一种用于生产杯坯的杯把焊接装置的制作方法
1.本发明涉及餐具生产技术,特别是一种用于生产杯坯的杯把焊接装置。
背景技术:
2.金属杯表面涂上一层陶瓷釉,经高温烧成;在金属表面进行瓷釉涂搪可以防止金属生锈,使金属在受热时不至于在表面形成氧化层并且能抵抗各种液体的侵蚀。
3.搪瓷杯的坯体是由金属片加工而成,要将铁片冲压成杯体,之后将把手焊接于杯体,构成搪瓷杯的金属坯体;然而杯体和杯坯焊接工作多为人工配合焊接夹具进行完成,对人工有较大的依赖,并且焊接过程中难免会产生熔滴飞溅的问题,部分飞溅的熔滴会附着在工件表面,损坏工件表面的光洁度,对产品的品质会产生影响,在后期就需要进行打磨,飞溅能够覆盖到产品的面积越大,相对需要处理的工作就会越多。
技术实现要素:
4.针对上述缺陷,本发明的目的在于提出一种用于生产杯坯的杯把焊接装置,该装置能够减少杯体暴露的面积,并且将焊接位置设置于便于打磨的位置,减少后期对产品打磨的工作量。
5.为达此目的,本发明采用以下技术方案:一种用于生产杯坯的杯把焊接装置,包括焊接机构,还包括杯坯输送装置和把手输送装置;所述杯坯输送装置包括履带式输送机构和杯坯夹具,杯坯夹具包括基座板和杯筒,所述基座板底部安装于所述履带式输送机构,所述杯筒固定安装于所述基座板;所述杯筒的筒体的正上方开设有自中部延伸到开口的焊接镂空,所述杯筒的左端安装有所述真空吸头,所述杯筒的左端开设有捅杆孔;所述真空吸头包括活塞筒、活塞杆和吸盘,所述活塞筒安装于所述杯筒的左端,所述活塞筒的左端为活塞杆,所述活塞杆套设有压簧,所述压簧的两端分别抵紧于所述活塞杆和活塞筒的左端;所述吸盘安装于所述活塞筒的右端,所述活塞筒的右端开设有出气口连通于所述吸盘。
6.较佳地,所述焊接机构为龙门机械手和安装于所述龙门机械手的焊接工作部;所述焊接工作部包括夹持机械手和焊枪组件,所述夹持机械手的两侧设有焊枪组件;所述焊枪组件包括导轨、滑动组件和焊枪,两个所述导轨呈倾斜状安装于所述夹持机械手的左右两侧,倾斜方向是自上向下由两侧向中心靠拢;所述滑动组件包括气缸和滑动块,所述导轨的上端固定安装有所述气缸,所述气缸推动所述滑动块沿所述导轨滑动;所述焊枪固定安装于所述滑动块,两个所述焊枪的工作头朝向下方。
7.较佳地,所述履带式输送机构包括机架、链轮组和支撑辊台;
所述链轮组包括主动链轮组和从动链轮组,所述主动链轮组安装于所述机架的后端,所述从动链轮组安装于所述机架的前端;所述主动链轮组包括减速驱动装置、主动链轮和副轮,所述减速驱动装置驱动所述主动链轮,所述副轮安装于所述主动链轮的左侧,所述主动链轮和副轮对称设置;所述从动链轮组包括转动座和转动安装于所述转动座的转轴,所述转轴的两端分别安装有从动链轮;所述主动链轮和所述从动链轮组右侧的链轮通过链条构成链传动,所述从动链轮组左侧的链轮和副轮通过链条构成链传动;所述基座板均安装于两个链条,随链轮组运行。
8.进一步地,还包括支撑辊台;所述支撑辊台安装于所述机架的中部,所述支撑辊台的上表面为多个辊筒组成的输送面,所述支撑辊台托起所述链条,同时托起所述杯坯夹具;所述辊台下方固定安装有液压定位插销,所述基座板底部安装有导向销孔,所述液压定位插销向上伸入导向销孔后,对杯坯夹具的位置进行定位和引导。
9.进一步地,还包括吸附启动气缸,所述吸附启动气缸安装于所述履带式输送机构用于上料的后端;所述吸附启动气缸安装于所述履带式输送机构的左侧,对准杯坯夹具的上料停止位,对杯坯夹具的活塞杆进行按压。
10.进一步地,所述还包括释放下料装置,所述释放下料装置位于所述履带式输送机构的前端,所述释放下料装置安装于所述履带式输送机构的左侧;所述释放下料装置包括吸附释放气缸和推料气缸,所述吸附释放气缸和推料气缸均对准杯坯夹具的下料停止位,所述吸附释放气缸对活塞杆进行按压;所述的杯筒的左端有多个镂空位,所述推料气缸的伸缩杆穿过镂空位把杯筒中的工件推出。
11.进一步地,所述把手输送装置包括输送槽和振动发生器;所述输送槽呈长条状,所述输送槽截面的中部呈凸起状,凸起状的左右两侧呈凹陷状;输送槽安装有振动发生器,所述输送槽呈倾斜状设置,所述输送槽的出口位于倾斜的底部。
12.较佳地,把手输送装置所述输送槽出口处中部的凸起延伸出输送槽外,并且中部的凸起伸出后,向上设有阻挡片。
13.较佳地,所述吸附启动气缸、吸附释放气缸和推料气缸的伸缩杆的端部均安装有柔性撞击块。
14.上述技术方案中的一个技术方案包括以下有益效果:杯体和杯把在焊接的时候,熔滴飞溅会粘在产品的表面,本方案将需要焊接的杯子套在杯筒里面,再进行焊接,减少杯体在熔滴飞溅范围内的暴露面积,避免熔滴飞溅对杯体表面的影响,能够有效减少焊接后的打磨工作量。方案采用的是连续工作的原理,使用了杯筒作为杯体的焊接夹具,将杯体套入杯筒之前,对真空吸头的活塞杆进行按压,再将杯体塞入杯筒,活塞杆由弹簧推动后回退,产生的负压配合吸盘的气密性将杯体吸附于杯筒内,到了停下来焊接时将把手按压在
焊接镂空后,再进行焊接;这种结构在针对杯体约束方面,能够快速对杯体进行约束,装夹动作少,效率较高,并且具有较好的稳定性,而且真空吸头本身不需要外接能源和动力源,在连续线上能够以简单的结构来运行;根据产品的形状来开设焊接镂空,尽可能地缩小杯体在熔滴飞溅范围内的暴露面积,能有效地减少熔滴飞溅对产品表面的影响。
附图说明
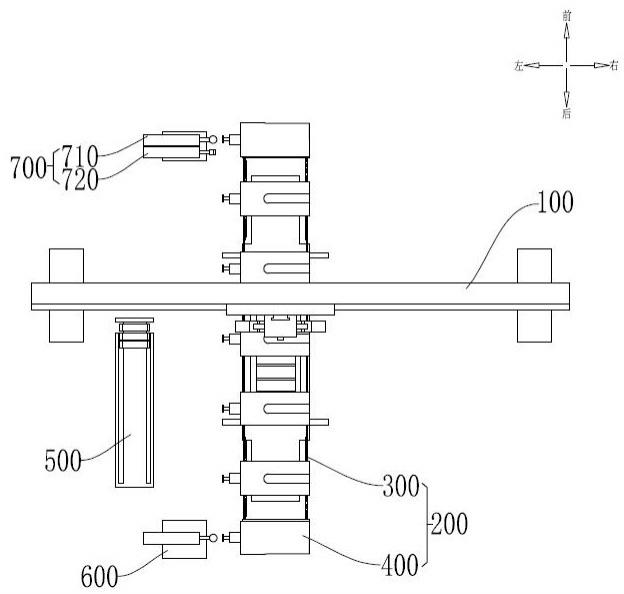
15.图1是本发明一种用于生产杯坯的杯把焊接装置的一个实施例的整体结构俯视视角示意图;图2是本发明一种用于生产杯坯的杯把焊接装置的一个实施例的杯坯输送装置的整体结构示意图;图3是本发明一种用于生产杯坯的杯把焊接装置的一个实施例的杯筒的剖面结构示意图;图4是本发明一种用于生产杯坯的杯把焊接装置的一个实施例的龙门机械手的结构示意图;图5是本发明一种用于生产杯坯的杯把焊接装置的一个实施例的图4中a处的局部放大图。
16.其中:焊接机构100、龙门机械手110、焊接工作部120、夹持机械手130、焊枪组件140、导轨141、滑动组件142、焊枪143、杯坯输送装置200、履带式输送机构300、机架310、支撑辊台320、主动链轮组330、主动链轮331、副轮332、从动链轮组340、杯坯夹具400、基座板410、杯筒420、焊接镂空421、真空吸头430、活塞筒431、活塞杆432、吸盘433、把手输送装置500、吸附启动气缸600、释放下料装置700、吸附释放气缸710、推料气缸720。
具体实施方式
17.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
18.在本发明的描述中,需要理解的是,术语“纵向”、“横向”“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征,用于区别描述特征,无顺序之分,无轻重之分。
19.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
20.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
21.如图1所示,一种用于生产杯坯的杯把焊接装置,包括焊接机构100,还包括杯坯输
送装置200和把手输送装置500;所述杯坯输送装置200包括履带式输送机构300和杯坯夹具400,杯坯夹具400包括基座板410和杯筒420,所述基座板410底部安装于所述履带式输送机构300,所述杯筒420固定安装于所述基座板410;所述杯筒420的筒体的正上方开设有自中部延伸到开口的焊接镂空421,所述杯筒420的左端安装有所述真空吸头430,所述杯筒420的左端开设有捅杆孔;所述真空吸头430包括活塞筒431、活塞杆432和吸盘433,所述活塞筒431安装于所述杯筒420的左端,所述活塞筒431的左端为活塞杆432,所述活塞杆432套设有压簧,所述压簧的两端分别抵紧于所述活塞杆432头和活塞筒431的左端;所述吸盘433安装于所述活塞筒431的右端,所述活塞筒431的右端开设有出气口连通于所述吸盘433。
22.杯体和杯把在焊接的时候,熔滴飞溅会粘在产品的表面,本方案将需要焊接的杯子套在杯筒里面,再进行焊接,减少杯体在熔滴飞溅范围内的暴露面积,避免熔滴飞溅对杯体表面的影响,能够有效减少焊接后的打磨工作量。方案采用的是连续工作的原理,使用了杯筒420作为杯体的焊接夹具,将杯体套入杯筒420之前,对真空吸头430的活塞杆432进行按压,再将杯体塞入杯筒420,活塞杆432由弹簧推动后回退,产生的负压配合吸盘433的气密性将杯体吸附于杯筒420内,到了停下来焊接时将把手按压在焊接镂空421后,再进行焊接;这种结构在针对杯体约束方面,能够快速对杯体进行约束,装夹动作少,效率较高,并且具有较好的稳定性,而且真空吸头430本身不需要外接能源和动力源,在连续线上能够以简单的结构来运行;根据产品的形状来开设焊接镂空421,尽可能地缩小杯体在熔滴飞溅范围内的暴露面积,能有效地减少熔滴飞溅对产品表面的影响。
23.如图4和5所示,所述焊接机构100为龙门机械手110和安装于所述龙门机械手110的焊接工作部120;所述焊接工作部120包括夹持机械手130和焊枪组件140,所述夹持机械手130的两侧设有焊枪组件140;所述焊枪组件140包括导轨141、滑动组件142和焊枪143,两个所述导轨141呈倾斜状安装于所述夹持机械手130的左右两侧,倾斜方向是自上向下由两侧向中心靠拢;所述滑动组件142包括气缸和滑动块,所述导轨141的上端固定安装有所述气缸,所述气缸推动所述滑动块沿所述导轨141滑动;所述焊枪143固定安装于所述滑动块,两个所述焊枪143的工作头朝向下方。
24.采用龙门机械手110,也就是常见的三轴机械手,来抓取杯子把手,并将杯子把手带到杯坯输送装置200上的焊接镂空421,之后再由滑动组件142来对焊枪进行推进,使用两把焊枪同时对把手的两个焊点进行焊接,使把手与杯体一体化,机械手同时具备抓取和焊接两种功能,并且一个工作就可以完成焊接,能够很好地提高工作效率。
25.如图2所示,所述履带式输送机构300包括机架310、链轮组和支撑辊台320;所述链轮组包括主动链轮组330和从动链轮组340,所述主动链轮组330安装于所述机架310的后端,所述从动链轮组340安装于所述机架310的前端;所述主动链轮组330包括减速驱动装置、主动链轮331和副轮332,所述减速驱动装置驱动所述主动链轮331,所述副轮332安装于所述主动链轮的左侧,所述主动链轮331和副轮332对称设置;
所述从动链轮组340包括转动座和转动安装于所述转动座的转轴,所述转轴的两端分别安装有从动链轮;所述主动链轮331和所述从动链轮组340右侧的链轮通过链条构成链传动,所述从动链轮组340左侧的链轮和副轮332通过链条构成链传动;所述基座板410均安装于两个链条,随链轮组运行。
26.装置采用了履带式输送机构300作为杯坯夹具400的输送装置,使杯坯夹具400构成了一个循环输送的结构,这样使上料、焊接和下料衔接起来,能减少场地的占用空间。
27.其中,还包括支撑辊台320;所述支撑辊台320安装于所述机架310的中部,所述支撑辊台320的上表面为多个辊筒组成的输送面,所述支撑辊台320托起所述链条,同时托起所述杯坯夹具400;所述辊台下方固定安装有液压定位插销,所述基座板410底部安装有导向销孔,所述液压定位插销向上伸入导向销孔后,对杯坯夹具400的位置进行定位和引导。
28.支撑辊台320用来将输送链托起,尽量以较为平整的方式将杯坯夹具400输送到焊接机构100的下方,便于焊接机构进行焊接;装置采用了对位原理,采用插销和销孔的导向原理,尽可能地将杯坯夹具400限制在焊接机构100的下方,减少机械手的动作,提高工作效率。因为上料的时候整个履带式输送机构300都会停止的,所以这个停止动作下,后面的焊接和下料都要安排在这个停顿间歇来完成,这样能够减少履带式输送机构300的停止次数,进而提高工作效率。
29.此外,还包括吸附启动气缸600,所述吸附启动气缸600安装于所述履带式输送机构300用于上料的后端;所述吸附启动气缸600安装于所述履带式输送机构300的左侧,对准杯坯夹具400的上料停止位,对杯坯夹具400的活塞杆432进行按压。
30.上料之前,吸附启动气缸600要将对真空吸头430的活塞杆432进行按压,使活塞筒431处于负压状态,之后再将杯体与吸盘433接触,使杯体约束在杯筒420中。
31.此外,所述还包括释放下料装置700,所述释放下料装置700位于所述履带式输送机构300的前端,所述释放下料装置700安装于所述履带式输送机构300的左侧;所述释放下料装置700包括吸附释放气缸710和推料气缸720,所述吸附释放气缸710和推料气缸720均对准杯坯夹具400的下料停止位,所述吸附释放气缸710对活塞杆432进行按压;所述的杯筒420的左端有多个镂空位,所述推料气缸720的伸缩杆穿过镂空位把杯筒420中的工件推出。
32.释放下料装置700在下料时使用,装置的吸附释放气缸710先将真空吸头430的活塞杆432进行按压,消除活塞筒431的负压,使杯体和杯筒420之间的吸附分离,之后使用推料气缸720的伸缩杆穿过镂空位把杯筒420中的工件推出。
33.此外,所述把手输送装置500包括输送槽和振动发生器;所述输送槽呈长条状,所述输送槽截面的中部呈凸起状,凸起状的左右两侧呈凹陷状;输送槽安装有振动发生器,所述输送槽呈倾斜状设置,所述输送槽的出口位于倾斜的底部。
34.使用振动和斜坡朴结构对把手进行输送。
35.作为对上述技术的补充,把手输送装置500所述输送槽出口处中部的凸起延伸出输送槽外,并且中部的凸起伸出后,向上设有阻挡片。
36.输送槽出口处中部的凸起延伸出输送槽外,没有侧壁阻挡,便于机械手对把手进行夹持。把手到达阻挡片,由阻挡片阻挡,也就是到达了阻挡位。
37.进一步地,所述吸附启动气缸600、吸附释放气缸710和推料气缸720的伸缩杆的端部均安装有柔性撞击块。
38.设置柔性撞击块的目的在于,使装置之间是软性接触的,降低相互的冲击。
39.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1