一种具有过滤及均匀化喷嘴的真空镀膜装置的制作方法
1.本发明涉及真空镀膜技术领域,更具体地说,涉及一种具有过滤及均匀化喷嘴的真空镀膜装置。
背景技术:
2.物理蒸发镀(pvd)是指在真空条件下加热被镀金属,使之以气态的方式沉积到基材上形成镀膜的工艺技术。根据加热方式的不同又分为电加热(电阻或感应式)和电子束枪加热(ebpvd)等。真空镀膜作为表面改性和镀膜工艺,已经在电子、玻璃、塑料等行业得到了广泛的应用,真空镀膜技术主要优点在于其环保、良好的镀膜性能和可镀物质的多样性。连续带钢运用真空镀膜技术的关键在于镀膜生产连续化、大面积、高速率、大规模生产等几个方面,从上世纪八十年代开始,世界各大钢铁公司都对此技术进行了大量的研究,随着热镀锌和电镀锌技术的成熟,该技术正在受到空前的重视,并被人为是创新型的表面镀膜工艺。
3.而在真空镀膜的过程中关键点就是如何通过喷嘴的布置得到厚度均匀一致的镀层。国外目前公开的资料中,主要包含以下几个方面:
4.1)蒸发坩埚与布流喷嘴一体式结构
5.欧洲专利be1009321a6、be1009317a61分别公开了如图1、图2的坩埚喷嘴结构,在图1的结构中,坩埚1上部加上盖2,使得上盖2和炉壁之间形成喷嘴结构,用于蒸发金属的直接喷射。在图2的结构中,则在蒸发坩埚中添加过滤板3,而后由顶部的狭缝喷嘴用于金属蒸汽的喷射。在这两个装置喷嘴的设计过程中,一个采用了拉瓦尔喷嘴结构,另一个采用了收缩喷嘴,而喷嘴的朝向位置一个是侧向喷射,另一个是垂直喷射。
6.在专利jps59177370a、us4552092a中亦公开了相关蒸发坩埚及喷嘴结构,图3给出了一种带自动补充金属液的坩埚喷嘴结构,喷嘴4采用较宽的出口,在坩埚上部也布置了加热器5用于蒸汽等的加热。图4给出的坩埚喷嘴结构中其结构由一侧弧形6展开,侧向喷射,在坩埚壁的外侧同样布置了加热管7用于壁面的加热。
7.2)蒸发坩埚与布流喷嘴分体式结构
8.在专利wo2018/020311a1公布了一种分体式坩埚喷嘴结构,如图5所示,在该装置中,坩埚在底部连接一个金属液供给槽8,其上部通过分体式管道9将金属蒸汽送至管状的分配器和前端的蒸汽喷嘴中,而后金属蒸汽通过喷嘴以高速将蒸汽喷射至金属板材。
9.在专利cn103249860a公开了一种分体式布流器及喷嘴结构,如图6所示,通过一个管道将蒸汽送至上部水平管道10中,水平管道10顶部具有多孔喷嘴,用以将金属蒸汽均匀的喷涂在金属板材表面。
10.在专利cn101175866a公开了一种金属蒸汽布流器及喷嘴形式,如图7所示了喷嘴的截面形式,布流器管道11外部缠绕导线从而实现对管道的加热,喷嘴部分为方形外壳,如图8所示,方形外壳12内部嵌套了另一种材质的环形管道,用于金属蒸汽的喷射,喷嘴使用的蒸汽出口形式为多孔式。
11.上述这些专利都涉及到了在镀膜过程中喷嘴的具体形式,但是并不能表明利用这
些喷嘴进行的镀膜都能达到均匀的程度,例如图7和图8来说,由于其孔采用间隔的圆孔用以在钢板表面形成均匀的涂层,而基于高压气体在沿小孔喷出以后,形成放射状的圆斑,所以在钢板运动的过程中,这种圆斑和圆斑之间如果不重合,则很容易形成长条状的涂层;而圆斑和圆斑之间太靠近,则圆斑之间的重合部分又容易形成较厚的涂层,而不重合部分形成较薄的涂层,从而出现钢板之间涂层的不均匀。而钢板表面镀层的均匀度对于其后续折弯及冲压等使用过程中具有很关键的因素。
技术实现要素:
12.针对现有技术中存在的上述缺陷,本发明的目的是提供一种具有过滤及均匀化喷嘴的真空镀膜装置,能形成均匀的喷射流,使高温蒸汽和低温钢板接触时,在钢板表面形成均匀镀层。
13.为实现上述目的,本发明采用如下技术方案:
14.一种具有过滤及均匀化喷嘴的真空镀膜装置,包括坩埚,其外侧设有感应加热器,坩埚顶部通过蒸汽管道连有布流箱体,布流箱体内设有一水平向的隔板,布流箱体顶部连有喷嘴,蒸汽管道上设有调压阀;
15.所述隔板,包括分压板,及连于其上表面的过滤板,分压板和过滤板均为多孔结构;
16.所述分压板设置为分段式结构,其正对蒸汽管道的位置为d1段,分别位于d1段两侧的d2、d3段,位于d2旁的d4段,及位于d3段旁的d5段。
17.所述分压板上每段的长度与蒸汽管道的直径d关系如下:
18.d1段的长度=(1.0~1.5)d;
19.d2、d3段的长度=(1.0~2.0)d;
20.d4、d5段的长度=(1.0~3.0)d。
21.所述分压板上的孔形状为矩形、圆形、三角形、梯形或者是狭缝形。
22.所述稳压板上的孔隙总面积与蒸汽管道和坩埚顶部连接位置面积之比大于等于0.1,即:
23.s
孔隙总面积
/s
出口
≥0.1。
24.所述稳压板上的孔形状为矩形、圆形或三角形。
25.所述稳压板上孔隙的走向为直线、曲线或者多层结构。
26.所述喷嘴出口设置为狭缝型或多孔型,且蒸汽管道和坩埚顶部连接位置面积与喷嘴出口面积之比大于等于0.05~5,即:
27.s
出口
/s
入口
≥0.05~5。
28.所述狭缝型喷嘴出口设置为直线形或者曲线形。
29.所述多孔型喷嘴出口设置为矩形、圆形或梯形。
30.所述喷嘴为石墨、陶瓷或者金属材质制成。
31.本发明所提供的一种具有过滤及均匀化喷嘴的真空镀膜装置,金属蒸汽由坩埚通过感应加热熔化金属蒸发获得,蒸汽通过管道进入到布流装置,布流装置中布置多孔的隔板,多孔的隔板采用不同孔隙率或者不同厚度的叠加,当金属蒸汽经过多孔的隔板时形成了较好的稳压和分布,金属蒸汽得到进一步的均压,当金属蒸汽通过多孔的隔板后由喷嘴
喷出,形成均匀的喷射流,当高温蒸汽和低温钢板接触时,在钢板表面形成了均匀镀层,提高真空镀膜的带钢质量,本发明投入少,操作简单,未来可以和真空镀膜技术成套输出。
附图说明
32.图1是欧洲专利be1009321a6的示意图;
33.图2是欧洲专利be1009317a61的示意图;
34.图3是专利jps59177370a的示意图;
35.图4是专利us4552092a的示意图;
36.图5是申请专利wo2018/020311a1的示意图;
37.图6是申请专利cn103249860a的示意图;
38.图7是专利cn101175866a的示意图;
39.图8是图7中方形外壳的示意图;
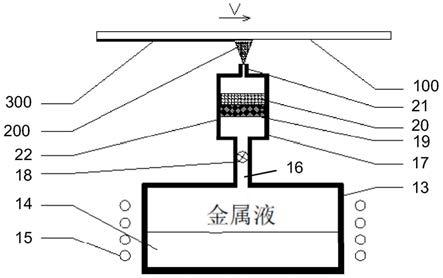
40.图9是本发明真空镀膜装置的结构示意图;
41.图10是图9真空镀膜装置中布流箱体内型截面图;
42.图11是图9真空镀膜装置中分压板孔隙率分布示意图;
43.图12是图9真空镀膜装置中分压板孔隙率曲线分布示意图;
44.图13是本发明真空镀膜装置参数面积分类示意图。
具体实施方式
45.下面结合附图和实施例进一步说明本发明的技术方案。
46.请结合图9至图10所示,本发明所提供的一种具有过滤及均匀化喷嘴的真空镀膜装置,包括坩埚13,坩埚13内盛有金属液14,坩埚13外侧设有感应加热器15,坩埚13顶部通过蒸汽管道16连有布流箱体17,蒸汽管道16上还设有调压阀18,布流箱体17内设有一水平向的隔板,该隔板包括分压板19,及连于其上表面的过滤板20,分压板19和过滤板20均为多孔结构,布流箱体17顶部连有喷嘴21。
47.较佳的,所述分压板19上的小孔形状可以是矩形、圆形、三角形、梯形或者是狭缝形等各种形状,其主要作用就是将从蒸汽管道16进入的气流在射流缓和区22进行分配,然后再进入到过滤板20,从过滤板20的微孔进入到射流加速区,从而间接的延长了气流的运动路径,并在进入到过滤板20前形成了充分的均匀。
48.如图12所示,所述分压板19设置为分段式结构,其正对蒸汽管道16的位置为d1段,分别位于d1段两侧的d2、d3段,位于d2旁的d4段,及位于d3段旁的d5段。
49.并设:蒸汽管道的直径为d,则分压板19上每段的长度与蒸汽管道的直径d关系如下:
50.d1段的长度=(1.0~1.5)d;
51.d2、d3段的长度=(1.0~2.0)d;
52.d4、d5段的长度=(1.0~3.0)d。
53.孔隙率e与来流金属蒸汽压力p之间的关系如下:
54.1)当p=500~2000pa时:
55.d1(e)=0.5~0.6;
56.d2(e)、d3(e)=0.6~0.8;
57.d4(e)、d5(e)=0.8~0.95;
58.p1(e)=0.5~0.8。
59.2)当p=2000~5000pa时:
60.d1(e)=0.3~0.5;
61.d2(e)、d3(e)=0.5~0.7;
62.d4(e)、d5(e)=0.7~0.85;
63.p1(e)=0.4~0.7。
64.3)当p=5000~10000pa时:
65.d1(e)=0.2~0.35;
66.d2(e)、d3(e)=0.35~0.6;
67.d4(e)、d5(e)=0.6~0.75;
68.p1(e)=0.55~0.7。
69.如图13所示,若所述分压板19的截面为曲线时,设蒸汽管道的直径为d,则分压板19可以采用曲线设计:
70.dt=a
0 exp(-b0r2)
71.其中r为分压板19长度的一半。
72.孔隙率e与来流金属蒸汽压力p之间的关系如下:
73.1)当p=500~2000pa时:
74.dt(e)=0.5~0.6;
75.p1(e)=0.5~0.8。
76.2)当p=2000~5000pa时:
77.dt(e)=0.3~0.5;
78.p1(e)=0.4~0.7。
79.3)当p=5000~10000pa时:
80.dt(e)=0.2~0.35;
81.p1(e)=0.55~0.7。
82.较佳的,所述过滤板20为多孔结构,稳压板20上的孔隙总面积与蒸汽管道16和坩埚13顶部连接位置面积之比大于等于0.1,即:s
孔隙总面积
/s
出口
≥0.1。孔形状为矩形、圆形或三角形等各种形状,稳压板20上孔隙的走向为直线、曲线或者多层结构等各种形式。
83.较佳的,所述喷嘴21出口设置为狭缝型或多孔型,狭缝型喷嘴出口设置为直线形或者曲线形,多孔型喷嘴出口设置为矩形、圆形或梯形等各种形状,且蒸汽管道16和坩埚13顶部连接位置面积与喷嘴21出口面积之比大于等于0.05~5,即:s
出口
/s
入口
≥0.05~5。
84.较佳的,所述喷嘴21的材质可以为石墨、陶瓷或者金属,以及其它可以进行加工的材料。
85.较佳的,所述喷嘴21工作中内部压力为500~500000pa。
86.较佳的,所述金属液14可包含的范围为锌、镁、铝、锡、镍、铜、铁等金属,此外还包含这些元素的低熔点(低于2000℃)氧化物。
87.较佳的,钢带100在真空镀膜前先经过等离子装置清洗,预热温度达到80~300℃。
88.本发明真空镀膜装置具体工作过程如下:
89.1)金属块体在坩埚13中受到感应加热器15的作用熔化成金属液14,金属液14在更高的过热度和低压下开始汽化,逐步形成金属蒸汽200;
90.2)开始阶段,与坩埚13相连的蒸汽管道16上的调压阀18处于关闭状态,随着金属液14不断的汽化,坩埚13内腔的蒸汽压力不断增大,当坩埚13内腔的压力达到一定压力时,开启调压阀18,使其保持一定的压力流出;
91.3)此时需同时增大感应加热器15从而使得调压阀18开启减小的压力得到补充,调整感应加热器15的功率范围,使得坩埚13内腔的压力保持在恒定的范围;
92.4)调压阀18开启后,金属蒸汽200沿蒸汽管道16向前流动,当进入到布流箱体17时,由于分压板19的作用,使得原有的高速管道气流在经过分压板19的时候受到阻力,在中部受到的阻力大,气流偏向两侧,从而使得气流流过过滤板21时形成均匀的流股。并均匀的沿过滤板21上的微孔流出,随后从布流箱体17顶部的喷嘴21均匀的流出;
93.5)由于喷嘴21出口狭小,使得金属蒸汽200流出时形成了较大的速度,此时在其上方布置了运动的钢带100,金属蒸汽200温度较高,遇到温度较低的钢带100时,迅速凝固,形成了金属镀膜300。
94.实施例
95.采用钢带表面蒸镀锌,钢带100宽度为1000mm,进行清洗干燥后,钢带100加热至120℃。感应加热器15加热将锌蒸发,并通过控制功率使得坩埚13内的锌达到20000pa压力,此时调压阀18处于关闭状态。当坩埚13内气体压力达到10000pa后,打开调压阀18,金属蒸汽200通过蒸汽管道16进入到布流箱体17,分压板19采用分段式,孔隙率设计为d1(e)=0.35,d2(e)、d3(e)=0.6,d4(e)、d5(e)=0.6,p1(e)=0.55。稳压板21为多孔结构,s
孔隙总面积
/s
出口
=3,喷嘴21内的工作压力为5000pa,喷嘴21材质为石墨,喷嘴21出口采用狭缝型,为长方形,其中s
出口
/s
入口
=0.95。
96.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1