罩装配用帽以及罩的制作方法
1.本发明涉及在汽车的发动机等被罩体上装配隔音用的罩时使用的罩装配用帽和使用该帽的罩。
背景技术:
2.例如在汽车的发动机上安装有隔音用的发动机罩。该发动机罩如专利文献1、2所公开的那样,在突出设置于背面的多个承受部内保持有向下方开口的橡胶制的安装构件、帽。通过将该安装构件或帽紧靠发动机的表面上突出设置的球头螺栓等安装销进行压入,从而装备发动机罩。特别是在专利文献1中,安装构件与发动机罩一体成形,在专利文献2中,帽分体地嵌合于承受部,但在该帽中设置有狭缝,实现了压入安装销时的载荷的降低。
3.现有技术文献
4.专利文献
5.专利文献1:日本专利第6073610号公报
6.专利文献2:日本特开2006
‑
336743号公报
技术实现要素:
7.发明要解决的问题
8.上述罩由隔音性高的聚氨酯形成,与此相对,当帽由橡胶形成时,由于聚氨酯与橡胶的粘接性差,因此需要底涂层等的粘接处理,工时增加而导致成本上升。若将帽设为与聚氨酯具有粘接性的树脂制,则不需要粘接处理且也实现轻量化,但由于在树脂制中不会像橡胶那样发生压缩变形,因此在与安装销嵌合或拆卸时需要较大的力,装卸所涉及的作业性变差,而且还产生由于装卸时的过度的压入、拉伸而导致帽破损的可能性。
9.因此,本发明的目的在于提供一种能够使与罩的拆装有关的作业性良好且也实现轻量化、成本降低的罩装配用帽以及罩。
10.用于解决课题的手段
11.为了实现上述目的,技术方案1所记载的发明是一种罩装配用帽,其一体成形于在罩主体的背面突出设置的安装部,且供设置于被罩体的安装销的前端部嵌合,其特征在于,
12.罩装配用帽具备:凹部,其供前端部嵌合;以及拉拔防止部,其埋设于安装部内,防止从安装部脱落,凹部包括:开口端部,其具有比前端部的外径大的内径;嵌合部,其与开口端部连接设置,具有前端部的外径以下的入口,并收纳前端部;以及狭缝,其从开口端部沿着安装销的嵌合方向形成,在凹部的周向上隔开规定间隔地配置有多个,拉拔防止部包括位于各狭缝的延长线上的多个第一肋。
13.技术方案2所记载的发明的特征在于,在技术方案1的结构的基础上,第一肋与狭缝非连续地形成。
14.技术方案3所记载的发明的特征在于,在技术方案1的结构的基础上,第一肋与狭缝连续地形成。
15.技术方案4所记载的发明的特征在于,在技术方案1至3中任一项的结构的基础上,狭缝延伸设置至拉拔防止部。
16.技术方案5所记载的发明的特征在于,在技术方案1至4中任一项的结构的基础上,在拉拔防止部形成有将在拉拔防止部的周向上相邻的第一肋彼此在该周向上连结的第二肋。
17.技术方案6所记载的发明的特征在于,在技术方案1至5中任一项的结构的基础上,在开口端部的内表面形成有内径朝向嵌合部的入口逐渐变小的锥面。
18.技术方案7所述的发明的特征在于,在技术方案1至6中任一项的结构的基础上,凹部和拉拔防止部由热塑性树脂形成。
19.技术方案8所记载的发明的特征在于,在技术方案1至7中任一项的结构的基础上,狭缝为4个,随着从开口端部朝向嵌合部去而宽度逐渐变窄。
20.技术方案9所记载的发明的特征在于,在技术方案1至8中任一项的结构的基础上,罩为聚氨酯制。
21.为了实现上述目的,技术方案10所述的发明是一种罩,其具有罩主体和与设置于被罩体的安装销对应地突出设置于罩主体的背面的多个安装部,
22.在各安装部上一体成形有权利要求1至9中任一项所述的罩装配用帽。
23.发明效果
24.根据技术方案1及10所记载的发明,罩装配用帽的凹部包括:开口端部,其具有比安装销的前端部的外径大的内径;嵌合部,其与开口端部连接设置,具有前端部的外径以下的入口,并收纳前端部;以及狭缝,其从开口端部沿着安装销的嵌合方向形成,在凹部的周向上隔开规定间隔地配置有多个,拉拔防止部包含位于各狭缝的延长线上的多个第一肋,由此能够确保由狭缝引起的凹部的弹性变形,与罩的装卸有关的作业性变得良好。另外,也能够由树脂形成,因此能够实现轻量化,并且能够选择对聚氨酯制的罩粘接性高的树脂,从而不需要粘接处理,也能够实现成本降低。
25.根据技术方案2所记载的发明,在技术方案1的效果的基础上,由于第一肋与狭缝非连续地形成,因此能够将狭缝形成得较短,能够维持凹部的强度。
26.根据技术方案3所记载的发明,在技术方案1的效果的基础上,由于第一肋与狭缝连续地形成,因此狭缝的端部被第一肋加强。
27.根据技术方案4所记载的发明,在技术方案1至3中任一项的效果的基础上,狭缝延伸设置至拉拔防止部,因此能够将狭缝形成得更长,能够使凹部较大地弹性变形。
28.根据技术方案5所记载的发明,在技术方案1至4中任一项的效果的基础上,在拉拔防止部形成有将在拉拔防止部的周向上相邻的第一肋彼此在该周向上连结的第二肋,因此,拉拔防止部被加强,并且向拔出方向的阻力也增加。
29.根据技术方案6所记载的发明,在技术方案1至5中任一项的效果的基础上,在开口端部的内表面形成有内径朝向嵌合部的入口逐渐变小的锥面,因此安装销的前端部被顺畅地向入口引导,与罩的装配有关的作业性变得更加良好。
30.根据技术方案7所记载的发明,在技术方案1至6中任一项的效果的基础上,凹部和拉拔防止部由热塑性树脂形成,因此即使是聚氨酯制的罩也能够得到较高的粘接性。
31.根据技术方案8所记载的发明,在技术方案1至7中任一项的效果的基础上,狭缝为
4个,随着从开口端部向嵌合部去而宽度逐渐变窄,从而能够确保开口端部侧的较大的弹性变形。
32.根据技术方案9所记载的发明,在技术方案1至9中任一项的效果的基础上,罩为聚氨酯制,因此,能够实现进一步的轻量化。
附图说明
33.图1是表示在发动机上装配发动机罩的状态的说明图。
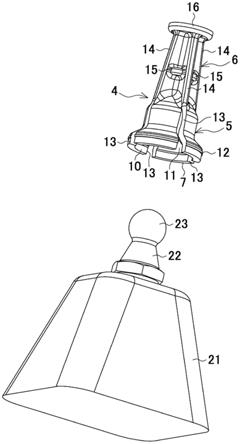
34.图2是将发动机侧的突起和罩装配用帽拔开而示出的分解立体图。
35.图3是罩装配用帽的立体图。
36.图4是罩装配用帽的说明图,以开口端侧为上方,(a)表示顶面,(b)表示正面,(c)表示底面。
37.图5中的(a)是图4的a
‑
a线放大剖视图,(b)是b
‑
b线放大剖视图。
38.图6是表示在发动机上装配有发动机罩的状态的说明图。
具体实施方式
39.以下,基于附图对本发明的实施方式进行说明。
40.图1是表示将作为罩的一例的发动机罩1装配于作为被罩体的发动机20的状态的说明图。首先,在发动机20的表面突出设置有发动机罩1的安装用的多个(在图1中仅示出1个)突起21、21
…
,在各突起21突出设置有作为将前端部23设为球状的金属制的安装销的球头螺栓22。
41.另一方面,发动机罩1具有:罩主体2,其由聚氨酯制,以非接触的方式覆盖发动机20的表面;以及多个(在图1中仅示出1个)安装部3、3
…
,它们在罩主体2的背面与球头螺栓22的位置对齐地向下突出设置,在各安装部3分别保持有罩装配用帽(以下简称为“帽”)4。
42.该帽4是与聚氨酯具有粘接性的能够一体发泡的热塑性树脂(例如pa6、pc/pet、abs等)制,如图2所示,成为随着从上端向下端去而逐渐扩径的棒状体。在帽4的下端的扩径侧形成有能够供球头螺栓22的前端部23嵌合的凹部5,在上端的缩径侧形成有埋设于安装部3而防止从安装部3脱落的拉拔防止部6。
43.首先,如图3~5所示,凹部5具备:开口端部7,其以比球头螺栓22的前端部23的外径大的直径进行开口;以及嵌合部8,其与开口端部7连接设置,具有直径比前端部23的外径小的入口9,并收纳前端部23。开口端部7的内表面由直径比前端部23的外径大的等径面10和随着从等径面10向入口9去而直径逐渐变小的锥面11形成。在开口端部7的外周形成有突条12。
44.而且,如图4、5所示,在凹部5,沿周向隔开等间隔地形成有4个从开口端部7沿轴向切入形成并到达嵌合部8的狭缝13、13
…
。各狭缝13的宽度以开口端部7侧的始端最宽、到达嵌合部8的终端最窄的方式形成为锥状。
45.接着,拉拔防止部6为具有从帽4的轴心朝径向呈放射状延伸的4个第一肋14、14
…
的横截面十字状,各第一肋14与凹部5的狭缝13的相位对齐而从狭缝13的终端连续形成,在轴向上位于狭缝13的延长线上。另外,在拉拔防止部6的轴向的大致中间部,在周向上形成有将在周向上相邻的第一肋14、14彼此连结的4个第二肋15、15
…
。
46.另外,各第一肋14以拉拔防止部6的外径随着向与凹部5相反的一侧去而逐渐变小的方式减小朝径向的突出量,在拉拔防止部6的该相反侧的端部,与直径比各第一肋14的径向外侧的面所形成的外径大的圆板部16连接设置。
47.在如以上那样构成的帽4以及发动机罩1中,在利用聚氨酯对发动机罩1进行发泡成形时,在各安装部3一体成形帽4。此时,如图1所示,帽4以凹部5的外周的突条12位于安装部3的突出面的方式一体成形。即,成为开口端部7比安装部3的端面稍微突出的状态。由此,帽4通过确保凹部5的弹性变形,并且将拉拔防止部6整体埋设于安装部3内,从而在利用第一肋14、第二肋15和圆板部16进行防脱及止转的状态下与安装部3一体化。
48.这样,保持帽4的发动机罩1以使各安装部3的位置与设置于发动机20的各球头螺栓22对齐的方式向发动机20侧分别压入各安装部3。于是,球头螺栓22的前端部23从帽4的开口端部7进入等径面10,由锥面11向入口9引导。在此,前端部23与入口9抵接,但由于凹部5因狭缝13而允许弹性变形,因此前端部23相对地推开入口9而进入嵌合部8。之后,如图6所示,凹部5恢复成原形而入口9卡止于前端部23的根部侧并保持前端部23。此时,入口9越过前端部23而恢复到原形,由此得到良好的嵌合感。因此,各球头螺栓22与各帽4连结而完成发动机罩1的安装。
49.另一方面,在拆下发动机罩1时,将发动机罩1的各安装部3向远离球头螺栓22的方向拉伸而将前端部23从帽4拔出。此时,帽4除了第一肋14之外,还通过第二肋15和圆板部16而与安装部3一体化,因此,在拔出方向上的阻力变大,不易产生帽4从安装部3脱落而残留在球头螺栓22上的情况。
50.这样,根据上述方式的帽4以及发动机罩1,帽4的凹部5包括:开口端部7,其具有比球头螺栓22的前端部23的外径大的内径;嵌合部8,其与开口端部7连接设置,具有比前端部23的外径小的入口9,并收纳前端部23;以及狭缝13,其从开口端部7沿着球头螺栓22的嵌合方向形成,在凹部5的周向上隔开规定间隔地配置有多个,拉拔防止部6包含位于各狭缝13的延长线上的多个第一肋14,由此能够确保由狭缝13引起的凹部5的弹性变形,与发动机罩1的装卸有关的作业性变得良好。另外,也能够由树脂形成,因此能够实现轻量化,并且能够选择对聚氨酯制的发动机罩1粘接性高的树脂,从而不需要粘接处理,也能够实现成本降低。
51.特别是在此,第一肋14形成为与狭缝13连续,因此狭缝13的端部被第一肋14加强。
52.另外,在拉拔防止部6形成有将在拉拔防止部6的周向上相邻的第一肋14、14彼此在该周向上连结的第二肋15,因此,拉拔防止部6被加强,并且向拔出方向的阻力也增加。
53.而且,在开口端部7的内表面形成有内径朝向嵌合部8的入口9逐渐变小的锥面11,因此球头螺栓22的前端部23被顺畅地向入口9引导,从而与发动机罩1的装配有关的作业性变得更加良好。
54.另一方面,凹部5和拉拔防止部6由热塑性树脂形成,因此即使是聚氨酯制的发动机罩1也能够得到较高的粘接性。
55.另外,由于将狭缝13设为4个,随着从开口端部7向嵌合部8去而宽度逐渐变窄,因此能够确保开口端部7侧的较大的弹性变形。
56.此外,由于发动机罩1是聚氨酯制的,因此有助于进一步的轻量化。
57.另外,在上述方式中,将第一肋与狭缝连续形成,但也可以与狭缝非连续地形成。
在该情况下,能够将狭缝形成得较短,能够维持凹部的强度。
58.另外,狭缝并不限于形成至嵌合部,也可以较长地延伸设置至拉拔防止部。在该情况下,能够将狭缝形成得更长,能够使凹部较大地弹性变形。
59.此外,凹部的构造也不限于上述方式,也可以省略开口端部的锥面,或者增减狭缝的数量。也可以使凹部的入口的直径与球头螺栓的前端部的外径相等。在拉拔防止部中,也能够省略第二肋,或者相反地在轴向上隔开规定间隔地形成多个第二肋。
60.而且,关于安装销,除了前端部为球状的球头螺栓以外,对于其他安装销也能够采用本发明的帽。在该情况下,只要使凹部的形状与安装销的前端部一致而形成为方筒状等即可。
61.另外,只要是以隔音为目的的罩,作为被罩体并不限于汽车的发动机,本发明也能够应用于压缩机、减速器、泵、马达等其他机械装置。
62.附图文字说明
63.1:发动机罩;2:罩主体;3:安装部;4:罩装配用帽;5:凹部;6:拉拔防止部;7:开口端部;8:嵌合部;9:入口;10:等径面;11:锥面;13:狭缝;14:第一肋;15:第二肋;20:发动机;21:突起;22:球头螺栓;23、前端部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1