一种调压充型高压凝固铸造装置与铸造方法与流程
1.本发明涉及铸造技术领域,具体涉及一种调压充型高压凝固铸造装置与铸造方法,具体是指:利用型腔及炉膛的压力差输送合金液完成模具型腔充型,然后使合金液在锤头高压作用下凝固的装置及方法。
背景技术:
2.压铸和挤压铸造被广泛应用于工业化大批量生产铝合金铸件,相比于其他铸造工艺,此两种铸造工艺生产的铝合金铸件尺寸稳定、精度高,铸件表面质量优良,工艺出品率高,生产效率高。此外,采用挤压铸造工艺生产的铸件,其强度和力学性能比传统砂型铸造高。
3.压铸和挤压铸造的挤压方式分为直接挤压和间接挤压两种,其中直接挤压是利用模具直接对铝液施加高压,而间接挤压则是利用锤头保证铝液在高压条件下凝固。
4.目前国内采用的压铸和挤压铸造工艺在铝液输送、充型和凝固等方面均存在不足之处:采用浇包向料筒中倾倒铝液,倾倒过程中铝液与空气持续接触形成大量氧化渣;充型时铝液在型腔内高速流动和空气发生二次接触,容易形成卷气和氧化渣;熔体含气量大,凝固时易析出形成针孔。这些不足之处严重的降低了铝液质量,影响铸件内部质量和力学性能。
5.铝合金压铸和挤压铸造工艺目前已大规模应用于工业化生产,开发一种调压充型高压凝固的装置及方法,可以从熔炼炉中铝液中心取优质铝合金熔体,通过计算机控制模具1型腔和熔炼炉3内的压力差,将优质铝液沿封闭式的升液管31和料筒4输送到模具1型腔内,不仅减小了铝液在输送和充型阶段与空气的接触面积,同时保证液面平稳上升,有效避免形成氧化皮和氧化渣,同时在模具1型腔内形成一定的真空条件,降低了铝液的含气量,提高了铝液在模具1型腔内充型能力;充型完成后,铸件在高压下凝固,组织致密,晶粒细化,大大降低缩松、缩孔、针孔等铸造缺陷的形成几率,最终使铸件内部质量及本体力学性能大幅提高。因此,一种调压充型高压凝固的装置及方法对于工业化大批量生产优质压铸和挤压铸件具有十分重要的意义。
技术实现要素:
6.为了减少压铸和挤压铸造过程铝液氧化,降低熔体含气量,避免充型过程卷气,提高铸件质量,本发明提供一种调压充型高压凝固铸造装置与铸造方法。本发明主要是对模具1抽真空,同时向熔炼炉3内通入压缩空气或抽真空,改变炉内气压,利用熔炼炉3内与模具1型腔之间的压力差推动铝液依次通过升液管31和料筒4进入模具型腔,并上升至设定高度,锤头21上升封堵进料口,推动料筒4中的铝液进入模具1型腔完成充型,模具真空截止阀13启动,同时对合金液施加60~200mpa的挤压力,直至合金液凝固。通过上述方案可以从熔炼炉中铝液中心取优质铝合金熔体,通过计算机控制熔炼炉3内和模具1型腔的压力差将铝液通过封闭式的升液管31和料筒输送到模具1型腔内,整个过程铝液液面平稳上升,不仅大
大减小了铝液在输送和充型阶段与空气的接触面积,减少氧化渣,同时模具1型腔内形成一定的真空条件,降低了铝液的含气量,提高了铝液在模具1型腔内充型能力;充型完成后,铸件在高压下凝固,组织致密,晶粒细化,大大降低缩松、缩孔、针孔等铸造缺陷的形成几率,最终使铸件内部质量及本体力学性能大幅提高。
7.本发明具体技术方案如下:
8.本发明提供了一种调压充型高压凝固铸造装置,所述装置包括熔炼炉3、压射杆2、升液管31、锤头21、料筒4、模具1、真空管5和真空截止阀13;
9.其中,所述料筒4位于模具1下方,所述锤头21安装在压射杆2上方,受压射杆2推动在料筒4中上下运动;熔炼炉3放置模具1侧下方,炉体密封性良好,升液管31一端深入炉内坩埚中,另一端连接料筒4;所述模具1由动模11和定模12组成,定模12上部开孔并连接真空截止阀13,真空截止阀13外接真空管5,真空管5连接抽真空设备,对模具1型腔抽真空。
10.所述料筒4上开具有侧向的进料口41,进料口41最高点位于模具型腔底部下方10~20mm处。
11.料筒4内壁光滑,锤头21可在料筒4内上下运动,锤头21长度比进料口竖直方向高度高出20~40mm,在料筒中锤头底面运动至进料口垂直方向上的最低点位置时能够完全封闭进料口,且铝液不渗漏。
12.熔炼炉3同时连接压缩空气管道以及抽真空管道,既可对炉内抽真空,也可通入压缩空气。
13.本发同时提供了一种完成调压充型高压凝固的方法,该方法具体步骤如下:
14.1)参数设置:调节锤头底面为进料口底面齐平,为锤头初始位置,最终位置为模具型腔底部下方5~10mm,根据锤头初始位置及最终位置之间的高度差,计算该段高度内料筒中铝液体积,结合模具型腔结构,设定调压充型过程铝液液面最终停留高度,保证锤头从初始位置上升至最终位置时,料筒中的铝液进入模具型腔,铸件充型完整;
15.2)调压充型:模具1合模,抽取模具1型腔空气,同时向熔炼炉3中通入压缩空气或者抽真空,通过计算机控制炉体和模具1型腔的压力差推动铝液沿升液管31经过料筒4进入模具1型腔,直至铝液液面上升至模具1型腔设定高度后停留;
16.3)封闭进料口:锤头21上升封闭进料口,将料筒4中的铝液推入模具1型腔中完成充型,真空截止阀13启动,停止抽真空,同时阻止铝液进入真空管道,熔炼炉3排气阀打开,炉内气压回复至常压;
17.4)高压凝固:锤头21持续对合金液施加60~200mpa压力,直至合金液在模具1型腔中完全凝固。
18.本发明的有益效果体现在:
19.本发明的装置及方法可以从熔炼炉内铝液中心部位取得优质铝液,先后经过封闭的升液管和料筒最终输送到模具型腔,降低铝液与空气的接触面,减少氧化渣的形成,并且不论是在升液管中的输送过程还是进入模具型腔后的充型过程,铝液液面上方始终处于一定的真空条件下,进一步避免了氧化渣的形成,保证铸件质量;
20.本发明的装置及方法可以利用计算机精确控制熔炼炉内和模具型腔内的压差变化,使铝液平稳进入模具型腔,避免传统高压铸造充型速度过快导致铝液氧化和卷气情况,铸件可以进行热处理。
21.本发明的装置及方法能使铝液上表面及模具型腔处于一定真空度条件下,有利于减少铝液含气量,并提高铝液充型能力。
22.本发明的装置及方法能使铝液在高压下凝固,提高合金液补缩能力,同时抑制铝液中氢析出,避免铸件形成缩松、缩孔、针孔等缺陷。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
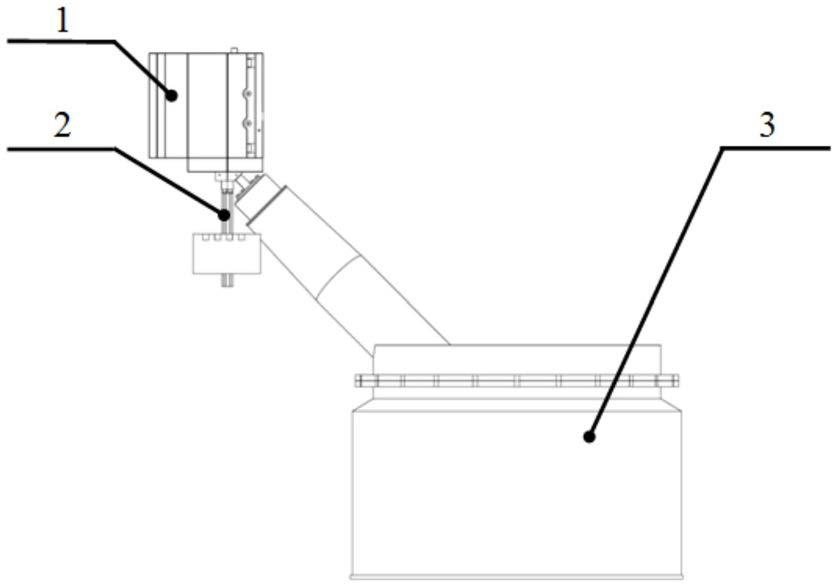
24.图1是种调压充型高压凝固的装置整体结构示意图;
25.图2是种调压充型高压凝固的装置局部结构剖示图;
26.其中,模具1、压射杆2、熔炼炉3、料筒4、真空管5、升液管31、锤头21、和真空截止阀13、动模11、定模12、进料口41。
具体实施方式
27.下面结合实例对本发明的结果及实施效果做进一步说明:
28.实施例1
29.本实施例为挤压铸造制备汽车轮毂的铝液输送过程,铸件材质为zl114a铝合金。
30.具体过程如下:
31.1)料筒上进料口最高点位于模具型腔底部下方20mm处,进料口垂直高度40mm,所用锤头长度60mm,比进料口长20mm,设定锤头初始位置为进料口最低点,锤头最终上升高度距模具型腔底部下方10mm,通过计算设定铝液液面最终停留高度距模具型腔最高点下方20mm;
32.2)zl114a铝合金在熔炼炉3中精炼、变质完成以后,模具1合模,抽取模具1型腔空气,同时向熔炼炉3中通入压缩空气,通过炉体和模具1型腔的压力差推动铝液沿升液管31经过料筒4进入模具1型腔,直至铝液液面距离型腔最高点以下20mm,停止进气;
33.3)锤头21上升封闭进料口,并将料筒4中的铝液推入模具1腔中完成充型,,真空截止阀启动13,停止对模具1型腔抽真空,阻止铝液进入抽真空管道。同时,熔炼炉3排气阀打开,炉内气压回复;
34.4)锤头21持续对合金液施加160mpa压力,直至合金液在模具1型腔中完全凝固。
35.实施例2
36.本实施例为挤压铸造制备汽车控制臂的铝液输送过程,铸件材质为zl101a铝合金。
37.具体过程如下:
38.1)料筒上进料口最高点位于模具型腔底部下方15mm处,进料口垂直高度20mm,所用锤头长度40mm,比进料口长20mm,设定锤头初始位置为进料口最低点,锤头最终上升高度距模具型腔底部下方5mm,通过计算设定铝液液面最终停留高度距模具型腔最高点下方40mm;
39.2)zl101a铝合金在熔炼炉3中精炼、变质完成以后,模具1合模,抽取模具1型腔的空气,同时向熔炼炉3中通入压缩空气,通过炉体和模具1型腔的压力差推动铝液沿升液管31经过料筒4进入模具1型腔,直至铝液液面距离型腔最高点以下40mm,停止进气;;
40.3)锤头21上升封闭进料口,并将料筒4中的铝液推入模具1型腔中完成充型,真空截止阀启动13,停止对模具1型腔抽真空,阻止铝液进入抽真空管道5。同时,熔炼炉3排气阀打开,炉内气压回复;
41.4)锤头21持续对合金液施加120mpa压力,直至合金液在模具1型腔中完全凝固。
42.实施例3
43.一种调压充型高压凝固铸造装置,所述装置包括熔炼炉3、压射杆2、升液管31、锤头21、料筒4、模具1、真空管5和真空截止阀13;
44.其中,所述料筒4位于模具1下方,所述锤头21安装在压射杆2上方,受压射杆2推动在料筒4中上下运动;熔炼炉3放置模具1侧下方,炉体密封性良好,升液管31一端深入炉内坩埚中,另一端连接料筒4;所述模具1由动模11和定模12组成,定模12上部开孔并连接真空截止阀13,外接真空管5连接抽真空设备,对模具1型腔抽真空。所述料筒4上开具有侧向的进料口41,进料口最高点位于模具型腔底部下方10~20mm处。料筒4内壁光滑,锤头21可在料筒4内上下运动,锤头21比进料口长20~40mm,锤头在料筒中运动至进料口位置时能够完全封闭进料口,且铝液不渗漏。熔炼炉3同时连接压缩空气管道以及抽真空管道,既可对炉内抽真空,也可通入压缩空气。
45.尽管这里己详细列出并说明了优选实施实例,但是本领域技术人员可知,可在不脱离本发明精髓的情况下进行各种结构调整和控制参数搭配,这些内容都被认为处于权利要求所限定的本发明的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1