一种引线对焊机的制作方法
1.本发明属于电容生产设备技术领域,具体为一种引线对焊机。
背景技术:
2.在电容器和锂电生产行业通常使用焊接设备对其进行加工,电容器生产行业包含铝电解电容器、v-chip贴片电容器、超级电容、固态电容等等所有电容器行业,锂电生产行业包括锂离子电容和微小型锂电池等生产行业。
3.目前行业内的引线对焊机设备速度比较慢,根据产品的大小和型号,平均每分钟生产速度缓慢,生产的成品数量减少,从而不利于使用。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本发明提供一种引线对焊机,有效的解决了目前目前行业内的设备速度比较慢的问题。
5.为实现上述目的,本发明提供如下技术方案:一种引线对焊机,包括工作台,所述工作台的顶部靠近右侧安装有材料引线拉直机构,材料引线拉直机构的正面安装有引线进料机构,引线进料机构的正面安装有引线移送机构,引线移送机构的正面安装有引线切断机构,工作台的顶部安装有成型材料进料结构,成型材料进料结构的正面安装有成型铝棒移送机构,成型材料进料结构的正面安装有成型铝棒切断机构,成型铝棒切断机构、惰性气体隔绝防护机构和成型材料进料结构均位于材料引线拉直机构的左侧。
6.优选的,所述工作台的顶部安装有负极电源机构,负极电源机构的正面安装有负极夹持机械手,负极夹持机械手的正面安装有惰性气体隔绝防护机构,惰性气体隔绝防护机构的右侧安装有正极电源机构,正极电源机构的正面安装有正极夹持机械手,负极电源机构、负极夹持机械手、惰性气体隔绝防护机构、正极电源机构和正极夹持机械手均位于成型材料进料结构和材料引线拉直机构之间。
7.优选的,所述工作台的正面安装有完成品二次成型检出机构,完成品二次成型检出机构的正面安装有完成品二次修剪机构,完成品二次修剪机构和完成品二次成型检出机构均位于成型铝棒移送机构的左侧。
8.优选的,所述工作台的正面安装有成品移送机构,成品移送机构与完成品二次修剪机构连接,成品移送机构位于成型铝棒切断机构的左侧。
9.优选的,所述工作台的正面安装有完成品下料机构,完成品下料机构位于成品移送机构的左侧。
10.优选的,所述工作台的顶部安装有人机界面操控装置,人机界面操控装置位于引线切断机构的右侧。
11.优选的,所述工作台的顶部安装有焊接强度检测机构,焊接强度检测机构位于成型铝棒切断机构的正面。
12.优选的,所述工作台的底部固定安装有支架,工作台的下方安装有变频装置和电
流交换设备,变频装置和电流交换设备与支架连接。
13.优选的,所述工作台的底部安装有动力驱动机构,动力驱动机构与支架连接。
14.与现有技术相比,本发明的有益效果是:
15.(1)、本发明,通过材料引线拉直机构和引线进料机构以及引线移送机构和引线切断机构之间的配合,能够对引线进行处理,并通过成型材料进料结构能够对铝棒进行进料,并通过引线移送机构和负极电源机构能够将引线和铝棒进行对接,从而能够大幅度提高设备的稼动率和效率,根据产品的大小和型号,成型设备速度,平均每分钟生产速度较传统设备相比有很大的提高,生产的产品数量有很大的提升;
16.(2)、该发明通过增加惰性气体隔绝防护机构,从而使得产品的焊点外观改善和焊接强度提高。
17.(3)、该发明通过对引线和铝棒的单独进料,独立的成型设备,大大的改善引线的铝舌的毛刺和刃口状边缘残留等问题。
附图说明
18.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
19.在附图中:
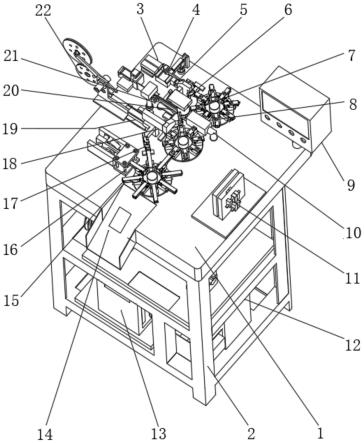
20.图1为本发明结构示意图;
21.图中:1、工作台;2、支架;3、材料引线拉直机构;4、引线进料机构; 5、引线移送机构;6、引线切断机构;7、正极电源机构;8、正极夹持机械手; 9、人机界面操控装置;10、惰性气体隔绝防护机构;11、焊接强度检测机构; 12、变频装置和电流交换设备;13、动力驱动机构;14、完成品下料机构;15、成品移送机构;16、完成品二次成型检出机构;17、完成品二次修剪机构;18、成型铝棒切断机构;19、成型铝棒移送机构;20、负极夹持机械手;21、负极电源机构;22、成型材料进料结构。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.实施例一,由图1给出,本发明包括工作台1,工作台1的顶部靠近右侧安装有材料引线拉直机构3,材料引线拉直机构3的正面安装有引线进料机构4,引线进料机构4的正面安装有引线移送机构5,引线移送机构5的正面安装有引线切断机构6,工作台1的顶部安装有成型材料进料结构22,成型材料进料结构22的正面安装有成型铝棒移送机构19,成型材料进料结构22的正面安装有成型铝棒切断机构18,成型铝棒切断机构18、惰性气体隔绝防护机构10和成型材料进料结构22均位于材料引线拉直机构3的左侧;
24.通过设置材料引线拉直机构3和引线进料机构4以及引线移送机构5和引线切断机构6能够方便引线的进料,同时便于对引线的处理。
25.实施例二,在实施例一的基础上,工作台1的顶部安装有负极电源机构21,负极电
源机构21的正面安装有负极夹持机械手20,负极夹持机械手20的正面安装有惰性气体隔绝防护机构10,惰性气体隔绝防护机构10的右侧安装有正极电源机构7,正极电源机构7的正面安装有正极夹持机械手8,负极电源机构 21、负极夹持机械手20、惰性气体隔绝防护机构10、正极电源机构7和正极夹持机械手8均位于成型材料进料结构22和材料引线拉直机构3之间;
26.通过设置负极电源机构21和正极电源机构7能够将引线和铝棒进行对接。
27.实施例三,在实施例一的基础上,工作台1的正面安装有完成品二次成型检出机构16,完成品二次成型检出机构16的正面安装有完成品二次修剪机构17,完成品二次修剪机构17和完成品二次成型检出机构16均位于成型铝棒移送机构19的左侧,工作台1的正面安装有成品移送机构15,成品移送机构15与完成品二次修剪机构17连接,成品移送机构15位于成型铝棒切断机构18的左侧,工作台1的正面安装有完成品下料机构14,完成品下料机构14位于成品移送机构15的左侧,工作台1的顶部安装有人机界面操控装置9,人机界面操控装置9 位于引线切断机构6的右侧,工作台1的顶部安装有焊接强度检测机构11,焊接强度检测机构11位于成型铝棒切断机构18的正面,工作台1的底部固定安装有支架2,工作台1的下方安装有变频装置和电流交换设备12,变频装置和电流交换设备12与支架2连接,工作台1的底部安装有动力驱动机构13,动力驱动机构13与支架2连接;
28.通过设置变频装置和电流交换设备12能够提高铝棒和引线的对接精度,同时通过设置惰性气体隔绝防护机构10,使得产品的焊点外观改善和焊接强度提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1