杆28上端连接有齿条29,齿条29上的齿与转动齿轮262上的齿相匹配,齿条29与转动齿轮262互相啮合,两个齿条29卡接在四列转动齿轮262中间。
34.脱模过程:瓶盖成型后,第四电动液压杆33往远离瓶盖一端移动,带动底板34离开成型后的瓶盖,然后打开第三电动液压杆28使之运动,第三电动液压杆28带动齿条29移动,齿条29与转动齿轮262相啮合使得转动齿轮262转动,转动齿轮262带动模芯杆26转动,瓶盖受止转块269的限制作用不会发生转动,模芯杆26转动的同时第一电动液压杆23推动压模板24往远离模芯杆26方向运动,压模板24推动瓶盖往远离模芯杆26方向运动。注意:由于本实施例中的齿条29是双面齿条29,使得齿条29两侧的转动齿轮262转动方向相反,因此相应的模芯杆26上的外螺纹261应与其所对的转动齿轮262的转动方向相匹配。
35.等压模板24超出模芯杆26时,模芯杆26完全脱离瓶盖,第二电动液压杆265推动推压板266,使得推压板266推动顶杆267在滑动槽263内移动且推动限位块268远离限位槽264,顶杆267带着限位块268一起推动瓶盖,使得瓶盖从止转块269上脱落,落到收纳箱4内,既完成脱模过程,然后第二电动液压杆265退回,使得顶杆267退回至滑动槽263内,相应的限位块268退回至限位槽264内,第三电动液压杆28退回,使得转动齿轮262转回原状,同时第一电动液压杆23退回,使得压模板24沿着固定杆36退回原位,启动第四电动液压杆33,第四电动液压杆33推动底板34沿着固定杆36移动,使得模腔体35、模芯杆26与压模板24相配
合组成瓶盖模腔,从而进行新一轮的瓶盖成型,该模具能够同时生产多个瓶盖,在本实施例中能够同时生产二十个瓶盖,其中模芯组件2的各个零件之间互相配合使得瓶盖能够很快从模腔中脱落,并且收纳到收纳箱4中,全程自动化,大大减少了劳动力的输出,并且提高了工作效率。
36.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1