汽车方向盘防粘PU发泡模具的制作方法
汽车方向盘防粘pu发泡模具
技术领域
1.本实用新型涉及模具生产制造技术领域,特别是涉及一种汽车方向盘防粘pu发泡模具。
背景技术:
2.发泡成型的模具就是塑料发泡模具。也就是将发泡性材料直接注入模具内,使其受热熔融,形成气液饱和溶液,通过成核作用,形成大量微小泡核,泡核增长,制成泡沫塑件。在使用发泡模具生产pu发泡制品时,由于不同的产品所采用的产品结构各有不同,而pu发泡材料性质会影响产品在脱模时的难易程度,例如,在汽车制造行业,多采用pu发泡料成型汽车方向盘,由于pu发泡料本身的材料性质,在成型之后,汽车方向盘的外侧面容易与模具的型腔粘连,增加了汽车方向盘的脱模难度,容易在脱模时造成汽车方向盘的拉裂,从而降低良品率。
3.现有的用于生产pu发泡料制品的模具常采用在模具表面喷涂脱模剂的方式来解决脱模难的问题,而喷涂脱模剂有以下缺点:
4.1、喷涂脱模剂会粘到模具表面不容易清洗,堆积还会容易导致模具困气,影响产品的质量。
5.2、喷涂脱模剂需要专业面罩保护操作者,使用时间长还会影响人体健康。
6.3、脱模剂形成的蜡膜会跟随产品一起吸附到产品表面,影响后端产品包覆皮革,需要人工打磨去除蜡层,如此,降低了生产效率,增加了生产成本。
技术实现要素:
7.本实用新型的目的是克服现有技术中的不足之处,提供一种无需喷涂脱模剂,就能解决产品脱模难的问题,从而不仅能提高产品的生产质量及生产效率,还能降低加工成本的汽车方向盘防粘pu发泡模具。
8.本实用新型的目的是通过以下技术方案来实现的:
9.一种汽车方向盘防粘pu发泡模具,包括:成型前模及成型后模,所述成型前模上开设有第一前模凹槽及第二前模凹槽,所述第一前模凹槽与所述第二前模凹槽连通,所述第一前模凹槽表面设置有第一前模防粘层,所述第二前模凹槽内侧壁的表面设置有第二前模防粘层,所述成型后模上开设有后模凹槽,所述后模凹槽表面设置有第一后模防粘层,且所述成型后模上还设置有后模凸台,所述后模凹槽与所述后模凸台连接,且所述后模凸台外侧壁的表面设置有第二后模防粘层;所述成型前模与所述成型后模相扣合时,所述第一前模凹槽与所述后模凹槽共同构成方向盘上环形手柄的第一成型模腔,所述第二前模凹槽的内侧壁与所述后模凸台的外侧壁共同构成方向盘上连接部的第二成型模腔。
10.在其中一个实施例中,所述第一前模防粘层为纳米防粘涂层。
11.在其中一个实施例中,所述成型前模上开设有导向孔。
12.在其中一个实施例中,所述第一后模防粘层为纳米防粘涂层。
13.在其中一个实施例中,所述成型前模上开设有第一避位槽。
14.在其中一个实施例中,所述成型后模上开设有第二避位槽,所述成型前模与所述成型后模相扣时,所述第二避位槽与所述第一避位槽相对齐设置。
15.在其中一个实施例中,所述成型后模上还设置有冷却道。
16.在其中一个实施例中,所述后模凸台上还设置有排气螺接件。
17.与现有技术相比,本实用新型至少具有以下优点:
18.本实用新型的汽车方向盘防粘pu发泡模具通过设置成型前模、成型后模、以及在成型前模的第一前模凹槽及第二前模凹槽处分别设置第一前模防粘层及第二前模防粘层,在成型后模的后模凹槽及后模凸台上分别设置第一后模防粘层及第二后模防粘层,从而能够通过成型前模及成型后模对汽车方向盘进行成型处理,还能够通过各区域的防粘层,实现模具无需喷涂脱模剂,就能解决产品脱模难的问题,从而不仅能提高产品的生产质量及生产效率,还能降低加工成本。
附图说明
19.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍。
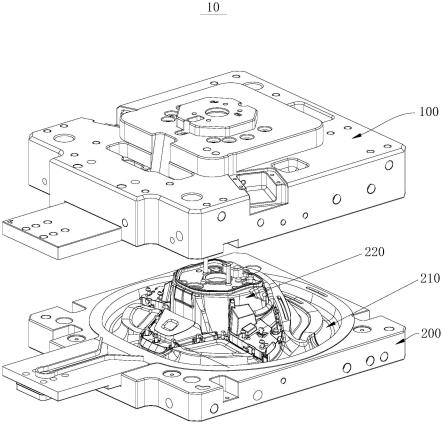
20.图1为本实用新型一实施例中的汽车方向盘防粘pu发泡模具的结构示意图;
21.图2为图1中的汽车方向盘防粘pu发泡模具的另一视角的结构示意图;
22.图3为图1中的汽车方向盘防粘pu发泡模具的成型前模的结构示意图;
23.图4为图1中的汽车方向盘防粘pu发泡模具的成型后模的结构示意图;
24.图5为图1中的汽车方向盘防粘pu发泡模具的成型后模的剖视结构示意图。
具体实施方式
25.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。结合图1、图2、图3、图4及图5所示,一种汽车方向盘防粘pu发泡模具10包括:成型前模100及成型后模200,成型前模100上开设有第一前模凹槽110及第二前模凹槽120,第一前模凹槽110与第二前模凹槽120连通,第一前模凹槽110表面设置有第一前模防粘层,第二前模凹槽120内侧壁的表面设置有第二前模防粘层,成型后模200上开设有后模凹槽210,后模凹槽210表面设置有第一后模防粘层,且成型后模200上还设置有后模凸台220,后模凹槽210与后模凸台220连接,且后模凸台220外侧壁的表面设置有第二后模防粘层;成型前模100与成型后模200相扣合时,第一前模凹槽110与后模凹槽210共同构成方向盘上环形手柄的第一成型模腔,第二前模凹槽120的内侧壁与后模凸台220的外侧壁共同构成方向盘上连接部的第二成型模腔。
26.需要说明的是,由第一成型模腔与第二成型模腔共同构成汽车方向盘的成型腔,其中,第一前模凹槽110表面设置有第一前模防粘层,第二前模凹槽120内侧壁的表面设置有第二前模防粘层,后模凹槽210表面设置有第一后模防粘层,后模凸台220外侧壁的表面设置有第二后模防粘层,从而使汽车方向盘的成型腔上附着一层防粘保护膜,通过防粘保护膜,可以有效解决成品脱模难的问题,且防粘保护膜呈现出来的是光亮的镜面效果,不会产生任何杂质附着在产品表面,从而保证了产品的质量,以及无需后期处理,从而提高了生
产效率。具体地,在对汽车方向盘防粘pu发泡模具10的成型腔设置防粘层前,需要先将成型腔进行抛光处理,抛光打磨至镜面效果,然后再在成型腔的表面进行不粘涂层效果处理,处理完成后模具表面会有一层防粘保护膜,硬度60
°
hrc以上,如此,可以进一步保证成型腔的表面精度,从而提高产品的生产质量,成型腔的表面精度高,可以进一步降低汽车方向盘的表面与成型腔表面的粘黏力度,从而更便于脱模。具体的,成型前模100与发泡注塑机的注塑端连接,成型后模200与发泡注塑机的移动端连接,在进行汽车方向盘的注塑过程中,需要将已经处理好的汽车方向盘金属骨架放入成型前模100上,而后,发泡注塑机的移动端带动成型后模200向成型前模100的方向移动,直到成型后模200与成型前模100处于合模状态,发泡注塑机的注塑端向成型前模100喷射料液,料液流入汽车方向盘的成型腔,并逐渐变为发泡膨胀状态,之后发泡注塑机的移动端再次带动成型后模200向远离成型前模100的方向移动,最后就是对汽车方向盘进行脱模处理,由于成型腔的各区域都设置了一层防粘层,所以在脱模过程中更加顺畅。
27.进一步地,第一前模防粘层为纳米防粘涂层。
28.需要说明的是,第一前模防粘层为纳米防粘涂层,如此,可以使汽车方向盘的成型腔的表面在做了不沾涂层效果处理后,呈现出镜面光亮的效果,如此可以防止汽车方向盘的成型腔与pu发泡料粘黏,由于防粘涂层是纳米级别的,所以不会与脱模剂一样,会在模具表面生成蜡膜,也不会附着在产品的表面,所以无需数次清洗模具,也无需增加人工打磨去除产品的蜡层,如此,可以进一步提高生产效率,降低生产成本。同样的,在本实施例中,第一后模防粘层也为纳米防粘涂层,第一后模防粘层所达到的防粘效果与第一前模防粘层所达到的防粘效果相同;进一步地,第二前模防粘层以及第二后模防粘层也为纳米防粘涂层,且所达到的防粘效果与第一前模防粘层所达到的防粘效果相同,如此,在模具的表面所有能接触到pu发泡料的区域都设置一层纳米防粘层,从而减少汽车方向盘在脱模时出现拉裂现象,保证产品的生产质量。
29.一实施方式中,成型前模100上开设有导向孔130。
30.需要说明的是,成型后模200上也开设有安装孔,安装孔用于安装导向杆,故而,安装孔与导向孔130相对齐,导向杆的一端安装固定在安装孔上,导向杆的另一端则滑动穿设于导向孔130上,通过导向孔130及导向杆的作用,可以提高模具的定位精度,从而进一步提高产品的生产质量。
31.一实施方式中,成型前模100上开设有第一避位槽140。
32.需要说明的是,第一避位槽140用于安装限位凸块,第一避位槽140设置有四个,四个第一避位槽140分别设置在成型前模100的四条边上,限位凸块朝向成型后模200的一侧上设置有凸起部,在本实施例中,成型后模200上开设有第二避位槽230,成型前模100与成型后模200相扣时,第二避位槽230与第一避位槽140相对齐设置,同样的,第二避位槽230用于安装限位凹块,第二避位槽230设置有四个,四个第二避位槽230分别设置在成型后模200的四条边上,限位凹块朝向成型前模100的一侧上开设有凹槽,成型前模100与成型后模200相扣合时,限位凸块的凸起部容置于限位凹块的凹槽内,如此,也可以进一步保证成型前模100与成型后模200合模时的定位精度,从而进一步提高产品的生产质量。
33.一实施方式中,成型后模200上还设置有冷却道250。
34.需要说明的是,冷却道250设置有多条,多条冷却道250分布在成型后模200的内
部,并集中于后模凹槽210及后模凸台220等区域上,且成型后模200的外侧壁上开设有多个冷却道口,冷却道口与冷却道250连通,冷却道口外接进水接头,在进行注塑成型时,通过进水接头连接供水设备,冷水进入冷却道250,对汽车方向盘的成型腔各区域进行冷却处理,如此,不仅可以加快成型速度,提高生产效率,还可以通过热胀冷缩原理,使汽车方向盘遇冷收缩,从而减少汽车方向盘的表面与成型腔外表面的粘黏力度,从而进一步使汽车方向盘更容易脱模,提高产品的生产质量。
35.一实施方式中,后模凸台220上还设置有排气螺接件260。
36.需要说明的是,排气螺接件260设置在后模凸台220的上方,在进行注塑成型处理时,通过排气螺接件260,可以将汽车方向盘的成型腔内的空气排出,如此,可以避免汽车方向盘出现成型缺陷,从而提高产品的生产质量。此外,由于汽车方向盘防粘pu发泡模具10的汽车方向盘成型腔上设置的是纳米防粘涂层,所以不会生成杂质将排气螺接件260的排气孔堵住,从而进一步避免出现困气现象。
37.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1