一种自动涂油的曲轴压装工装的制作方法
1.本实用新型属于曲轴加工设备技术领域,具体涉及一种自动涂油的曲轴压装工装。
背景技术:
2.曲轴按照结构形式可分为整体锻造、整体铸造和组合式三种,组合式的曲轴通常由输出半轴、曲柄销和输入半轴组成,在将对应的输入半轴、输出半轴、曲柄销加工完成后,会通过压机将曲柄销对应压入到两个半轴之间。为方便压装,会在曲柄销上涂上润滑油,现有技术中,在涂抹润滑油时采用人工涂抹,其不仅涂抹慢,并且容易出现涂抹不够或过量涂抹的情况,当涂抹不够时,会导致压装的阻力增加,从而增加半轴和曲柄销的压力,使得半轴和曲柄销易被损坏,当涂抹过量时,造成浪费。
技术实现要素:
3.本实用新型拟提供一种自动涂油的曲轴压装工装,在将曲柄销压装到半轴内时,能实现自动涂油,并且保证出油量。
4.为此,本实用新型所采用的技术方案为:一种自动涂油的曲轴压装工装,包括上下设置的上夹具和下夹具,所述上夹具通过上夹具座设置在压机压头的下方,所述下夹具通过下夹具座设置在压机座的上方,所述压机座后侧设置有向上延伸的第一涂油支架,所述第一涂油支架上设置有前后延伸的第二涂油支架,所述第二涂油支架上设置有涂油气缸,所述涂油气缸的前端设置有能在第二涂油支架上前后移动的涂油座,所述涂油座上固定有前后延伸的涂油管,所述涂油管的前端设置有高于下夹具的涂油针筒,所述涂油管的另一端伸入到油箱内,所述涂油管上设置有用于吸油的油泵,所述涂油管上还依次设置有用于控制出油量的分流调节阀、定量电磁阀和流量微调阀。
5.作为上述方案中的优选,所述第二涂油支架的侧壁通过感应开关支架设置有感应开关,所述感应开关用于检测涂油气缸是否动作,从而保证每次压装时曲柄销被涂油。
6.进一步优选,所述上夹具与下夹具的结构相同且上下相对设置,均包括定位销和设置在对应夹具座上的底座,所述定位销通过顶升气缸设置在对应的夹具座上,且定位销能在底座内上下移动,所述底座的中部设置有供半轴插入的缺槽,所述缺槽的左右两侧中任一侧设置有能将半轴夹紧的夹紧气缸,每个所述夹紧气缸均通过电线串联有一个能控制动作的控制开关,所述上夹具的控制开关设置在对应底座的前侧面上,所述下夹具的控制开关设置在压机座的前侧面靠近下端位置处。
7.进一步优选,所述缺槽的前侧面开口设置,所述上夹具的控制开关设置在靠近缺槽的开口位置处,所述定位销设置在缺槽靠近后侧的位置处。
8.进一步优选,所述上夹具座的底面呈矩形布置有导向套,所述下夹具座上对应导向套的位置处设置导向柱,且导向套套装在导向柱的上端。
9.进一步优选,所述底座上呈矩形设置有用于限制压机下压距离的等高座。
10.进一步优选,所述底座包括底板和盖板组成,所述底板安装在对应的夹具座上,所述夹紧气缸设置在底板上且被盖板罩住。
11.进一步优选,所述压机座前侧面的上侧设置有向前延伸的搁物板。
12.进一步优选,还配备有与所有顶升气缸和所有夹紧气缸分别串联的接近开关,所述接近开关通过支架设置在压机座的侧面。
13.本实用新型的有益效果:设置有涂油针筒,能有效对曲柄销进行涂油,从而实现涂油的机械化;同时在油管上设置有分流调节阀、定量电磁阀和流量微调阀,使其能保证涂油针筒排出体积精确的润滑油。
附图说明
14.图1为本实用新型的示意图。
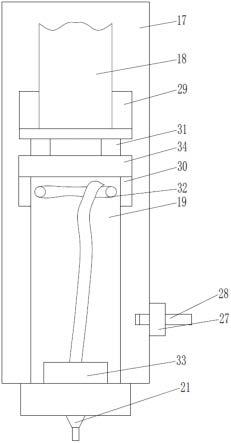
15.图2为图1的前视图。
16.图3为本实用新型中涂油部分的俯视图。
具体实施方式
17.下面通过实施例并结合附图,对本实用新型作进一步说明:
18.如图1-3所示,一种自动涂油的曲轴压装工装,主要由上下设置的上夹具a和下夹具b组成,其中上夹具a通过上夹具座1设置在压机压头2的下方,下夹具b通过下夹具座3设置在压机座4的上方。
19.在压机座4后侧设置有向上延伸的第一涂油支架16,在第一涂油支架16上设置有前后延伸的第二涂油支架17,在第二涂油支架17上设置有涂油气缸18,涂油气缸18具体通过呈l型的涂油气缸座29安装在第二涂油支架上。在涂油气缸18的前端设置有能在第二涂油支架17上前后移动的涂油座19,涂油座固定在滑块30上,滑块30可滑动地设置在滑轨31上,且滑轨31设置在涂油气缸座29的前侧。在涂油座19上固定有前后延伸的涂油管20,为方便涂油管的安装,涂油管后侧通过扎带32绑在螺栓上,该螺栓为涂油座19后端固定在滑块30上的固定螺栓,在涂油管20的前端设置有高于下夹具的涂油针筒21,涂油针筒21通过针筒座33固定在涂油座19前端。油管为软质材料。
20.涂油管20的另一端伸入到油箱22内,在涂油管20上设置有用于吸油的油泵23,涂油管20上还依次设置有用于控制出油量的分流调节阀24、定量电磁阀25和流量微调阀26,在使用时,将分流调节阀24预先调整到设定值。为减少振动,将油箱22和油泵23均放置在地面上,且位于压机的后侧,将分流调节阀24、定量电磁阀25和流量微调阀26固定在压机座4的后侧。涂油管分为若干段,在油箱22与油泵23之间、油泵23与分流调节阀24之间、分流调节阀24与定量电磁阀25之间、定量电磁阀25与流量微调阀26之间、流量微调阀26与涂油针筒21之间均设置有一段涂油管,同时在油泵23与分流调节阀24之间的油管通过三通阀设置有一段回油管,回油管的另一端回到油箱。
21.在第二涂油支架17的侧壁通过感应开关支架27设置有感应开关28,感应开关28用于检测涂油气缸18是否动作,从而保证每次压装时曲柄销被涂油。在滑块30靠近后侧的位置处固定有直接与涂油气缸伸缩端相连的感应块34,当感应开关检测到感应块后,压头才会下压,否则压机无动作。
22.上夹具a与下夹具b的结构相同且上下相对设置,均包括定位销6和设置在对应夹具座上的底座5,定位销6通过顶升气缸7设置在对应的夹具座上,且定位销6能在底座5内上下移动,在底座5的中部设置有供半轴插入的缺槽5a,缺槽5a的左右两侧中任一侧设置有能将半轴夹紧的夹紧气缸8,每个夹紧气缸8均通过电线串联有一个能控制动作的控制开关9,上夹具a的控制开关9设置在对应底座5的前侧面上,下夹具b的控制开关设置在压机座4的前侧面靠近下端位置处。
23.为方便半轴的安装,将缺槽5a的前侧面开口设置,同时上夹具a的控制开关9设置在靠近缺槽5a的开口位置处,定位销6设置在缺槽5a靠近后侧的位置处。
24.为保证上夹具在下压时不发生偏移,在上夹具座1的底面呈矩形布置有导向套10,下夹具座1上对应导向套10的位置处设置导向柱11,且导向套套装在导向柱11的上端。
25.为防止上夹具在压头作用下下压时过渡下压,在上夹具和下夹具的底座5上均呈矩形设置有等高座12,且上夹具的等高座与下夹具的等高座相对设置。
26.底座5的具体结构包括底板5b和盖板5c组成,底板5b安装在对应的夹具座上,夹紧气缸8设置在底板5b上且被盖板5c罩住,能实现气缸的气管和电线被盖板罩住,提高安全性。
27.为方便各个半轴的就近取用,在压机座4前侧面的上侧设置有向前延伸的搁物板13。在使用时,可先将一对对应的半轴放置在搁物板上,从而能快速将半轴压装在对应的夹具上(减少拿取半轴的时间从两次到搁放半轴的架子上拿取,变成一次拿取,减少拿取的距离)。
28.为方便压机在未压装时将半轴取下,在压机上还配备有与所有顶升气缸7和所有夹紧气缸8分别串联的接近开关14,且接近开关14通过支架15设置在压机座4的侧面,接近开关14采用四联常闭开关。通过金属片靠近该接触开关,能使得所有的顶升气缸和夹紧气缸回位,即半轴不被夹紧、定位销没有退回到底座内。
29.本工装的具体压装过程如下:
30.1、将一个半轴先安装在下夹具上,将半轴的曲柄朝上,并使曲柄销孔对准定位销插入到下夹具的缺槽内,再按住曲柄,然后按动下夹具的控制开关,使下夹具内的夹紧气缸工作,将该半轴夹紧,然后下夹具的顶升气缸工作,带动定位销退回到底座内;
31.2、将另一个半轴安装在上夹具上,将半轴的曲柄朝下,并使曲柄销孔对准定位销插入到上夹具的缺槽内,再按住曲柄,然后按动上夹具的控制开关,使上夹具内的夹紧气缸工作,将该半轴夹紧,然后上夹具的顶升气缸工作,带动定位销退回到底座内;
32.3、将带有连杆的曲柄销对应插入到位于下夹具上半轴的曲柄销孔内,然后按动涂油气缸的开关,涂油气缸工作,带动涂油座向前移动,待感应开关检测到信号后,油泵工作,在分流调节阀24、定量电磁阀25和流量微调阀26的控制下涂油针筒21完成曲轴销的定量涂油,完成后涂油气缸回位,同时上夹具在压头的作用下向下移动,至完成压装,完成后,上夹具在压头的作用下回位,然后下夹具内的顶升气缸工作,使定位销回位同时将曲轴顶出,上夹具的顶升气缸带动定位销回位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1