全管体脉冲退磁装置和方法与流程
[0001]
本发明属于钢管管体退磁技术领域,尤其是涉及一种全管体脉冲退磁装置和方法。
背景技术:
[0002]
钢管行业的退磁主要难题是直流剩磁难以达标,按照api 5l要求,钢管退磁后剩磁小于30gs,钢管剩磁超标不仅影响后期管加工,也影响油井建设。
[0003]
目前国内通用方法是直流对冲、交流补充的方法退磁,速度满足在线要求,其原理是将钢管用直流线圈充磁到磁饱和,磁场方向固定,然后用磁场大小相同方向相反的直流磁场对冲,再用交流退磁线圈补充退磁,该方法的问题是因钢管钢级、厚度、成分等因素不一,磁饱和后所产生的剩磁不一致,用固定的方向对冲后有时可以退清,有时退不清,有时过量导致产生方向相反的直流剩磁,再用交流补充时直流剩磁难以退清,为了退清钢管剩磁,在线人员需要不停的调整对冲直流线圈中心磁场,并保证所有钢管穿过线圈时都要在线圈的中心位置,但效果依然差强人意。事实上是经过涡流磁饱和后的钢管在退磁后常出现80gs左右的剩磁,宝钢等也有德国的先进设备,他们采用低频方法进行退磁,但是需要低频20次变换极性退磁,也就是说钢管传输速度大约0.1米/秒,这是在线无法忍受的慢速度。
技术实现要素:
[0004]
本发明的目的是针对上述问题,提供一种全管体脉冲退磁装置;
[0005]
本发明的目的是针对上述问题,提供一种全管体脉冲退磁方法。
[0006]
为达到上述目的,本发明采用了下列技术方案:
[0007]
一种全管体脉冲退磁方法,包括:
[0008]
使两个退磁线圈通电,并使待退磁钢管依次穿过并远离直流退磁线圈和交流退磁线圈;
[0009]
且直流退磁线圈的中心磁场呈自待退磁钢管进入端至待退磁钢管离开端逐渐降低的渐变趋势。
[0010]
在上述的全管体脉冲退磁方法中,所述直流退磁线圈远离交流退磁线圈的一端的中心磁场大于待退磁钢管的磁感矫顽力;
[0011]
所述直流退磁线圈靠近交流退磁线圈的一端的中心磁场小于所述的磁感矫顽力。
[0012]
在上述的全管体脉冲退磁方法中,对所述的直流退磁线圈通脉冲电压。
[0013]
在上述的全管体脉冲退磁方法中,对所述的直流退磁线圈通低频脉冲电压,且待退磁钢管的穿越速度和直流退磁线圈的长度满足以下公式:
[0014][0015]
l,为直流退磁线圈长度,单位m;
[0016]
h,为低频脉冲电压的频率,单位hz;
[0017]
v,为待退磁钢管的穿越速度,单位m/s;
[0018]
5、根据权利要求4所述的全管体脉冲退磁方法,其特征在于,所述直流退磁线圈的长度大于或等于500mm;
[0019]
所述待退磁钢管的穿越速度小于或等于1-2m/s;
[0020]
所述的低频脉冲电压的频率为4-6hz。
[0021]
在上述的全管体脉冲退磁方法中,接收直流退磁线圈温度信号与交流退磁线圈温度信号,并在直流退磁线圈温度或交流退磁线圈温度超过相应的温度阈值时断开相应的退磁线圈;
[0022]
接收待退磁钢管运输辊道的动作信号,并在辊道停止运输时断开直流退磁线圈和交流退磁线圈。
[0023]
一种全管体脉冲退磁装置,包括退磁控制和退磁电源,所述的退磁控制连接有分别用于开关直流退磁线圈和交流退磁线圈的直流退磁开关和交流退磁开关,所述的退磁电源包括有分别用于为交流退磁线圈和直流退磁线圈供电的退磁交流电源和退磁直流电源,所述直流退磁线圈和交流退磁线圈的中心轴线位于同一水平线上,且所述直流退磁线圈自远离交流退磁线圈的一端至靠近交流退磁线圈的一端线圈匝数逐渐减少。
[0024]
在上述的全管体脉冲退磁装置中,所述的退磁直流电源连接有半波整流电路,所述的退磁控制包括用于为半波整流电路生成脉冲信号的脉冲发生电路,所述的半波整流电路连接于所述的直流退磁线圈以为直流退磁线圈提供脉冲电压。
[0025]
在上述的全管体脉冲退磁装置中,所述的退磁控制包括plc控制器,所述的plc控制器包括所述的脉冲发生电路,所述的脉冲发生电路连接有脉冲调制电路,且所述的脉冲调制电路用于使脉冲发生电路生成4-6hz的低频脉冲信号;
[0026]
所述直流退磁线圈的长度大于或等于500mm;
[0027]
所述的plc控制器连接有用于运输待退磁钢管的运输辊道,且所述运输辊道的运输速度小于或等于1m/s。
[0028]
在上述的全管体脉冲退磁装置中,所述的直流退磁线圈和交流退磁线圈处分别设置有直流温度传感器和交流温度传感器,所述的直流温度传感器和交流温度传感器均连接于所述的plc控制器;
[0029]
所述的运输辊道处设置有运动状态传感器,所述的运动状态传感器连接于所述的plc控制器。
[0030]
本发明的优点在于:能够用于钢管全长的消磁;采用低频方式保证退磁场对钢管上埋藏较深的剩磁进行干预;脉冲的方式使钢管上干预的退磁磁场快速变换极性,对钢管干预至少2-3次退磁场,能够清除钢管绝大部分剩磁,达到退磁效果;在线圈中将中心磁场由大到小变化,以强制钢管中直流剩磁由大变小,从而实现直接对钢管现有直流剩磁进行干预,让它越来越小而趋向于无;先直流后交流,在离开直流线圈一段距离处安装交流退磁线圈,用交流退磁线圈对钢管表面剩磁做清理,同时能够补充退掉钢管表面因各种工艺导致的表面剩磁。
附图说明
[0031]
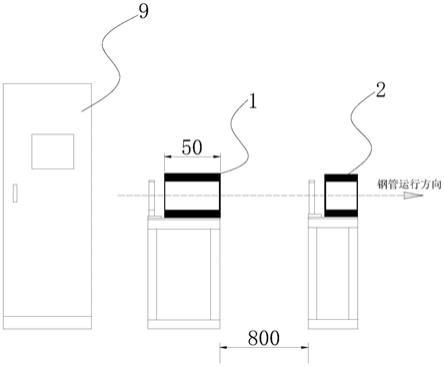
图1是本发明实施例一中全管体脉冲退磁装置的外形示意图;
[0032]
图2是本发明实施例一中全管体脉冲退磁装置的电路结构框图;
[0033]
图3是本发明实施例二中全管体脉冲退磁装置的电路结构框图。
[0034]
附图标记:直流退磁线圈1;交流退磁线圈2;退磁电源3;退磁交流电源31;退磁直流电源32;半波整流电路33;直流退磁开关4;交流退磁开关5;直流温度传感器6;交流温度传感器7;运动状态传感器8;退磁控制9;plc控制器91;;脉冲发生电路92;脉冲调制电路93。
具体实施方式
[0035]
下面结合附图和具体实施方式对本发明做进一步详细的说明。
[0036]
如图1和图2所示,本实施例公开了一种全管体脉冲退磁装置,包括退磁控制9和退磁电源3,退磁控制9包括plc控制器91,plc控制器91连接有分别用于开或关直流退磁线圈1和交流退磁线圈2的直流退磁开关4和交流退磁开关5,退磁电源3包括有分别用于为交流退磁线圈2和直流退磁线圈1供电的退磁交流电源31和退磁直流电源32。
[0037]
直流退磁开关4和交流退磁开关5可以采用接触器、继电器等电控开关。本实施例以接触器开关为例,两个接触器开关的接触器线圈均连接于plc控制器91,相应的接触器触点分别串联在相应的退磁线圈与电源之间,由plc控制器91控制接触器线圈通断电从而控制相应的接触器触点断开或接通。
[0038]
直流退磁线圈1和交流退磁线圈2的中心轴线位于同一水平线上,且直流退磁线圈1自远离交流退磁线圈2的一端至靠近交流退磁线圈2的一端线圈匝数逐渐减少,在投入使用时能够使直流退磁线圈1的中心磁场呈自待退磁钢管进入端至待退磁钢管离开端逐渐降低的渐变趋势,即图1中直流退磁线圈1从左至右线圈匝数逐渐减少,钢管进入端磁场强度强,钢管离开处磁场强度弱。
[0039]
线圈匝数的多少由本领域技术人员根据电流大小以及所需要的磁场强度确定,磁场强度原则上为:直流退磁线圈1远离交流退磁线圈2的一端的中心磁场大于待退磁钢管的磁感矫顽力,由于磁感矫顽力肯定小于原磁化场,所以这里也可以大于或等于待退磁钢管的原磁化场,靠近交流退磁线圈2的一端的中心磁场小于磁感矫顽力,如趋近于0。这里直接对钢管现有直流剩磁进行干预,让它越来越小而趋向于无,在线圈中将中心磁场直接由大到小的变化,从而强制钢管中直流剩磁由大变小,再用交流退磁线圈对钢管表面剩磁做清理。
[0040]
进一步地,退磁直流电源32连接有半波整流电路33,plc控制器91包括脉冲发生电路92,脉冲发生电路92连接有脉冲调制电路93,脉冲调制电路93用于使脉冲发生电路92生成4-6hz的低频脉冲信号,脉冲发生电路92用于根据脉冲调制电路93的调制指令为半波整流电路33生成4-6hz的低频脉冲信号。半波整流电路33连接于直流退磁线圈1以为直流退磁线圈1提供低频脉冲电压。这里通过使用4-6hz的低频脉冲方式,能够保证退磁磁场对待退磁钢管上埋藏较深的剩磁进行干预,同时脉冲的方式使待退磁钢管上干预的退磁磁场快速变换极性,申请人研究过程中发现使用本方案的全管体脉冲退磁装置,在退磁场有效范围内:当干预次数超过2-3次后就可以清除钢管大部分剩磁,达到退磁效果。所以本方案根据以下公式设置低频脉冲频率、待退磁钢管的穿越速度和直流退磁线圈的长度:
[0041]
[0042]
l,为直流退磁线圈1长度,单位m;
[0043]
h,为低频脉冲电压的频率,单位hz;
[0044]
v,为待退磁钢管的穿越速度,单位m/s。
[0045]
例如,在实际使用过程中,直流退磁线圈的长度为500mm,那么可以设置低频脉冲的频率为4-6hz,待退磁钢管的穿越速度接近1m/s,这样,能够使待退磁钢管同一区域在直流退磁线圈1的有效区域内经历2-3次脉冲,并正反交替。
[0046]
当然,直流退磁线圈的长度还可以为其他值,如800mm,300mm等,脉冲频率也可以为5hz、6hz等,待退磁钢管的穿越速度也可以为0.9m/s、0.8m/s、1.2m/s等,只需要满足待退磁钢管同一区域在直流退磁线圈1的有效区域内经历至少2次脉冲即可。
[0047]
由于在投入使用时所使用的直流退磁线圈1不会变,若钢管每个区域经历的脉冲次数要求不变,钢管传输速度也不变,则脉冲的频率也无需重新调整。所以频率在设备安装调试时便可以根据钢管传输速度和钢管每个区域的脉冲经历次数要求调整好,后期几乎不需要调整,降低对操作者的要求。
[0048]
本装置在投入使用时,先打开直流退磁开关4和交流退磁开关5使两个退磁线圈通电,然后使待退磁钢管依次穿过并远离直流退磁线圈1和交流退磁线圈2便可实现退磁,并且钢管传输速度可达1m/s,具有使用方便且快捷等优点。
[0049]
申请人使用本实施例的全管体脉冲退磁装置和方法对多根待退磁钢管进行了退磁实验,实验中,待退磁钢管穿越速度大约1m/s,频率6hz,直流退磁线圈长度500mm,交流退磁线圈长度300mm,直流退磁线圈与交流退磁线圈之间的距离为800mm,实验显示一般钢级剩磁能够达10gs以下,最高钢级30gs以下,部分实验数据如下:
[0050]
单位:gs钢管钢管b钢管c钢管d钢管e退磁前剩磁测量8588799190退磁后剩磁测量6.3-2.2-4.5-4.69
[0051]
本方案达到了小于30gs标准的退磁效果,并且即使使用了低频脉冲,钢管传输速率仍然能够远大于现有技术的0.1m/s,甚至达到1m/s,满足钢管在线使用的要求,不影响钢管厂的产能。
[0052]
实施例二
[0053]
本实施例与实施例一类似,不同之处在于,本实施例直流退磁线圈1和交流退磁线圈2处分别设置有直流温度传感器6和交流温度传感器7,直流温度传感器6和交流温度传感器7均连接于plc控制器91;运输辊道处设置有运动状态传感器8,运动状态传感器8连接于plc控制器91。运动状态传感器8可以为任意能够检测运输辊道运动状态的传感器,如编码器、光电传感器、设置在辊道上的速度传感器等。
[0054]
plc控制器91接收直流退磁线圈温度信号与交流退磁线圈温度信号,并在直流退磁线圈温度或交流退磁线圈温度超过相应的温度阈值时断开相应的退磁线圈;plc控制器91同时接收待退磁钢管运输辊道的动作信号,并在辊道停止运输时断开直流退磁线圈1和交流退磁线圈2。起到超温停止通电、辊道停止线圈自动停电等多重保护,具有安全可靠,使用稳定的效果。
[0055]
本施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发
明的精神或者超越所附权利要求书所定义的范围。
[0056]
尽管本文较多地使用了直流退磁线圈1;交流退磁线圈2;退磁电源3;退磁交流电源31;退磁直流电源32;半波整流电路33;直流退磁开关4;交流退磁开关5;直流温度传感器6;交流温度传感器7;运动状态传感器8;退磁控制9;plc控制器91;;脉冲发生电路92;脉冲调制电路93等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1