减轻电阻焊接中的焊接开裂的高温涂层的制作方法
1.本公开涉及涂覆到金属上的涂层材料,其在后续的焊接操作期间减轻液体金属脆化开裂。
背景技术:
2.用于汽车面板和车身结构的金属通常例如通过电镀工艺或热浸镀锌工艺涂覆有保护涂层材料以减轻腐蚀。这种保护涂层材料可以包括锌材料和铝材料。已知和常用的锌涂层材料的熔融温度较“低”,在本文中定义为熔融温度等于或低于约491℃。拉应力,例如内部存在的拉应力(例如在涂覆后快速冷却期间发生)或外部施加的拉应力(例如在焊接工艺期间发生),可在靠近边缘的基体表面处、在电极下方和/或在焊接基体之间的界面处引起液体金属脆化(lme)。
3.已知lme发生在延性金属中,当暴露于特定的液体金属中时,其经历拉伸延性损失或脆性断裂。lme的实际影响在多种钢中很明显,例如适用于汽车可增加材料强度并减轻重量的gen3钢。gen3钢在此定义为拉伸强度和伸长率乘积最小为20gpa%的钢。已经发现gen3钢在焊接时经历延性损失和开裂。lme开裂可能会发生严重的后果,并且已经发现裂纹扩展速率较高。因此,某些受益于耐腐蚀涂层的理想材料,例如gen3钢,在应用于汽车时受限。
4.在焊接操作时,例如用于连接具有低熔化温度涂层材料的金属部件的电阻点焊,在已知的锌和铝涂层材料中会发生lme开裂。lme开裂的原因可能是由于金属熔化温度和在电阻焊接过程中所施加压力的差异,特别易发生在诸如钢材料的基材与涂层材料的相交处。lme开裂削弱了基材,降低了基材的基础强度。
5.因此,虽然用于减轻腐蚀的当前涂层实现了其目的,但是需要新的改进的涂层材料以减轻在电阻焊接时的开裂。
技术实现要素:
6.根据若干方面,一种制品,包括基体。涂层设置在基体上,涂层是锌基材料和铝基材料中的一种,涂层的熔点为至少500℃。
7.在本公开的另一方面,涂层限定为zn-20ni材料。
8.在本公开的另一方面,涂层限定为zn-10ni-15fe材料。
9.在本公开的另一方面,涂层限定为al-10zn-10mg材料。
10.在本公开的另一方面,涂层限定为al-20si材料。
11.在本公开的另一方面,涂层的最高熔点为约1034℃。
12.在本公开的另一方面,涂层的厚度为约5微米至约50微米。
13.在本发明的另一方面,涂层限定为zn-ni和zn-ni-fe中的一种,以减少电阻焊接过程中在接触涂层的电极处熔化的锌的量。
14.在本公开的另一方面,涂层限定为al-zn-mg和al-si中的一种,以减少电阻焊接过程中在接触涂层的电极处熔化的锌的量。
15.在本公开的另一方面,基体限定为gen3钢。
16.根据若干方面,一种涂层系统,具有高温涂层材料以减轻液体金属脆化(lme)开裂,涂层系统包括限定为钢材料的基体。在基体上涂覆耐腐蚀材料涂层。耐腐蚀材料涂层限于锌基材料和铝基材料中的一种。耐腐蚀材料限定为熔点大于约500℃的高温涂层。
17.在本公开的另一方面,锌基材料限定为zn-20ni材料和zn-10ni-15fe材料中的一种,铝基材料限定为al-10zn-10mg材料和al-20si材料中的一种。
18.在本公开的另一方面,基体限定为gen3钢。
19.根据若干方面,一种用于涂覆高温涂层以减轻液体金属脆化(lme)开裂的方法,包括:将耐腐蚀材料涂层涂覆到基材上;确定当发现液体金属脆化(lme)开裂事件时共同发生的三个因素,当第一因素与第二因素和第三因素同时存在时,lme开裂事件发生,其中第一因素限定为涂覆到基材的耐腐蚀材料涂层的液体金属相,第二因素限定为在基材中发生预定拉伸应变,第三因素限定为对lme开裂敏感的预定微观结构;以及通过将耐腐蚀材料选择为熔点大于约500℃的高温涂层来改性第一因素,以减少发生基材中lme开裂事件。
20.在本公开的另一方面,该方法包括使用电镀工艺将高温涂层涂覆到基体。
21.在本公开的另一方面,该方法包括使用热浸镀锌工艺将高温涂层涂覆到基体。
22.在本公开的另一方面,该方法包括从熔点大于约500℃直至约1034℃的一系列锌镍合金中选择耐腐蚀材料用作高温涂层。
23.在本公开的另一方面,该方法包括选择限定为zn-20ni材料和zn-10ni-15fe材料中的一种耐腐蚀材料作为锌基材料。
24.在本公开的另一方面,该方法包括选择限定为al-10zn-10mg材料和al-20si材料中的一种耐腐蚀材料作为铝基材料。
25.在本公开的另一方面,该方法包括选择用于基体的钢材料作为基体材料,钢材料包括gen3钢。
26.根据本文提供的描述,其他适用领域将变得显然。应理解,描述和具体实例仅用于说明目的,并不旨在限制本公开的范围。
附图说明
27.本文描述的附图仅用于说明目的,而不旨在以任何方式限制本公开的范围。
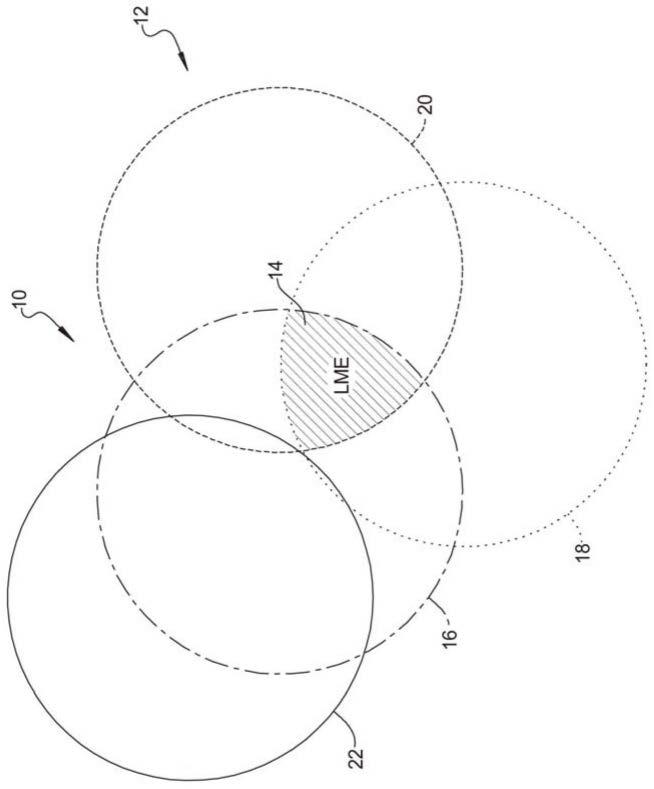
28.图1是为根据示例性方面的系统和方法,确定防止lme开裂事件的改性液体金属相的维恩图;
29.图2是使用图1的系统和方法制造的示例性涂覆部件的前透视图;
30.图3是示出了使用图1的系统和方法生产涂覆部件的热浸镀锌方法步骤的示意流程图;
31.图4是用于利用图1的系统和方法选择用于涂覆作为高温涂层的锌-镍材料的锌-镍相图;
32.图5是用于利用图1的系统和方法选择用于涂覆作为高温涂层的锌-镍-铁材料的锌-镍-铁三元相图;以及
33.图6是通过电阻焊接连接到金属板的图2的示例性涂覆部件的前透视图。
具体实施方式
34.以下描述本质上仅仅是示例性的,并不旨在限制本公开、应用或用途。
35.参照图1,使用维恩图12示出了本公开的用于涂覆高温涂层以减轻液体金属脆化(lme)开裂10的系统和方法。维恩图12示出了当发现lme开裂事件14时,例如在涂覆有耐腐蚀材料的钢基材中,已知共同发生的三个因素。如果涂覆到基材如gen3钢的耐腐蚀材料涂层的液体金属相16与基材中发生预定拉伸应变18以及对lme开裂敏感的预定微观结构20同时出现,则会发生lme开裂事件14。根据若干方面,参考图2论述的用于涂敷高温涂层以减轻液体金属脆化(lme)开裂的系统和方法10将液体金属相16的影响转变为阻止lme开裂事件14的改性液体金属相22。
36.例如,如果诸如gen3钢的钢基体涂覆有低温锌材料,则可能发生lme开裂事件14,低温锌材料在本文中定义为其熔点等于或低于约491℃。纯锌的熔点为约419℃,添加镍材料可升高熔点从而达到等于或低于491℃的低温熔点。然后,例如在涂覆后两种材料冷却收缩期间,在低温涂覆钢中会达到预定拉伸应变18。在后续的焊接低温熔点金属期间,例如当采用电阻焊接工艺联接涂覆钢部件时,施加应变也可会达到预定拉伸应变18。如果用本公开的“高温”涂层材料代替低温涂层材料,“高温”涂层材料本文定义为其熔点等于或高于约500℃,则所得的改性液体金属相22防止发生lme开裂事件14。
37.参照图2并再次参照图1,采用本公开的用于施加高温涂层以减轻液体金属脆化(lme)开裂10的系统和方法制造的示例性涂覆构件24包括基体26,其可为钢,例如gen3钢。gen3钢达到了gen2钢的强度和延性,同时没有与gen2钢有关的成本和连接问题。gen2钢采用孪晶诱发塑性(twip)钢和奥氏体不锈钢并添加合金元素而形成。gen3钢将高伸长率与高拉伸强度结合,具有最小拉伸强度和伸长率乘积,为20gpa%,因此由于其强度增加且重量减轻而期望用于汽车。
38.使用例如电镀工艺或热浸镀锌工艺将限定为高温涂层28的耐腐蚀材料涂层涂覆到基体26上。高温涂层28的涂层厚度30可在约5微米至约50微米的范围内。根据若干方面,高温涂层28可以包括其熔点分别等于或高于约500℃的多种高温材料32中的一种。高温材料32可包括但不限于zn-20ni、zn-10ni-15fe、al-10zn-10mg和al-20si材料中的一种。
39.根据若干方面,铬酸盐钝化层34也涂覆到高温涂层28上。之后通常将外涂层36涂覆到铬酸盐钝化层34上。然后可例如通过电阻焊接工艺将涂覆部件24接合到类似的涂覆部件或其它金属部件。继续参考图1和图2,通过高温涂层28实现的改性液体金属相22的熔点温度防止电阻焊接工艺产生的拉伸应变18与预定微观结构20组合而产生lme开裂事件14。
40.参照图3并再次参照图1和图2,示意流程图38示出了用于涂覆高温涂层以减轻液体金属脆化(lme)开裂的系统和方法10的示例性方法步骤,采用热浸镀锌将高温涂层28涂覆到基体26。在碱洗步骤40中,将钢材料的成形构件42浸入到碱槽44中。在随后的清洗步骤46中,将成形构件42浸入到清洗槽48中以去除碱槽44的剩余成分。在酸洗步骤50中,将成形构件42浸入到酸洗槽52中。在随后的第二清洗步骤54中,将成形构件42浸入到第二清洗槽56中以去除过量的酸洗化学品。在熔剂步骤58中,将成形构件42浸入熔剂槽60中。在熔剂槽60之后,在镀锌步骤62中,将成形构件42浸入到加热至液态的高温材料32中的选定的一种的加热槽中,高温材料32粘附到成形构件42上从而形成涂覆镀锌构件64。在镀锌步骤62之后,将镀锌构件64中的一个或多个冷却,并在检查步骤66中检查以确保成功形成高温涂层
28。
41.根据若干方面,可以采用电镀工艺来涂覆高温涂层28。在电镀工艺中,通过使用直流电流还原基体26的阳离子,将高温涂层28材料的金属涂层涂覆到基体26上。基体26用作电解池的阴极(负电极)。电解质可以是高温涂层28的盐溶液,阳极(正电极)可以是高温涂层28材料块。引起电解过程的电流由外部电源提供。
42.参照图4,并再次参照图2和图3,锌-镍相图68可用于选择涂覆作为高温涂层28的锌基材料。相图68,比较了以摄氏度为单位的温度74范围内的锌原子百分比70和锌重量百分比。第一曲线76确定纯锌的熔点为约419℃。锌镍材料的熔点为约491℃,含有一部分镍和锌的已知涂层材料限定在第一曲线76和第二曲线78之间。已经发现这些已知材料组合易发生lme开裂。因此,确定减轻lme开裂的方案是:由相图68确定的材料配制高温涂层28,即该材料为大于锌-镍合金交点80,熔点82为至少500℃。可以选择范围84的熔点为约500℃至最高约1034℃的锌-镍合金作为高温涂层28。可用于高温涂层28的锌-镍材料之一,这里确定为zn-20ni,由相交线88表示,其示出zn-20ni在范围84内并且具有大于850℃的熔点90。
43.参照图5,并再次参考图1至图4,在三元锌-镍-铁相图92中的560℃等温部分可以用来选择用于涂覆作为高温涂层28的锌基材料。相图92提供了限定锌原子百分比的锌范围94、限定镍原子百分比的镍范围96和限定铁原子百分比的铁范围98。温度轴100区分熔点大于或小于约500℃的材料组合。zn-10ni-15fe材料102的熔点大于500℃,因而适用于高温涂层28。
44.参照图6并再次参照图1和图2,在电阻焊接工艺期间,可通过将涂覆部件24’(为了清楚起见,除去了铬酸盐钝化层34和外涂层36)电阻点焊到诸如钢板的金属板106上,形成焊接部件104。第一电极108接触涂覆元件24’的表面110,第二电极112接触金属板106的表面114。高温涂层28的熔点等于或高于500℃,使在第一电极108的边缘周围和下方熔化的锌或铝的量降到最低,从而减轻基体26中的lme开裂。
45.本公开的用于涂覆高温涂层以减轻液体金属脆化(lme)开裂的系统和方法具有若干优点,包括涂覆高温涂层(zn基和al基)的系统和方法减少了例如在镀锌先进高强度钢的电阻焊接期间的涂层熔化。涂层熔化减少因此减少了基材的液体金属脆化开裂。示例性高温涂层材料包括zn-20ni、zn-10ni-15fe、al-10zn-10mg、al-20si。这些高温涂层材料将涂层熔点增加至500℃或更高,从而避免涂层材料在之后涂层材料冷却和电阻点焊期间熔化。
46.本公开的描述本质上仅仅是示例性的,并且不脱离本公开的主旨的变型旨在落入本公开的范围内。这些变型不应视为偏离了本公开的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1