一种电缆填充材料挤出装置及其填充层挤出方法与流程
[0001]
本发明属于电缆材料加工设备技术领域,具体涉及一种电缆填充材料挤出装置及其填充层挤出方法。
背景技术:
[0002]
电缆的生产过程中,需要对导体线芯进行保护,其外部一般会设有绝缘层、屏蔽层、护套层,为保证电缆的圆整性,避免芯线之间相互摩擦,需要在芯线之间添加填充材料,传统的填充采用一般采用麻绳、玻璃纤维等一些高分子材料,采用这些材料,会造成一系列问题,例如麻绳作为填充材料对电缆芯线固定性差,采用玻璃纤维材料作为填充材料,同样存在电缆芯线固定性的问题,并且电缆断口处易产生细小的玻璃纤维粉尘,对身体不利,无论采用哪种方式,都会导致多根导体线芯机密叠放,不利于导体线芯之间的散热,而采用具有柔软度高带有阻燃成分和发泡成分的电缆材料经过挤出机进行填充,是一个很好的解决办法,但目前缺少这种可挤出电缆材料的挤出装置,为此,为了解决这一问题,我们提出了一种电缆填充材料挤出装置及其填充层挤出的方法。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种电缆填充材料挤出装置及其填充层挤出的方法。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
设计一种电缆填充材料挤出装置,包括容纳腔管,所述容纳腔管的管壁上连接有进料口,所述进料口固定连接在挤出机的出料口上;
[0006]
所述容纳腔管的一端依次连接有挤出成型管、冷却管,所述容纳腔管、挤出成型管、冷却管为一体结构;
[0007]
所述冷却管上设有冷风供送装置;
[0008]
所述容纳腔管的另一端通过法兰连接有进线管,所述进线管上均布有多个取直管,所述取直管与容纳腔管相通。
[0009]
与现有技术相比,采用了上述技术方案的电缆填充材料挤出装置,具有如下有益效果:
[0010]
一、本发明可灵活应用在挤出机上,通过拼装的方式组合出适应不同直径电缆的材料填充,通过该装置可有效将多根导体线芯进行固定,进行一体化挤塑固定,并且确保每根导体线芯之间存在一定距离,避免导体线芯紧密堆积,增大导体线芯之间的散热面积,有效提高电缆导体电芯的稳定性。
[0011]
二、本发明通过容纳腔管的设置可使填充物料挤出后与电缆的导体电芯充分接触,有利电缆电芯之间空隙的完全填充。
[0012]
三、本发明通过在挤出成型管后方设置冷却管可对挤出的填充材料进行第一时间冷却,采用悬空的风冷形式,提高冷却风量的利用率,进而有效提高填充材料的冷却成型。
[0013]
优选地,所述挤出成型管的管径小于容纳腔管和冷却管,所述挤出成型管与容纳腔管连接处设有锥形结构的第一过渡斜坡,所述挤出成型管与冷却管连接处设有锥形结构的第二过渡斜坡。设置第一过渡斜坡的目的在于使电缆填充材料从容纳腔管连续进入至挤出成型管具有更好的过渡,第二过渡斜坡用于更好的设置吹淋管,使挤出的电缆填充材料悬置在冷却管内。
[0014]
优选地,所述冷风供送装置包括环形结构的供风管,所述供风管上设有入风口,所述供风管的周向上阵列设有多个吹淋管,所述吹淋管接入至冷却管内,所述吹淋管的出风端位于第二过渡斜坡上。冷风供送装置可为冷却管提供一个360度的冷却供风系统,使挤出的电缆填充材料完全置于冷风中进行有效风冷。
[0015]
优选地,所述容纳腔管的外侧设有保温夹套,所述保温夹套的一侧设有供热入口,另一侧设有供热出口。保温夹套的设置确保容纳腔管内填充材料始终处于熔融状态,有利电缆导体线芯之间的填充。
[0016]
优选地,所述进线管与容纳腔管之间设有密封垫片,所述密封垫片上对应每个所述取直管的位置设有单向密封嘴。密封垫片起到进线管与容纳腔管之间的密封效果,而单向密封嘴用于包裹在电缆导体线芯外侧,避免容纳腔管内部的填充材料从进线管处挤出。
[0017]
优选地,所述密封垫片为耐高温弹性件,所述单向密封嘴为鸭嘴状结构。鸭嘴状结构的单向密封嘴具有良好的单向密封效果,密封垫片的耐高温程度要远远大于填充材料的熔融挤出温度。
[0018]
本发明还提供了一种采用电缆填充材料挤出装置对电缆填充层的挤出方法,包括如下步骤:
[0019]
步骤1、先根据电缆内部导体线芯条数以及外径选用合适的挤出成型管、进线管以及配套的密封垫片,将进线管固定安装在容纳腔管的进线端法兰上,入风口接入到冷风供风机的出风端上,保温夹套的供热入口和供热出口连接在热油循环泵上,组装完成好后的电缆填充材料挤出装置通过进料口连接在挤出机的出料口上;
[0020]
步骤2、预热挤出机和容纳腔管,设定电缆填充材料的挤出温度;
[0021]
步骤3、将多根导体线芯的一端插入至容纳腔管内,然后将具有柔软度高带有阻燃成分和发泡成分的电缆填充材料投入至挤出机内进行熔融挤出,熔融挤出物料进入到容纳腔管内,并填充在多根导体线芯之间,形成带有汽包的填充材料;
[0022]
步骤4、从供风管一端连续抽出带有填充材料的电缆,熔融挤出物料经挤出成型管进行定型,再经冷却管对导体线芯外部的填充材料进行快速风冷。
附图说明
[0023]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
[0024]
图1是本发明的立体结构示意图;
[0025]
图2是本发明的内部结构示意图;
[0026]
图3是本发明中容纳腔管的内部结构示意图;
[0027]
图4是本发明与挤出机的装配结构示意图;
[0028]
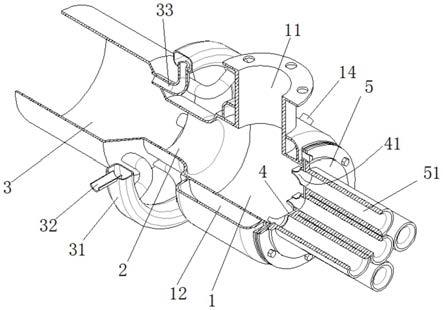
图中标记为:容纳腔管1、进料口11、保温夹套12、供热入口13、供热出口14、第一过
渡斜坡15、第二过渡斜坡16、挤出成型管2、冷却管3、供风管31、入风口32、吹淋管33、密封垫片4、单向密封嘴41、进线管5、取直管51。
具体实施方式
[0029]
下面结合具体实施例,进一步阐述本发明。这些实施例仅用于说明本发明而不用于限制本发明的范围。在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0030]
现结合说明书附图,详细说明本发明的结构特点。
[0031]
参见图1-4,一种电缆填充材料挤出装置,包括容纳腔管1,容纳腔管1的管壁上连接有进料口11,进料口11固定连接在挤出机6的出料口上。
[0032]
容纳腔管1的一端依次连接有挤出成型管2、冷却管3,容纳腔管1、挤出成型管2、冷却管3为一体结构。挤出成型管2的管径小于容纳腔管1和冷却管3,挤出成型管2与容纳腔管1连接处设有锥形结构的第一过渡斜坡15,挤出成型管2与冷却管3连接处设有锥形结构的第二过渡斜坡16,设置第一过渡斜坡15的目的在于使电缆填充材料从容纳腔管1连续进入至挤出成型管2具有更好的过渡,第二过渡斜坡16可使挤出的电缆填充材料悬置在冷却管3内。
[0033]
冷却管3上设有冷风供送装置;冷风供送装置包括环形结构的供风管31,供风管31上设有入风口32,供风管31的周向上阵列设有多个吹淋管33,吹淋管33接入至冷却管3内,吹淋管33的出风端位于第二过渡斜坡16上。冷风供送装置可为冷却管3提供一个360度的冷却供风系统,使挤出的电缆填充材料完全置于冷风中有效、快速的进行风冷。
[0034]
容纳腔管1的另一端通过法兰连接有进线管5,进线管5上均布有多个取直管51,取直管51与容纳腔管1相通。取直管51用于电缆导体线芯取直、定位的作用。
[0035]
本发明的电缆填充材料挤出装置,可灵活应用在挤出机上,通过拼装的方式组合出适应不同直径电缆的材料填充,通过该装置可有效将多根导体线芯进行固定,进行一体化挤塑固定,并且确保每根导体线芯之间存在一定距离,避免导体线芯紧密堆积,增大导体线芯之间的散热面积,有效提高电缆导体电芯的稳定性,通过容纳腔管1的设置可使填充物料挤出后与电缆的导体电芯充分接触,有利电缆电芯之间空隙的完全填充,通过在挤出成型管后方设置冷却管可对挤出的填充材料进行第一时间冷却,采用悬空的风冷形式,提高冷却风量的利用率,进而有效提高填充材料的冷却成型。
[0036]
参见图1、4,进一步说,容纳腔管1的外侧设有保温夹套12,保温夹套12的一侧设有供热入口13,另一侧设有供热出口14。
[0037]
设置保温夹套12,可确保容纳腔管1内填充材料始终处于熔融状态,有利电缆导体线芯之间的填充。
[0038]
参见图2-4,进一步说,进线管5与容纳腔管1之间设有密封垫片4,密封垫片4上对应每个取直管51的位置设有单向密封嘴41,密封垫片4为耐高温弹性件,单向密封嘴41为鸭嘴状结构。
[0039]
密封垫片4起到进线管5与容纳腔管1之间的密封效果,而单向密封嘴41用于包裹在电缆导体线芯外侧,避免容纳腔管1内部的填充材料从进线管51处挤出。采用鸭嘴状结构的单向密封嘴51具有良好的单向密封效果,密封垫片4的耐高温程度要远远大于填充材料的熔融挤出温度。
[0040]
为了进一步说明,本发明还提供了一种采用电缆填充材料挤出装置对电缆填充层的挤出方法,包括如下步骤:
[0041]
步骤1、先根据电缆内部导体线芯条数以及外径选用合适的挤出成型管2、进线管5以及配套的密封垫片4,将进线管5固定安装在容纳腔管1的进线端法兰上,入风口32接入到冷风供风机的出风端上,保温夹套12的供热入口13和供热出口14连接在热油循环泵上,组装完成好后的电缆填充材料挤出装置通过进料口11连接在挤出机6的出料口上;
[0042]
步骤2、预热挤出机6和容纳腔管1,设定电缆填充材料的挤出温度;
[0043]
步骤3、将多根导体线芯的一端插入至容纳腔管1内,然后将具有柔软度高带有阻燃成分和发泡成分的电缆填充材料投入至挤出机6内进行熔融挤出,熔融挤出物料进入到容纳腔管1内,并填充在多根导体线芯之间,形成带有汽包的填充材料;
[0044]
步骤4、从供风管31一端连续抽出带有填充材料的电缆,熔融挤出物料经挤出成型管2进行定型,再经冷却管3对导体线芯外部的填充材料进行快速风冷。
[0045]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1