一种绝缘套管的自动成型生产设备的制作方法
1.本发明涉及套管成型技术领域,特别涉及一种绝缘套管的自动成型生产设备。
背景技术:
2.压接绝缘套管是电机线束装配连接中不可缺少的辅件,用于对线路连接处进行绝缘,现有技术中,压接绝缘套管通过设备将卷纸缠绕旋转成套管,再通过超声波焊接机对其一端进行焊接,虽然采用了机械设备来代替人工进行缠绕焊机的作业,但是生产的产品会存在螺旋凸出,切口不平整的问题,同时设备在运行过程中经常会碰到卷纸卡住,无法缠绕等问题,造成产品质量不高、生产效率低;如公开号cn217373514u一种压接套管生产线,通过超声波焊接机、放料装置和输送装置的设置,自动进行压接套管的生产,不需要人工对绝缘纸进行手动卷纸、裁剪切割,绝缘卷纸安装在放料装置上,输送装置将绝缘纸输送到超声波焊接机焊接处,进行自动化生产,从而降低工人劳动强度,提高生产效率;但是会存在以下几个问题:1.卷纸在输送板上采用橡胶传送轮与卷纸之间的摩擦力,从而带动卷纸在输送板上向前移动,橡胶传送轮在长期使用后会存在磨损,增大橡胶传送轮与卷纸之间的间隙,从而减少摩擦力,导致橡胶传送轮无法输送卷纸,影响连续生产;2.卷纸在输送板采用下压式裁剪,在更换切刀时需要专业的技术来操作更换,否则会造成切刀安装精度不高,使切刀直接与输送板接触,从而破坏切刀,影响裁切质量;同时下压式裁切对卷纸在输送板上需要保持一定的张力,若是张力不够切刀在向下裁切时,不仅不能切断卷纸,还容易使卷纸打滑回缩,影响切割质量;3.卷纸通过旋转电机直接旋转成套后,在产品的两端容易出现螺旋凸出,没有进一步的处理,使焊接后的套管质量存在瑕疵,降低产品品质;4.该设备在生产不同口径的套管时,需要通过调整旋转电机的输出轴的尺寸来适用不同口径的套管,每次调整后都需要调试运行,使生产周期延长;5.该设备整个生产过程都是暴露在空气中,在卷纸缠绕成型的生产过程中易沾染上灰尘或不明物品,影响产品的质量;6.套管焊接后的端面并为直角,没有进行导角切除处理,尖锐的直角在实际安装过程中易对线缆外皮造成破坏,降低了套管的使用安全性。
技术实现要素:
3.本实用发明的目的是为了解决以上问题,而提出一种绝缘套管的自动成型生产设备。
4.为了达到上述目的,本发明提供了如下技术方案:包括操作台、安装在操作台上plc控制器,所述的操作台上设有上料架和下料槽,其特征还包括安装在操作台上的输送装置、安装在操作台上的裁切装置、安装在操作台上且与输送装置相适配的卷绕装置、安装在操作台上的焊接装置、安装在操作台上的导角切割装置、安装在操作台上的抓取装置;所述
的输送装置包括安装在操作台上且被plc控制器控制的第一驱动装置以及安装在第一驱动装置上的上料输送结构;所述的裁切装置包括安装于操作台上的驱动器、安装在驱动器上被驱动的裁切刀;所述的卷绕装置包括安装在操作台上被plc控制器控制的第二驱动装置、安装在第二驱动装置上被plc控制器控制的电机、设置在上料输送结构上的限位台和安装在电机的驱动轴上且穿过限位台的导向定位转绕轴;所述的焊接装置包括安装在操作台上被plc控制器控制的第五气缸和安装在操作台且与第五气缸连接的超声波焊接机;所述的导角切割装置包括安装在操作台上被plc控制器控制的第六气缸;所述的抓取装置包括安装在操作台被plc控制器控制的第三驱动装置,安装在第三驱动装置上被plc控制器控制的若干机械夹具。
5.作为优选,所述的上料输送结构包括安装在操作台上的第一支架、安装在第一支架上被plc控制器控制的第一气缸、安装在第一气缸的一侧被plc控制器控制的第二气缸和安装在第一驱动装置且与第一支架相适配的牵引机构。
6.作为优选,所述的牵引机构包括安装在第一驱动装置上的第二支架、安装在第二支架上被plc控制器控制的第三气缸、滑动安装在第二支架上且与第三气缸连接的连接块、安装在连接块上且位于第一支架上方的吸盘。
7.作为优选,所述的驱动器上安装有与操作台连接的第三支架、安装在第三支架上被plc控制器控制的第四气缸、安装在第三支架上且与第四气缸滑动连接的调节架、安装在调节架上与驱动器和裁切刀连接的滑块。
8.作为优选,所述的驱动器为气缸、液压缸或电推杆。
9.作为优选,所述的导向定位转绕轴上设有卷绕插槽,所述的导向定位转绕轴前端还设有与卷绕插槽连通的导向喇叭口,所述的抓取装置上安装有与导向定位转绕轴位置相对应的第七气缸,所述的第七气缸上安装有顶伸柱。
10.作为优选,所述的操作台上安装有与超声波焊接机位置相对应的焊接台。
11.作为优选,所述的操作台上安装有与第六气缸连接的第四支架,所述的第六气缸上安装有切割座,所述的切割座上设有弧形刀槽。
12.作为优选,所述的机械夹具包括安装在第三驱动装置上的第五支架,安装在第五支架上的第一夹紧气缸、第二夹紧气缸和第三夹紧气缸,所述的操作台上还安装有与第三夹紧气缸位置相对应的取料机构,所述的取料机构包括安装在操作台上的第六支架、安装在第六支架上被plc控制器控制的第八气缸、滑动安装在第六支架上且与第八气缸连接的第七支架、安装在第七支架上被plc控制器控制的第四夹紧气缸,所述的第一夹紧气缸、第二夹紧气缸和第三夹紧气缸的夹紧臂上均安装有定径环。
13.作为优选,所述的操作台还安装有防尘罩,所述的防尘罩上设有观察窗。
14.本发明的有益效果:通过本设备的设置,通过输送装置、裁切装置、卷绕装置、超声波焊接机、导角切割装置和抓取装置以及plc控制器的全程控制配合,可将绝缘卷纸自动生产缠绕成型,提高产品质量,提升了生产效率;通过防尘罩的设置,将套管生产的整个过程封装起来,并通过观察窗可以查看生产过程,解决了套管生产过程中沾染灰尘或其它物品的问题,提升了套管的生产质量;通过导角切割装置的设置,将焊接后的套管端面进行导角切除处理,圆滑的导角在实际使用过程中不易对线缆外皮造成破坏,提升套管使用安全性;
通过定径环的设置,当设备生产不同外径的套管时,只需在夹紧气缸的夹紧臂上更换配套的定径环即可,可实现不同口径的套管生产,操作简单、适应性强;通过牵引机构的设置,采用负压吸附来代替橡胶传送轮,解决了橡胶传送轮磨损后无法输送卷纸或卡纸,提升生产效率;通过裁切装置的设置,采用侧面裁切的方式,在更换切刀时更方便,只需将更换的切刀安装在滑块上即可,操作简单方便;同时采用侧面斜向切割阻力小、纸张不易滑动,提升切割质量;通过卷绕装置的设置,将卷纸快速卷绕成型,利用第七气缸将卷绕好的套筒进行修整,解决了缠绕后两端出现螺旋凸出的问题,提升了产品的质量。
附图说明
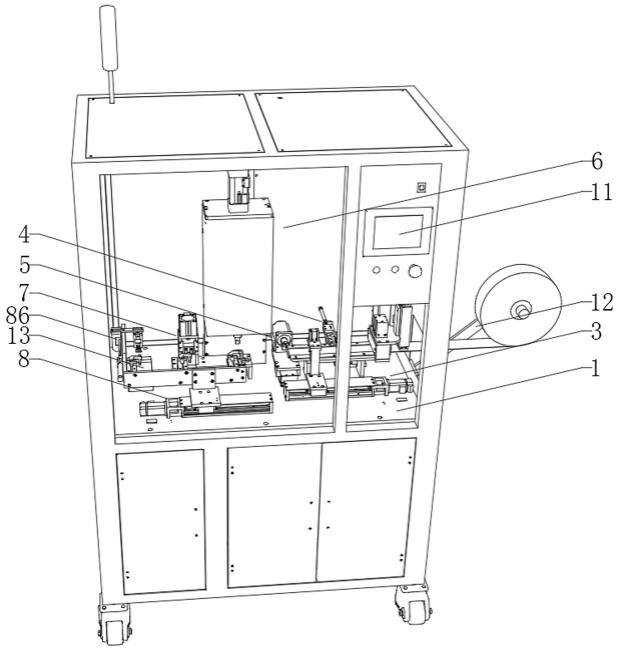
15.图1为本发明专利的整体结构示意图;图2为本发明专利的内部结构示意图;图3为本发明专利操作台局部结构示意图;图4为本发明专利的输送装置结构示意图;图5为本发明专利的牵引机构结构示意图;图6为本发明专利的裁切装置结构示意图;图7为本发明专利的卷绕装置结构示意图;图8为本发明专利的a处结构放大示意图;图9为本发明专利的导角切割装置结构示意图;图10为本发明专利的抓取装置结构示意图;图11为本发明专利的取料机构结构示意图;图12为本发明专利电动滑台结构示意图。
16.图中标识:1操作台、11plc控制器、12上料架、13下料槽、14防尘罩、15观察窗、3输送装置、31第一支架、32第一驱动装置、33第一气缸、34第二气缸、35牵引机构、351第二支架、352第三气缸、353连接块、354吸盘、4裁切装置、41第三支架、42驱动器、43裁切刀、45第四气缸、46调节架、47滑块、5卷绕装置、51第二驱动装置、52电机、53限位台、54导向定位转绕轴、541卷绕插槽、542导向喇叭口、55第七气缸、56顶伸柱、6焊接装置、61第五气缸、62超声波焊接机、63焊接台、7导角切割装置、71切割支架、72第六气缸、73切割座、74弧形刀槽、8抓取装置、81第三驱动装置、82第五支架、83第一夹紧气缸、84第二夹紧气缸、85第三夹紧气缸、86取料机构、861第六支架、862第八气缸、863第七支架、864第四夹紧气缸、88定径环、91框架、92伺服电机、93传动丝杆、94传动块。
具体实施方式
17.下面我们结合附图对本发明所述的一种绝缘套管的自动成型生产设备做进一步的详细说明。
18.参阅附图1至12所示,本实施例中一种绝缘套管的自动成型生产设备,一种绝缘套管的自动成型生产设备,包括操作台1、安装在操作台1上plc控制器11,所述的操作台1上设有上料架12和下料槽13,其特征还包括安装在操作台1上的输送装置3、安装在操作台1上的
裁切装置4、安装在操作台1上且与输送装置3相适配的卷绕装置5、安装在操作台1上的焊接装置6、安装在操作台1上的导角切割装置7、安装在操作台1上的抓取装置8,所述的操作台1还安装有防尘罩14,所述的防尘罩14上设有观察窗15;本设备通过输送装置3、裁切装置4、卷绕装置5、焊接装置6、导角切割装置7和抓取装置8以及plc控制器11的全程控制配合,可将绝缘卷纸自动生产缠绕成型,提高产品质量,提升了生产效率;通过防尘罩14的设置,将套管卷绕生产的整个过程利用防尘罩14进行防护,并通过观察窗15可以查看生产过程,解决了套管生产过程中沾染灰尘或其它物品的问题,提升了套管的生产质量。
19.所述的第一驱动装置32、第二驱动装置51和第三驱动装置81均为电动滑台,所述的电动滑台包括通过螺栓安装在操作台1上的滑动座91、通过螺栓安装在滑动座91上被plc控制器11通过线缆控制的伺服电机92、活动安装在滑动座91上且与伺服电机92驱动轴连接的传动丝杆93、安装在传动丝杆93上且与滑动座91滑动连接的传动块94;电动滑台的工作过程如下:打开plc控制器11上控制伺服电机92启动的按钮,伺服电机92启动并带动传动丝杆93转动,传动丝杆93通过旋转运动带动传动块94沿着滑动座91作直线运动,从而实现传动块94的移动。
20.本发明中的plc控制器11均通过导线与第一气缸33、第二气缸34、第三气缸352、第四气缸45、第五气缸61、第六气缸72、第七气缸55和第八气缸862连接,第一气缸33、第二气缸34、第三气缸352、第四气缸45、第五气缸61、第六气缸72、第七气缸55和第八气缸862上均连接有进气管和出气管,所述的进气管和出气管上安装有通过线缆被plc控制器11控制的电磁阀,plc控制器11通过控制电磁阀来控制阀路切换,进而控制与气缸连接的进气管和出气管上的气路开闭状态,从而控制气缸的动作。
21.众所周知,吸盘354的工作原理由空气泵通过气管、真空发生器与吸盘354连接,而plc控制11控制气管上的电磁阀的气路切换,从而使吸盘354产生负压,将绝缘卷纸吸附。
22.所述的输送装置3包括通过螺栓安装在操作台1上被plc控制器11控制的第一驱动装置32以及安装在第一驱动装置32上的上料输送结构,所述的上料输送结构包括通过螺栓安装在操作台1上的第一支架31、通过螺栓安装在第一支架31上被plc控制器11控制的第一气缸33、通过螺栓安装在第一气缸33的一侧与plc控制器11控制的第二气缸34和安装在第一驱动装置32且与第一支架31相适配的牵引机构35,所述的牵引机构35包括通过螺栓安装在第一驱动装置32的传动块94上的第二支架351、通过螺栓安装在第二支架351上被plc控制器11控制的第三气缸352、滑动安装在第二支架351上且与第三气缸352通过螺栓连接的连接块353、通过螺栓安装在连接块353上且位于第一支架31上方的吸盘354;通过上料输送结构的设置,将上料架12上的绝缘卷纸在第一气缸33和第二气缸34配合下,将绝缘卷纸放松,再利用第一驱动装置32带动牵引机构35将绝缘卷纸从第一支架31的一侧输送至卷绕装置5相对应的位置;同时采用吸盘354对绝缘卷纸进行吸附输送来代替传统的橡胶轮输送,解决了橡胶传送轮长期使用造成橡胶轮表面磨损,导致橡胶轮表面与绝缘卷纸的摩擦间隙增大后输送效率低的问题,从而提升了绝缘卷纸的输送质量和效率。
23.本输送装置3工作过程:由plc控制器11控制第一驱动装置32的传动块94带动第二支架351向上料架12方向移动至第一气缸33的一侧,通过plc控制器11控制第一气缸33将绝缘卷纸按压在第一支架31上,plc控制器11继续控制第二气缸34向下伸出,使缠绕在上料架12上的绝缘卷纸展开放松后,通过plc控制器11收起第一气缸33和第二气缸34,再通过plc
控制器11控制第三气缸352带动连接块353向下移动,直至吸盘354与绝缘卷纸的表面接触后,通过plc控制器11控制吸盘354气管上的电磁阀气路流通,使吸盘354产生吸力将绝缘卷纸吸附住,,同时通过plc控制器11控制第一驱动装置32的传动块94向另一侧方向移动,使处于第一支架31上的绝缘卷纸跟随吸盘354一起移动,直至绝缘卷纸到达导向定位转绕轴54的位置后停止,即完成单次的绝缘卷纸输送操作。
24.所述的裁切装置4包括安装于操作台1上的驱动器42、安装在驱动器42上被驱动的裁切刀43,所述的驱动器42上通过螺栓安装有与操作台1连接的第三支架41、通过螺栓安装在第三支架41上被plc控制器11控制的第四气缸45、滑动安装在第三支架41上且与第四气缸45通过螺栓连接的调节架46、通过螺栓安装在调节架46上与驱动器42和裁切刀43连接的滑块47,所述的驱动器42为气缸、液压缸或电推杆;通过裁切装置4的设置,采用在第一支架31侧面对绝缘卷纸进行裁切,相比于传统的垂直裁切而言,侧向裁切的绝缘卷纸切面更光滑,侧面斜向切割阻力小、纸张不易滑动,提升切割质量;同时更换切刀时,只需通过松动滑块47上螺栓取下裁切刀43后即可快速更换,操作简单方便。
25.本裁切装置4工作过程:首先通过plc控制器11控制第四气缸45向上移动,第四气缸45带动调节架46沿着第三支架41向上移动,并使裁切刀43的刀口位置对准第一支架31,通过plc控制器11控制输送装置3将绝缘卷纸输送至指定位置后,再通过plc控制器11控制驱动器42沿着调节架46向前推动滑块47,从而使裁切刀43从绝缘卷纸的一侧快速向另一侧切割,切割完成后通过plc控制器11控制驱动器42将裁切刀43收回;当需要更换裁切刀43时,只需松开固定在裁切刀43上的螺栓,取下裁切刀43后更换上新的,再通过螺栓将其进行固定即可。
26.所述的导角切割装置7包括通过螺栓安装在操作台1上被plc控制器11控制的第六气缸72,所述的操作台1上通过螺栓安装有与第六气缸72连接的第四支架71,所述的第六气缸72上通过螺栓安装有与第四支架71滑动连接的切割座73,所述的切割座73上设有弧形刀槽74;通过导角切割装置7的设置,将焊接后的套管端面进行导角切除操作,圆滑的导角在实际使用过程中不易对线缆外皮造成破坏,提升套管使用安全性。
27.本导角切割装置7工作过程:通过plc控制器11控制第六气缸72带动切割座73沿着第四支架71快速向下滑动,使弧形刀槽74对套管焊接端面快速切除,从而实现套管导角切割。
28.所述的抓取装置8包括通过螺栓安装在操作台1被plc控制器11控制的第三驱动装置81,安装在第三驱动装置81上被plc控制器11控制的若干机械夹具,所述的机械夹具包括通过螺栓安装在第三驱动装置81的传动块94上的第五支架82,通过螺栓安装在第五支架82上的第一夹紧气缸83、第二夹紧气缸84和第三夹紧气缸85,所述的操作台1上还安装有与第三夹紧气缸85位置相对应的取料机构86,所述的取料机构86包括通过螺栓安装在操作台1上的第六支架861、通过螺栓安装在第六支架861上与plc控制器11控制的第八气缸862、滑动安装在第六支架861上且与第八气缸862连接的第七支架863、通过螺栓安装在第七支架863上与plc控制器11控制的第四夹紧气缸864,所述的第一夹紧气缸83、第二夹紧气缸84和第三夹紧气缸85的夹紧臂上通过螺栓安装均安装有半圆形的定径环88;通过定径环88的设置,当设备需要生产不同外径的套管时,只需松开夹紧臂上用于固定定径环88的螺栓,更换上符合尺寸的定径环88后拧紧螺栓即可,从而实现不同外径的套管生产,操作简单、适应性
强。
29.本抓取装置8工作过程:通过plc控制器11控制第三驱动装置81上的传动块94带动第五支架82向第一支架31方向移动,使导向定位卷绕轴54处于第一夹紧气缸83的定径环88内,第二夹紧气缸84处于焊接装置6相对应的位置,第三夹紧气缸85处于导角切割装置7相对应的位置,此时通过plc控制器11控制卷绕装置5对第一支架31上的绝缘卷纸进行卷绕后,使卷绕后的绝缘卷纸处于定径环88中,再通过plc控制器11控制传动块94带动第五支架82向下料槽13方向移动,将第一夹紧气缸83上卷绕好的套管输送至焊接装置6进行焊接、第二夹紧气缸84把焊接好的套管输送至第四支架71上进行导角切割、第三夹紧气缸85把导角切割完成的套筒输送至下料槽13相对应的位置,通过plc控制器11控制第八气缸862带动第七支架863沿着第六支架861移动至第三夹紧气缸85的定径环88处,通过plc控制器11控制第四夹紧气缸864对定径环88上的套管进行夹持操作后,plc控制器11继续控制第八气缸862带动第四夹紧气缸864向后回缩,直至第四夹紧气缸864处于下料槽13的正上方,通过plc控制器11控制第四夹紧气缸864的夹紧臂打开,使套管自然下落至下料槽13中,完成产品下料。
30.所述的卷绕装置5包括通过螺栓安装在操作台1上被plc控制器11控制的第二驱动装置51、通过螺栓安装在第二驱动装置51的传动块94上被plc控制器11控制的电机52、设置在上料输送结构上的限位台53和通过螺栓安装在电机52的驱动轴上且穿过限位台53的导向定位转绕轴54,所述的导向定位转绕轴54上设有卷绕插槽541,所述的导向定位转绕轴54前端还设有与卷绕插槽541连通的导向喇叭口542,所述的抓取装置8上通过螺栓安装有与导向定位转绕轴54位置相对应的第七气缸55,所述的第七气缸55上安装有顶伸柱56;通过将绝缘卷纸插入卷绕插槽541,并控制电机52快速缠绕成型,使缠绕好的绝缘卷纸处于定径环88中,将导向定位转绕轴54抽离,使绝缘卷纸处于限位台53和第七气缸55之间,通过plc控制器11控制第七气缸55推动顶伸柱56,将缠绕好的绝缘卷纸两端分别顶在限位台53和顶伸柱56上,解决了绝缘卷纸缠绕后两端出现螺旋凸出的问题,提升了产品缠绕的质量。
31.该卷绕装置5的工作过程:通过plc控制器11控制第二驱动装置51上的传动块94带动导向定位转绕轴54穿过限位台53,并将处于第一支架31上的绝缘卷纸经过导向喇叭口542快速插入卷绕插槽541中,此时通过plc控制器11控制抓取装置8移动至指定位置,并使第一夹紧气缸83上的定径环88夹持在导向定位转绕轴54的外侧,再通过plc控制器11控制电机52快速转动,从而将处于第一支架31上的绝缘卷纸快速卷绕成型在导向定位转绕轴54上,通过plc控制器11控制第二驱动装置51上的传动块94向后移动,使导向定位转绕轴54脱离限位台53,此时卷绕好的绝缘卷纸依靠自身的弹性紧贴在定径环88的内壁上,通过plc控制器11控制第七气缸55推动顶伸柱56,将处于定径环88中的绝缘卷纸两端分别顶在限位台53和顶伸柱56上,对其端面进行修整,防止绝缘卷纸卷绕成型后两侧产生螺旋凸出,即完成单个绝缘卷纸的卷绕成型操作。
32.所述的焊接装置6包括通过螺栓安装在操作台1上被plc控制器11控制的第五气缸61和安装在操作台1且与第五气缸61连接的超声波焊接机62,所述的超声波焊接机62通过导线被plc控制器11控制,所述的操作台1上通过螺栓安装有与超声波焊接机62位置相对应的焊接台63;本焊接装置6工作过程:通过plc控制器11控制第五气缸61推动超声波焊接机62垂直向下移动,对处于焊接台63上的套管进行超声波焊接,待焊接完成后,通过plc控制
器11控制第五气缸61带动超声波焊接机62向上回缩,等待下一次焊接作业。
33.本发明工作过程中,首先将绝缘卷纸安装在上料架12上,使绝缘卷纸在上料架12上可以灵活滚动,将卷纸穿过第一气缸33后安装在第一支架31上,完成对卷纸的安装;通过plc控制器11控制第一气缸33将绝缘卷纸按压在第一支架31上,plc控制器11继续控制第二气缸34向下伸出,使缠绕在上料架12上的绝缘卷纸展开放松后使第二气缸34收回,继续保持第一气缸33按压动作,通过plc控制器11控制第三气缸352带动连接块353向下移动,直至吸盘354与绝缘卷纸的表面接触后,通过plc控制器11控制吸盘354气管上的电磁阀气路流通,使吸盘354产生吸力将绝缘卷纸吸附住,此时通过plc控制器11控制第一气缸33向上抬起,不再将绝缘卷纸按压在第一支架31上,同时通过plc控制器11控制第一驱动装置32的传动块94向另一侧方向移动,使处于第一支架31上的绝缘卷纸跟随吸盘354一起移动,直至绝缘卷纸到达导向定位转绕轴54的位置后停止,plc控制器11控制第一气缸33将绝缘卷纸再次按压在第一支架31上;通过plc控制器11控制驱动器42沿着调节架46快速向前推动滑块47,滑块47带动裁切刀43从第一支架31的侧面对绝缘卷纸快速裁切后,由plc控制器11控制驱动器42恢复至原位;通过plc控制器11控制第二驱动装置51上的传动块94带动导向定位转绕轴54穿过限位台53,并将处于第一支架31上的绝缘卷纸经过导向喇叭口542快速插入卷绕插槽541中并保持不动,此时plc控制器11控制第三驱动装置81上的传动块94带动第五支架82向第一支架31方向移动,使第一夹紧气缸83上定径环88移动至导向定位转绕轴54外侧,plc控制器11控制第一夹紧气缸83将定径环88夹持在导向定位转绕轴54的外侧,并使定径环88与导向定位转绕轴54的轴心保持一致,夹紧后的定径环88与绝缘卷纸之间留有间隙,便于绝缘卷纸的卷绕,同时处于第五支架82上的第二夹紧气缸84同步移动至焊接台63,第三夹紧气缸85同步移动至第四支架71;通过plc控制器11控制吸盘354气管上的电磁阀气路关闭,使吸盘354吸力消失,吸盘354不再吸附绝缘卷纸,plc控制器11控制电机52快速转动,将处于第一支架31上的绝缘卷纸快速卷绕在导向定位转绕轴54上后,通过plc控制器11控制第二驱动装置51上的传动块94向后移动,使导向定位转绕轴54脱离限位台53,此时卷绕好的绝缘卷纸依靠自身的弹性紧贴在定径环88的内壁上,通过plc控制器11控制第七气缸55推动顶伸柱56,将处于定径环88上的绝缘卷纸两端分别顶在限位台53和顶伸柱56上后,plc控制器11控制第七气缸55收回顶伸柱56;plc控制11控制第三驱动装置81上的传动块94带动第五支架82向下料槽13方向移动,同步将卷绕好的套管从导向定位转绕轴54处移动至焊接台63进行焊接作业、处于焊接台63上的套管移动至第四支架71上进行切割操作、处于第四支架71上的套管移动至取料机构86对应的位置,通过plc控制器11控制第八气缸862带动第七支架863沿着第六支架861移动至第三夹紧气缸85的定径环88处,通过plc控制器11控制第四夹紧气缸864对定径环88上的套管进行夹持操作后,plc控制器11继续控制第八气缸862带动第四夹紧气缸864向后回缩,直至第四夹紧气缸864处于下料槽13的正上方,通过plc控制器11控制第四夹紧气缸864的夹紧臂打开,使套管自然下落至下料槽13中,在套管进行焊接、导角切割、下料的过程中,plc控制器11同时控制输送装置3将上料架12上的绝缘卷纸继续输送至第一支架31上,并对其进行裁切;整个绝缘卷纸的输送、裁切、卷绕、焊接、导角切割、下料流程,无需手动操作,整个生产过程由plc控制器11自动控制,大大提升了产品的生产效率。
34.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后
的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1