一种空心杯线圈加工设备的制作方法
1.本实用新型涉及线圈加工设备领域,尤其涉及一种空心杯线圈加工设备。
背景技术:
2.空心杯线圈在生产过程中,需要经过线圈绕制、线圈搓扁,以及线圈整圆等流程。目前对搓扁后的条状扁线圈进行整圆时,是利用多个整圆块配合定型柱对线圈进行热压整圆定型。由于条状扁线圈初始状态为长条状,且压扁后的条状扁线圈具有一定的硬度,这使得整圆块直接对初始状态下的条状扁线圈进行压制时,容易导致线圈出现异常变形的情况,造成线圈整圆效果差或整圆质量不稳定的问题。另外,在线圈绕制时,需要绕制多层线圈,在相邻层线圈之间,需要用钩线部件钩住漆包线进行旋转扭线,在扭线时,目前采用的方式是将绕线装置和钩线部件位置相对固定,然后驱动钩线部件转动进行扭线,该种方式容易导致漆包线在扭线过程中出现断裂或损伤等情况,对线圈质量造成影响。
技术实现要素:
3.本实用新型的目的在于提供一种空心杯线圈加工设备,具体在于提供一种有效提高线圈加工质量的空心杯线圈加工设备。
4.为达到上述目的,本实用新型采用如下技术方案:一种空心杯线圈加工设备,包括线圈绕制装置、线圈搓扁装置和线圈整圆装置,线圈整圆装置包括加工平台、加热定型柱、整圆拨杆、拨杆驱动机构和整圆压块,所述拨杆驱动机构驱动整圆拨杆绕加热定型柱转动,拨杆驱动机构上还设置有线圈夹持机构,整圆压块为多个并相对于加热定型柱呈圆周阵列设置于加热定型柱外围,每个整圆压块均由一直线驱动机构驱动连接。
5.具体的,拨杆驱动机构设置于加热定型柱上方,拨杆驱动机构包括前后驱动机构、左右驱动机构和垂直驱动机构,前后驱动机构与左右驱动机构连接,左右驱动机构与垂直驱动机构连接,垂直驱动机构与整圆拨杆驱动连接。
6.具体的,加工平台底部设置有转动驱动机构和伸缩驱动机构,转动驱动机构驱动加热定型柱转动,伸缩驱动机构驱动加热定型柱上下伸缩移动;所述加热定型柱与转动驱动机构上下滑动连接,加热定型柱与伸缩驱动机构转动连接。
7.具体的,转动驱动机构包括驱动电机和驱动套筒,驱动电机驱动驱动套筒转动,加热定型柱上设置有限位卡柱,驱动套筒上设置有限位滑槽,驱动套筒通过限位滑槽和限位卡柱驱动加热定型柱转动,加热定型柱通过限位卡柱沿驱动套筒上的限位滑槽上下滑动。
8.具体的,伸缩驱动机构包括伸缩驱动气缸和驱动块,驱动块与加热定型柱相抵且可转动连接。
9.具体的,线圈绕制装置包括绕线机构、钩线机构和切线机构,所述钩线机构设置于绕线机构下方,钩线机构包括钩线部件、扭线电机和升降驱动机构,所述扭线电机驱动钩线部件转动,升降驱动机构驱动扭线电机和钩线部件一同上下移动。
10.具体的,线圈整圆装置上方设置有扭线头装置,所述扭线头装置包括夹线机构、扭
线机构和升降机构,所述扭线机构驱动夹线机构转动,升降机构驱动扭线机构和夹线机构一同上下移动;扭线头装置由第一平移机构驱动连接。
11.具体的,线圈搓扁装置由第二平移机构驱动连接,第二平移机构驱动线圈搓扁装置在线圈绕制装置和线圈整圆装置之间往返移动。
12.本实用新型的有益效果在于:通过在线圈整圆装置设置整圆拨杆配合整圆压块对线圈进行快速高质的整圆定型,可有效提高线圈整圆的质量,同时配合改进后的线圈绕制装置和扭线头装置,可有效提高空心杯线圈加工的质量。
附图说明
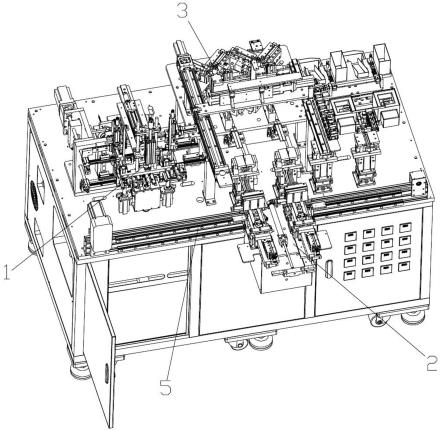
13.附图1为实施例中空心杯线圈加工设备的整体结构示意图;
14.附图2为实施例中线圈整圆装置的具体结构图;
15.附图3为实施例中线圈整圆装置的加工平台底部的具体结构图;
16.附图4为实施例中线圈整圆装置的加热定型柱与驱动套筒的具体连接结构图;
17.附图5为实施例中绕线装置的具体结构图;
18.附图6为实施例中扭线头装置的具体结构图。
具体实施方式
19.实施例1,参照图1-6,一种空心杯线圈加工设备,包括线圈绕制装置1、线圈搓扁装置2和线圈整圆装置3,线圈整圆装置3包括加工平台31、加热定型柱32、整圆拨杆33、拨杆驱动机构34和整圆压块35,所述拨杆驱动机构34驱动整圆拨杆33绕加热定型柱32转动,拨杆驱动机构34上还设置有线圈夹持机构36,整圆压块35为多个并相对于加热定型柱32呈圆周阵列设置于加热定型柱32外围,每个整圆压块35均由一直线驱动机构351驱动连接。
20.在本实施例中,线圈绕制装置1用于线圈的绕制,线圈绕制后,由线圈搓扁装置2将绕制完成后的线圈进行搓扁,线圈搓扁装置2采用常规结构的线圈搓扁装置,其原理是利用两个可前后相对移动的夹持手指对圆柱形的线圈进行夹持搓扁,使其形成条状扁线圈,搓扁后的条状扁线圈由线圈整圆装置3进行整圆定型,从而得到空心杯线圈成品。具体的,搓扁后的条状扁线圈通过包裹在加热定型柱32上进行整圆定型,其中,整圆拨杆33在拨杆驱动机构34的驱动下可以绕加热定型柱32转动,从而拨动条状扁线圈包裹在加热定型柱32上,再配合整圆压块35,可以使条状扁线圈紧密贴合包裹在加热定型柱32上,加热定型柱32通过对线圈进行加热使其发生形变从而实现线圈的整圆定型。其中,整圆压块35优选为四个,且每个整圆压块35均由一直线驱动机构351驱动连接,条状扁线圈被夹持到加热定型柱32处后,先由一个整圆压块35压住条状扁线圈中部,此时条状扁线圈两端仍为笔直状,然后由整圆拨杆33将条状扁线圈的一端沿加热定型柱32进行圆周轨迹的拨动,使线圈贴合加热定型柱32进行包裹,直至整圆拨杆33压住条状扁线圈的一端,然后再由另一整圆压块35压住线圈,整圆拨杆33则对线圈的另一端进行拨动,由另一整圆压块35压住线圈,最后由所有整圆压块35压住整圆后的线圈,使其与加热定型柱32紧密贴合进行加热定型,最后整圆压块35松开线圈,可以将加热定型后的线圈从加热定型柱32中取出,完成线圈的定型加工。由于在线圈的整圆过程中,有整圆拨杆33对线圈进行拨动整圆,可以有效避免线圈出现异常变形的情况,提高线圈整圆加工的质量;另外,拨杆驱动机构34上设置线圈夹持机构36,可
以将搓扁成条状扁线圈夹持到加热定型柱32处进行整圆。
21.其中,拨杆驱动机构34设置于加热定型柱32上方,拨杆驱动机构34包括前后驱动机构341、左右驱动机构342和垂直驱动机构343,前后驱动机构341与左右驱动机构342连接,左右驱动机构342与线圈夹持机构36和垂直驱动机构343连接,垂直驱动机构343与整圆拨杆33驱动连接。拨杆驱动机构34的前后驱动机构341和左右驱动机构342可以驱动线圈夹持机构36对条状扁线圈进行转移,同时可驱动整圆拨杆33绕加热定型柱32转动,垂直驱动机构343则可以驱动整圆拨杆33上下伸缩,当整圆拨杆33完成拨动线圈的操作后,可以驱动整圆拨杆33向上缩回,便于整圆压块35快速压住线圈。
22.具体的,加工平台31底部设置有转动驱动机构37和伸缩驱动机构38,转动驱动机构37驱动加热定型柱32转动,伸缩驱动机构38驱动加热定型柱32上下伸缩移动;所述加热定型柱32与转动驱动机构37上下滑动连接,加热定型柱32与伸缩驱动机构38转动连接。转动驱动机构37可以驱动加热定型柱32转动,当线圈初步完成整圆后,可以通过驱动加热定型柱32转动带动线圈一同转动,由整圆压块35再次对线圈进行整圆压制,从而使线圈被更均匀地进行整圆压制,提高线圈整圆加工的质量;另外,伸缩驱动机构38可以驱动加热定型柱32上下移动,当线圈整圆完成后,可以通过驱动加热定型柱32向下移动,使线圈从加热定型柱32上脱离,便于将整圆完成后的线圈进行转移。
23.具体的,转动驱动机构37包括驱动电机371和驱动套筒372,驱动电机371驱动驱动套筒372转动,加热定型柱32上设置有限位卡柱321,驱动套筒372上设置有限位滑槽373,驱动套筒372通过限位滑槽373和限位卡柱321驱动加热定型柱32转动,加热定型柱32通过限位卡柱321沿驱动套筒372上的限位滑槽373上下滑动;伸缩驱动机构38包括伸缩驱动气缸381和驱动块382,驱动块382与加热定型柱32相抵且可转动连接。
24.具体的,线圈绕制装置1包括绕线机构11、钩线机构12和切线机构13,所述钩线机构12设置于绕线机构11下方,钩线机构12包括钩线部件121、扭线电机122和升降驱动机构123,所述扭线电机122驱动钩线部件123转动,升降驱动机构123驱动扭线电机122和钩线部件121一同上下移动。其中,绕线机构11通过驱动绕线支架转动进行线圈的绕制,当需要进行扭线时,绕线机构11停止转动,钩线机构12由升降驱动机构123向上驱动扭线电机122和钩线部件121,钩线部件121钩住漆包线的自由端后由升降驱动机构123驱动下拉,扭线电机122驱动钩线部件121转动进行扭线,扭线过程中,升降驱动机构123缓慢上升驱动钩线部件121靠近绕线机构11上的线圈,从而避免扭线过程中漆包线受到过大的拉力,避免漆包线被拉断或受损,有效保障线圈的质量。
25.具体的,线圈整圆装置3上方设置有扭线头装置4,所述扭线头装置4包括夹线机构41、扭线机构42和升降机构43,所述扭线机构42驱动夹线机构41转动,升降机构43驱动扭线机构42和夹线机构41一同上下移动;扭线头装置4由第一平移机构驱动连接。扭线头装置4由第一平移机构驱动,可以在线圈整圆完成后,将扭线头装置4平移驱动至加热定型柱32上方,其中,夹线机构41用于夹住卷圆成型后线圈首尾两个线头,扭线机构42则驱动夹线机构41转动,从而对夹线机构41夹住的两个线头进行扭制;升降机构43则驱动扭线机构42和夹线机构41一同上下移动,当线圈卷圆成型后,升降机构43驱动扭线机构42和夹线机构41向下移动,夹线机构41夹住线头后,扭线机构42驱动夹线机构41转动进行线头的扭制,在扭线头过程中,升降机构43驱动扭线机构42和夹线机构41继续缓慢下降,从而可以对夹线机构
41和线圈之间的距离进行调节,避免扭线头过程中对线头拉扯造成线头断裂或损伤,提高线圈加工的质量。
26.具体的,线圈搓扁装置2由第二平移机构5驱动连接,第二平移机构5驱动线圈搓扁装置2在线圈绕制装置1和线圈整圆装置3之间往返移动。第二平移机构5可以驱动线圈搓扁装置2在线圈绕制装置1和线圈整圆装置3之间往返移动,实现线圈的快速转移。
27.当然,以上仅为本实用新型较佳实施方式,并非以此限定本实用新型的使用范围,故,凡是在本实用新型原理上做等效改变均应包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1