一种分体式弹簧排气套的制作方法
1.本实用新型涉及轮胎硫化技术领域,具体是一种分体式弹簧排气套。
背景技术:
2.轮胎的加工过程需要经历加热硫化阶段,将生胎装到硫化机上,在模具里经过适当的时间以及适宜高温条件硫化成成品轮胎。在加热硫化阶段需要将模具内的气体排出,普通的排气孔套会在轮胎表面留下胎毛,不但需要修剪而且影响外观。有鉴于此,弹簧排气套得以被研发出来。
3.目前,现有的弹簧排气套通常包括套筒状套管,外套内同轴套设的芯轴,以及芯轴上套设的弹簧。在实际应用中,利用在模具上开设的贯穿模具型腔和外部排气设备的排气孔,将弹簧气套嵌入排气孔内,并使套管的密封配合面所在端与型腔壁平齐。因橡胶渗入或弹性疲劳等因素导致使用时间久了弹簧排气套易发生堵塞或损坏的情况;又因一个模具内往往存在大量排气孔,而导致逐一的维修和整体的拔出并更换弹簧排气套变得极为繁琐和不现实,其逐一整体更换所带来也带来成本骤升问题。
技术实现要素:
4.本实用新型的目的在于提供一种分体式弹簧排气套,可以拆卸更坏损坏部分,节省生产成本和人力成本。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种分体式弹簧排气套,包括套管及同轴活动设置在所述套管内的芯轴,所述芯轴外周套设有弹簧,所述芯轴包括拆卸式连接的上芯轴和下芯轴;所述套管包括拆卸式连接的上套管和下套管;所述上芯轴上端设有第一限位块,所述下芯轴下端具有第二限位块,所述第二限位块位于所述下套管外部。
7.作为本实用新型进一步的方案:所述上芯轴和下芯轴为螺纹连接;所述上套管和下套管为螺纹连接。
8.作为本实用新型进一步的方案:所述上芯轴的下端面向上开设有螺纹孔;所述下芯轴上端开设有与所述螺纹孔相匹配的外螺纹。
9.作为本实用新型进一步的方案:所述下套管沿其侧壁轴向开设有第一槽口,且所述第一槽口的开口端位于下套管的下端,所述第一槽口均匀分布于所述下套管(12)的下端且所述第一槽口的数量至少是两个。
10.作为本实用新型进一步的方案:所述下芯轴沿其下端面轴向开设第二槽口,所述第二槽口的开口端位于下芯轴下端面。
11.作为本实用新型进一步的方案:位于所述第一限位块下方的所述上芯轴外壁上设有至少两个固定块,所述固定块端面抵接在套管内壁上。
12.作为本实用新型进一步的方案:所述弹簧的一端抵接在固定块下端、另一端抵接在第一限位块上端。
13.作为本实用新型进一步的方案:所述第一限位块为一个圆台结构,该圆台结构的直径自上而下逐渐减小。
14.作为本实用新型进一步的方案:所述上套管顶部呈圆锥孔,所述圆锥孔内壁设有与所述圆台结构相匹配的环形密封垫;所述圆台结构的最大直径大于所述环形密封垫的最大内径。
15.作为本实用新型进一步的方案:所述上套管的外壁设有凸台结构。
16.与现有技术相比,本实用新型的有益效果是:本实用新型结构新颖,可拆卸式的芯轴和套管设置方便弹簧排气套在部分部件损坏时无需整体丢弃更换,可拆卸损坏的部件进行更换即可,有效节约和利用资源;本实用新型采用了固定块设置可有效防止芯轴作往复运动时发生歪斜的情况;套管下端开设的第一槽口有利于芯轴拔插时操作方便,且可以起到辅助气体更好地排出的作用。
附图说明
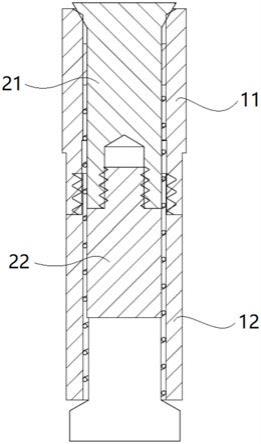
17.图1为一种本实用新型剖面图;
18.图2为一种本实用新型中芯轴及弹簧的立体结构图;
19.图3为一种本实用新型中套管立体结构示意图;
20.图中:1
‑
套管、11
‑
上套管、111
‑
圆锥孔、112
‑
凸台结构、113
‑
环形密封垫、12
‑
下套管、121
‑
第一槽口、2
‑
芯轴、21
‑
上芯轴、211
‑
第一限位块、212
‑
固定块、22
‑
下芯轴、221
‑
第二限位块、222
‑
第二槽口、3
‑
弹簧。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1
‑
3,一种分体式弹簧排气套,包括套管1及同轴活动设置在所述套管1内的芯轴2,所述芯轴2外周套设有弹簧3,所述套管1包括拆卸式连接的上套管11和下套管12;所述芯轴2包括拆卸式连接的上芯轴21和下芯轴22;所述上芯轴21上端设有第一限位211,所述下芯轴22下端具有第二限位块221;所述第二限位块221位于所述下套管12外部。
23.进一步地,如图1所示,所述上芯轴21和下芯轴22为螺纹连接;所述上套管11和下套管12为螺纹连接;其中,所述上芯轴21的下端面向上开设有螺纹孔;所述下芯轴22上端开设有与所述螺纹孔相匹配的外螺纹。
24.进一步地,如图2所示,所述上芯轴21上端设有的第一限位块211为圆台结构,该圆台结构的直径自上而下逐渐减小;在硫化过程中,轮胎内其他受热膨胀,芯轴2受气体推力作用往上顶,又受弹簧3的约束被拉回,此间芯轴2作数个往复运动,该圆台结构对做往复运动的芯轴2进行向下运动的限位。位于所述第一限位块211下方的所述上芯轴21外壁上设有至少两个固定块212,所述固定块212端面抵接在套管1内壁上;本实施例中固定块212数量为4个,其呈十字形分布于所述上芯轴21的外壁,所述固定块212与套管1内壁相配合,防止芯轴2在作往复运动时发生歪斜的情况。
25.进一步地,如图3所示,所述上套管11上端内壁开设有圆锥孔111,所述圆锥孔111内壁设有与所述圆台结构相匹配的环形密封垫113,所述环形密封垫113的最大内径小于所述圆台结构的最大直径,自然状态下所述圆台结构受重力作用与环形密封垫相贴合。所述上套管11的外壁设有凸台结构112,该凸台结构112有助于拔插上套管11时手不发生滑动。
26.进一步地,请继续参阅图2,所述下芯轴22沿其下端面轴向开设第二槽口222,所述第二槽口222的开口端位于下芯轴22下端面;拔插芯轴2时,所述第二槽口222的开口部向内收缩靠近,完成拔插操作后所述第二槽口222的开口部还原。所述第二槽口222将第二限位块221分割成两个部分;所述第二限位块221的外径大于下套管12内径,从而所述第二限位块221对做往复运动的芯轴2进行向上运动的限位。
27.进一步地,请继续参阅图3,所述下套管12沿其侧壁轴向开设有第一槽口121,且所述第一槽口121的开口端位于下套管12的下端,所述第一槽口121数量至少是两个且均匀分布在下套管12的下端,本实施例中所述第一槽口121数量为两个,其对称分布于所述下套管12侧壁;拔插芯轴2时,第二限位块221将第二槽口222撑开再还原,拔插过程中,芯轴2上的第一槽口121向内收缩,第二槽口222的设置使拔插变得更省力,且,第二槽口222的设置可辅助排气过程使排气更顺畅。
28.所述套管1内壁和芯轴2外壁之间形成的容置空间除了用于放置弹簧3、固定块212之外,还作为排气通道,将硫化过程中轮胎内膨胀的气体排出。
29.进一步地,所述弹簧3的一端抵接在固定块212下端、另一端抵接在第一限位块211上端,该弹簧3在芯轴2作往复运动时提供缓冲作用并辅助限位。
30.本实用新型在使用时,首先将套管1整体的底端对准排气孔插入其内,再将外周套设弹簧3的芯轴2插入套管1中,使得第二限位块221露出下套管12外部即可完成安装;自然状态下,所述圆台结构受重力作用与环形密封垫相贴合,当开始硫化时,芯轴2在套管1内受限地上下往复运动,所述圆台结构对芯轴2进行向下运动的限位,所述第二限位块221对芯轴2进行向上运动的限位;容易损坏的部件一般是下芯轴22、下套管12和弹簧3,因橡胶液飞溅、灰尘集聚发生堵塞、弹簧失去弹性等原因需要更换新的部件,拔出套管1或芯轴2,将损坏的部件旋拧开更换新的再组装。
31.虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
32.故以上所述仅为本申请的较佳实施例,并非用来限定本申请的实施范围;即凡依本申请的权利要求范围所做的各种等同变换,均为本申请权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1