一种组合砂轮棒的制作方法
1.本实用新型涉及砂轮棒,具体涉及一种组合砂轮棒。
背景技术:
2.目前2d、2.5d单片加工砂轮棒加工1片产品需要100秒,其加工效率较低,不能满足加工工艺的生产需求。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种组合砂轮棒,使产品在加工时可叠片式,能在cnc工序一次加工8片用时160秒,平均每片加工用时20秒,效率提升80%,可以解决其加工效率、设备利用率等问题。
4.本实用新型解决上述技术问题的技术方案如下:一种组合砂轮棒,包括棒柄以及位于棒柄一端的棒头,所述棒头为四段圆柱同轴连接构成的组合式一体结构,四段圆柱由上至下依次为外形粗修加工段、外形精修加工段、精修槽段和粗开槽段;所述外形粗修加工段与所述棒柄固定连接,所述外形粗修加工段的尺寸与所述外形精修加工段的尺寸相等,且所述外形粗修加工段与所述外形精修加工段之间设有第一环形槽;所述精修槽段的尺寸与所述粗开槽段的尺寸相等,且所述精修槽段与所述粗开槽段之间设有第二环形槽;所述精修槽段的尺寸小于所述外形精修加工段的尺寸,所述精修槽段与所述外形精修加工段之间通过圆台过度段连接。
5.在上述技术方案的基础上,本实用新型还可以做如下改进。
6.进一步,所述外形粗修加工段和所述粗开槽段表面均镀有300号的砂,所述外形精修加工段和所述精修槽段的表面均镀有800号的砂。
7.进一步,所述粗开槽段的顶端为弧形结构。
8.进一步,所述外形粗修加工段的尺寸大于所述棒柄的尺寸。
9.进一步,所述组合砂轮棒用于加工2d产品或2.5d产品。
10.本实用新型的有益效果是:本实用新型通过改变砂轮棒设计结构,采用组合式结构设计,使产品可叠片式,使之能在cnc工序一次加工8片用时160秒,平均每片加工用时20秒,效率提升80%,解决其加工效率、设备利用率等问题。
附图说明
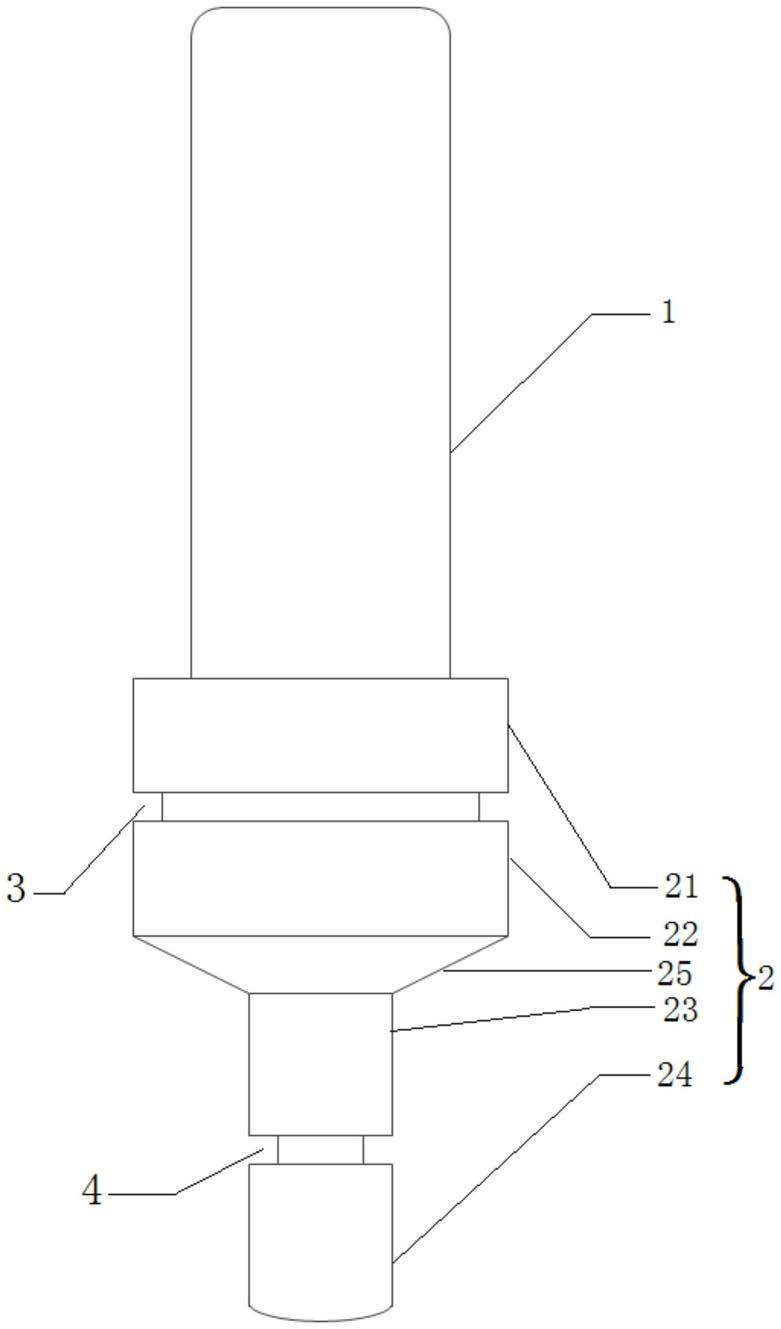
11.图1为本实用新型一种组合砂轮棒组合砂轮棒的整体结构示意图。
12.附图中,各标号所代表的部件列表如下:
13.1、棒柄,2、棒头,21、外形粗修加工段,22、外形精修加工段,23、精修槽段,24、粗开槽段,25、圆台过度段,3、第一环形槽,4、第二环形槽。
具体实施方式
14.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
15.如图1所示,一种组合砂轮棒,包括棒柄1以及位于棒柄1一端的棒头2,所述棒头2为四段圆柱同轴连接构成的组合式一体结构,四段圆柱由上至下依次为外形粗修加工段21、外形精修加工段22、精修槽段23和粗开槽段24;所述外形粗修加工段21与所述棒柄1固定连接,所述外形粗修加工段21的尺寸与所述外形精修加工段22的尺寸相等,且所述外形粗修加工段21与所述外形精修加工段22之间设有第一环形槽3;所述精修槽段23的尺寸与所述粗开槽段24的尺寸相等,且所述精修槽段23与所述粗开槽段24之间设有第二环形槽4;所述精修槽段23的尺寸小于所述外形精修加工段22的尺寸,所述精修槽段23与所述外形精修加工段22之间通过圆台过度段25连接。
16.在本具体实施例中:
17.所述外形粗修加工段21和所述粗开槽段24表面均镀有300号的砂,所述外形精修加工段22和所述精修槽段23的表面均镀有800号的砂。所述外形粗修加工段21和所述粗开槽段24均为粗修产品使用,镀砂300#,所述外形精修加工段22和所述精修槽段23均为精修产品使用,镀砂800#。
18.所述粗开槽段24的顶端为弧形结构。
19.所述外形粗修加工段21的尺寸大于所述棒柄1的尺寸。
20.所述组合砂轮棒用于加工2d产品或2.5d产品。
21.利用本实用新型加工产品时,将产品喷涂好保护油墨,先放置1片切割好的需求尺寸产品在叠片治具内,在产品四r角处点uv胶,再将第2片产品叠片于第1片产品之上,以此循环共层叠8片,过uv隧道炉固化。使用外形粗修加工段粗修加工至大慨外形,使用外形精修加工段精修外形,使用粗开槽段粗开槽,使用精修槽段精修槽。
22.本实用新型通过改变砂轮棒设计结构,采用组合式结构设计,使产品可叠片式,使之能在cnc工序一次加工8片用时160秒,平均每片加工用时20秒,效率提升80%,解决其加工效率、设备利用率等问题。
23.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1