用于复合轮的辐条部分的成形预制件的制作方法
本发明总体上涉及用于复合轮的辐条部分的制造的成形预制件。本发明特别适用于车辆和/或飞机的复合碳纤维轮,并且在下文中与这种示例性应用有关地公开本发明将是方便的。然而,应领会的是,本发明不限于这种应用,并且可以用作多种复合型轮的生产辅助。
背景技术:
1、以下对本发明背景的讨论旨在促进对本发明的理解。然而,应当领会的是,该讨论并不是承认或认可所涉及的任何材料在本技术的优先权日已经出版、已知或者是公知常识的一部分。
2、轮胎压力监测系统(tpms)允许实时监测安装在车辆车轮上的充气轮胎中的气压。tpms系统包括安装在车辆车轮中的tpms阀。然而,在车辆上添加tmps阀会由于阀可能在车轮的一侧添加的附加不平衡质量而在整个车轮组件中产生静态质量失衡。
3、该失衡可以通过在车轮上(通常围绕车轮的轮辋)添加粘合剂或机械紧固的车轮配重来解决,或者通过在由各向同性材料(例如,金属或金属合金车轮)制成的车轮中在该车轮上的一些位置上选择性地去除材料以抗衡质量添加物来解决。然而,使用车轮配重可能会破坏某些车轮构造的所需的视觉美感。此外,通过材料去除来平衡车轮对于诸如碳纤维轮之类的复合轮来说不是可行的解决方案,因为去除材料可能会损害复合轮的结构完整性。
4、因此,期望提供一种用于复合轮的新的均衡和/或平衡布置,该均衡和/或平衡布置能够构造成抵消对复合轮进行的任何不平衡的质量添加物。
技术实现思路
1、本发明提供一种预成形预制插入件,其用于装配到复合轮的辐条部分(形成面部部分的一部分)的纤维铺层,复合轮优选地是交通工具的碳纤维轮。
2、本发明在第一方面提供一种用于复合轮的辐条部分的成形预制件部件,该成形预制件部件包括:
3、长形主体,其被构造为位于复合轮的辐条中,
4、其中,成形预制件部件由固化的复合纤维材料形成,该固化的复合纤维材料在静水压力为50巴且温度为60℃至200℃的成型条件下的可压缩性小于按体积计的2%,
5、并且其中固化的复合纤维材料的密度被选择成形成复合轮的质量添加物的抗衡质量。
6、在实施例中,质量添加物包括轮的不平衡质量添加物,优选地为非复合非碳纤维质量添加物。在示例性实施例中,质量添加物包括阀,优选地包括轮胎压力监测阀。
7、应当理解的是,本文中的术语“复合”表示固化或未固化的包括纤维的任何类型的复合材料,而与结构是否分层无关。此外,固化或未固化的预制件和预固结预制件是复合材料和主体的重要子组。
8、还应当理解的是,“固化的复合纤维材料”中的术语“固化的”表示复合纤维材料已经经历了至少部分固化过程,以使复合纤维材料中的可固化基体材料硬化、固化或凝固。
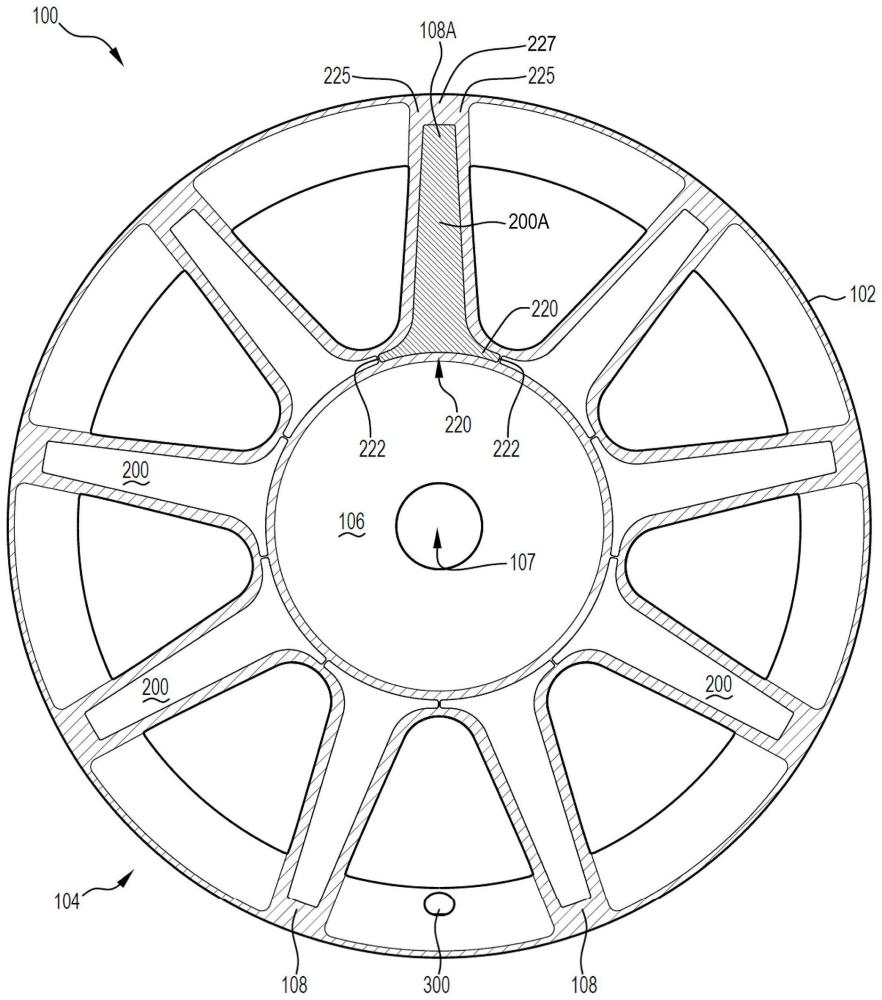
9、复合轮(例如,如本技术的申请人在国际专利公开no.2014/165895a9中所教导的)通常包括两个主要部分,即轮辋部分和面部部分。轮辋部分包括构造成接纳和安置轮胎的环形结构。面部部分包括用于将车轮固定至车辆的轮毂、以及包括在轮毂与轮辋之间延伸并将轮毂与轮辋互连的一系列的辐条部分的辐条连接结构。横向、竖直和扭转载荷通过轮胎传递至轮的轮辋部分,然后在连接结构中产生弯曲和扭转应力。
10、本技术的申请人的复合轮的辐条部分事先已加入了成形泡沫预制材料。该传统的成形预制件由形成为刚性或半刚性的泡沫体的各向同性泡沫材料构成。在不向该构成泡沫材料中或周围添加附加配重插入件或部分的情况下,不能容易地改变这种泡沫预制件的密度。此外,这些泡沫预制件通常至少是半可压缩的,并具有由可压缩性与周围复合材料相比有限的材料形成的表面。
11、本发明提供一种成形预制件,其可以在用于形成复合轮的辐条部分的铺层和成型过程中使用,并且可以以定制的密度形成。因此,成形预制件的质量可以设计成适合复合轮中的特定一个或多个辐条的质量要求。该定制密度通过改变预制件的复合材料组分(如下面更详细描述的)并且更特别地是复合材料组分中使用的填充材料来实现。然后,可以选择复合材料组分以提供密度并因此提供适于抗衡构成复合轮的质量添加物的质量。一个特定应用是作为用于装配到复合轮中的tpms阀的抗衡物。
12、根据本发明的成形预制件预期形成用于复合轮的辐条部分的铺层的传统泡沫插入件的直接替代品。因此,当使用该新的插入件时无需对轮制造有特殊考虑,因为它变成了有车轮制造工艺(铺层、成型等)中的传统泡沫芯部插入件的直接替代品。
13、成形预制件部件可以占据复合轮的辐条的空间的任何量。在一些实施例中,成形预制件部件被设计成占据整个容积。在其它实施例中,成形预制件部件可以占据辐条的芯部容积的一部分。在成形预制件占据辐条的容积的一部分的情况下,可以与本发明相结合地使用另一预制件,例如泡沫部件,以填满该容积。
14、辐条插入件由复合材料形成以允许复杂的成型并提供与复合轮的复合材料组分的匹配,因此赋予预制件与复合轮的周围复合铺层材料类似的热和膨胀特性。另外,使用复合材料避免了金属材料的使用,从而避免了在制造质量保证测试期间的x射线检查图像失真。该复合材料组分还提供了针对不同应用调节辐条插入件的机械特性的能力。更特别地,辐条插入件的密度可以随着填充材料的调节而变化,以提供适于抗衡复合轮(成形预制件预期形成该复合轮的一部分)的质量添加物的期望质量。另外,就热膨胀系数而言,辐条插入件是辐条结构的更好的匹配,因此当被加热时在复合材料上施加的应力较小。过度的应力会导致预制件从周围碳纤维材料上脱离。
15、成形预制件可以由任何数量的不同材料形成,包括可固化基体材料或可以被可固化基体材料约束,例如树脂,以形成固化的复合纤维材料。同样,对用于成形预制件的组分进行特定材料选择,以便为成形预制件提供特定的定制密度。取决于应用,密度可以定制为在0.3g/cm3至3.0g/cm3之间,优选地在0.3g/cm3至2.0g/cm3之间,并且更优选地为从0.4g/cm3到1.8g/cm3。在一些实施例中,成形预制件的密度为从0.5g/cm3到1.5g/cm3。一些实施例中,成形预制件的密度为从0.4g/cm3到1.2g/cm3。一些实施例中,成形预制件的密度为从0.8g/cm3到1.6g/cm3。一些实施例中,成形预制件的密度为从0.4g/cm3到1.5g/cm3。一些实施例中,成形预制件的密度为从1.0g/cm3到1.8g/cm3。一些实施例中,成形预制件的密度为从0.4g/cm3到1.0g/cm3。组分通常选择如下:
16、在一些实施例中,成形预制件由树脂(纯树脂)形成或者基本上仅由树脂形成。
17、在一些实施例中,成形预制件由以下至少一种形成:定制的纤维植入帘布层或预制件;一层或多层单纤维定向帘布层(单向的);一层或多层多向纤维帘布层(例如,缝合的非卷曲织物);或纤维贴片植入(fpp)预制件,例如cevotech技术。
18、在一些实施例中,成形预制件由以下材料形成:至少一层非织造各向同性或各向异性纤维层,例如再生碳纤维非织造布;各向同性纤维排列;正交异性纤维排列;填充物;玻璃微球,优选为中空玻璃微球;陶瓷微球;硫酸钡;疏水性气相法二氧化硅;环氧树脂/硬化剂;酚醛树脂;磨碎的碳纤维;粉碎的碳纤维(例如,切碎或割碎的碳纤维);或者它们的组合。
19、在优选实施例中,成形预制件部件由以下中的至少一种形成:
20、(i)树脂、磨碎(milled)的碳纤维和中空玻璃微球的混合物;
21、(ii)树脂、粉碎(comminuted)的碳纤维和中空玻璃微球的混合物;
22、(iii)树脂和中空玻璃微球的混合物;
23、(iv)树脂和磨碎的碳纤维的混合物;
24、(v)树脂和粉碎的碳纤维的混合物;
25、(vi)树脂、磨碎的碳纤维和实心陶瓷微球的混合物;
26、(vii)树脂、粉碎的碳纤维和实心陶瓷微球的混合物;
27、(viii)树脂和实心陶瓷微球的混合物;或者
28、(ix)基本上仅树脂。
29、在示例性实施例中,成形预制件部件由以下中的至少一种形成:
30、(x)树脂、磨碎的碳纤维和中空玻璃微球的混合物;
31、(xi)树脂和中空玻璃微球的混合物;
32、(xii)树脂和磨碎的碳纤维的混合物。
33、在上述组分(i)至(xii)中,树脂优选地包括树脂和树脂硬化剂的混合物。此外,组分可以可选地进一步包括从1wt%(质量百分比)至5wt%、优选地为1wt%至2wt%的疏水性气相法二氧化硅。在其它实施例中,组分可以可选地包括从2wt%至5wt%、优选地为2wt%至3wt%的疏水性气相法二氧化硅。
34、应当领会的是,可以使用任何合适的磨碎的碳纤维。在一些实施例中,磨碎的碳纤维具有小于500μm、优选地小于100μm的长度。例如,可以使用长度为100μm的磨碎的碳纤维,诸如carbisotmmf。然而,应当领会的是,任何品牌的磨碎的碳纤维都是合适的。可以使用类似长度的其它纤维类型。
35、在其它实施例中,可以使用粉碎的碳纤维,例如,切碎的碳纤维。该粉碎的碳纤维可以具有小于20mm、优选地小于15mm、更优选地在1mm至15mm之间的长度。例如,可以使用长度约为12mm的粉碎的碳纤维。可以使用类似长度的其它纤维类型。
36、优选材料是以下面的比率混合的混合树脂&硬化剂、中空玻璃微球、磨碎的碳纤维和疏水性气相法二氧化硅的混合物,以这些比率混合的质量足以抵消由质量添加物引起的轮组件中的所提出的失衡。在一些实施例中,组分混合比率(可以是以质量份计):
37、
38、选项g的粉碎的碳纤维优选地包括长度为12mm的切碎的碳纤维。
39、上述选项(选项a至g)中的每一个都可以进一步包括1wt%至5wt%、优选地为1wt%至2wt%的疏水性气相法二氧化硅。
40、虽然上述选项(a至g)提供了组分和所产生的理论密度的具体实例,然而应当领会的是,其它和替代的混合比率和材料也可以提供期望的定制密度。
41、在示例性实施例中,成形预制件部件由包括比率(质量份)为3.75:1:0.56的混合树脂:磨碎的碳纤维:中空玻璃微球的混合物的材料形成。在实施例中,混合的树脂:磨碎的碳纤维的比率(质量份)为从2.5:1到5:1,优选地在3:1到4:1之间。在实施例中,磨碎的碳纤维:中空玻璃微球的比率(质量份)为从1:0.4到1:0.7,优选地在1:0.5到1:0.6之间。
42、在成形预制件的组分中可以使用各种合适的中空玻璃微球。中空玻璃微球优选地包括具有薄壁的中空玻璃球。中空玻璃微球可以由多种玻璃材料形成,包括(但不限于)苏打-石灰-硼酸盐硅酸盐玻璃(soda-lime-borate silicate glass)。中空玻璃微球的软化温度优选地为至少500℃,更优选地为至少600℃,又更优选地为约600℃。中空玻璃微球的尺寸优选地为从10μm到200μm,更优选地为从18μm到65μm。此外,中空玻璃微球的目标压溃强度(90%的残存率)优选地为从250psi到28000psi,更优选地为从250psi到6000psi,并且又更优选地为从250psi到3000psi。另外,中空玻璃微球的真密度优选地为0.125g/cc到0.60g/cc,更优选地为从0.125g/cc到0.4g/cc,并且又更优选地为从0.125g/cc到0.28g/cc。在一个示例性实施例中,中空玻璃微球包括3m s28hs玻璃泡(可得自3m先进材料部门(3madvanced material division)),这些玻璃泡的平均直径为30μm且压溃强度(按体积计90%的残存率)为3000psi并且真密度为0.28g/cc。然而,应当领会的是,也可以使用其它类似的微球。例如,可以使用替代的中空微球,诸如目标压溃强度为250psi并且真密度为0.125g/cc的3m k1泡,或者压溃强度为28000psi并且真密度为0.60g/cc的3m im30k(或类似物)。
43、在使用基于纤维的材料的情况下,成形预制件可以由以下材料中的至少一种形成:纤维层、纤维帘布层、预浸料、半浸料、织造或非织造织物、垫子、预制件、预固结预制件、独立的或成组的纤维、丝束、丝束浸料。
44、应理解的是,预浸料是指基本上或完全浸渍的纤维、纤维丝束、织造或非织造织物等的集合。类似地,应理解的是,半浸料是指部分浸渍的纤维或纤维丝束的集合。部分浸渍提供了在固结和/或固化期间穿过或沿着干纤维的气体的增强去除。半浸料的实例是部分浸渍的纤维层。
45、应理解的是,织造或非织造织物是基本上干燥的(即,没有被诸如树脂之类的基体材料浸渍的)独立纤维或纤维丝束的集合。还应当理解的是,纤维丝束是大量独立纤维(例如,1000根、10000根或100000根纤维)的束。丝束浸料是至少部分浸渍的纤维丝束。
46、本发明中可以使用各种各样的纤维,包括但不限于选自由以下各项构成的组的纤维:碳纤维、玻璃纤维、芳族聚酰胺纤维、合成纤维(诸如丙烯酸、聚酯、pan、pet、pe、pp或pbo纤维等)、生物纤维(诸如大麻、黄麻、纤维素纤维等)、矿物纤维(例如,岩棉(rockwool)等)、金属纤维(例如,钢、铝、黄铜、红铜等)、硼纤维或它们的任何组合。在优选实施例中,纤维包括碳纤维。可以在过渡区域中以任何期望的取向提供纤维,例如单向、双轴或随机或这些的组合。然而,纤维优选地取向为减小复合构件之间的应力以及增强最终结构的在使用期间将承受较高应力的区域。在过渡区域内的包含纤维的所有层中,纤维的取向可以是相同的或者可以是不同的。例如,如果应力分析建议多轴纤维取向,则一层或多层纤维可以以不同于其它层的另一种方式取向。然而,在其它实施例中,纤维可以在所有纤维层中基本上以相同的方式取向。
47、应当领会的是,成形预制件部件应该由当用于形成复合轮的面部部分时确保最小体积变化的材料形成。在该材料包括纤维排列(例如各向同性纤维排列)、纤维层、纤维帘布层、预浸料、半浸料、织造或非织造织物、垫子、预制件、预固结预制件、独立或成组的纤维、丝束或丝束浸料的情况下,优选地对该材料进行处理以提供必要的可压缩性,并由此提供在后续加工步骤中的最小体积变化。
48、固化的复合纤维材料为预制件提供了结构刚性和/或坚固性,这可以用于以整个复合轮的形状和形式保持该预制件的所设计的构造。成形预制件被设计成具有有限的可压缩性,以使得能够在复合轮的面部部分的铺层和成型期间提供适当的体积和最小体积变化。因此,在复合轮的辐条部分的铺层中使用本发明的成形预制件最大程度地减小了并且更优选地避免了可能会损坏成型出的复合轮的结构的不期望的尺寸和体积变化。应当领会的是,成形预制件的可压缩性是在静水压力(例如,树脂注入期间)为50巴且树脂成型工艺(诸如树脂传递成型(rtm)工艺)期间的工艺温度范围为60℃至200℃的成型条件下测量的按体积计的%。
49、成型条件期间的工艺温度可以根据优选的注入和固化温度而变化。优选的工艺温度为约120℃(通常为120℃+/-3℃)。然而,工艺温度可以在60℃至180℃、优选地在60℃至150℃、更优选地在60℃至140℃的范围内。在实施例中,工艺温度为100℃到200℃,优选地为100℃到150℃,更优选地为100℃到130℃。在实施例中,工艺温度为110℃到150℃,优选地为110℃到130℃。
50、本发明的成形预制件的机械特性可以针对期望的应用进行定制。如上所述,在静水压力为50巴的成型条件下,复合纤维体的可压缩性必须小于按体积计的2%。在一些实施例中,在静水压力为50巴的成型条件下,成形预制件的可压缩性小于按体积计的1.5%,优选地小于按体积计的1%。成型条件的工艺温度与前面所述相同。
51、关注的成形预制件的其它机械特性包括:
52、·拉伸强度–其优选地在20mpa至80mpa之间,更优选地为从20mpa到60mpa;以及
53、·刚度–其优选地为从1.5gpa到30gpa,优选地为从5gpa到30gpa,更优选地为从8gpa到30gpa,又更优选地为10gpa到25gpa。在一些实施例中,刚度为从1.5gpa到10gpa。在其它实施例中,刚度为从8gpa到25gpa。在一些实施例中,刚度为从2gpa到30gpa,优选地为从10gpa到25gpa。
54、成形预制件的表面优选地具有粗糙度为至少ra=0.2μm的粗糙表面。该表面粗糙度有助于成形预制件在置于复合轮的轮毂部分的纤维铺层中时与该轮毂部分的周围材料相结合。粗糙表面可以通过任何合适的方式形成。在一些实施例中,粗糙表面包括化学蚀刻的表面、机械磨蚀的表面或者特殊纹理化的表面。
55、成形预制件的热膨胀特性优选地被设计成与复合轮(成形预制件构造成被包括在该复合轮中)的面部部分的整个复合材料的热膨胀特性类似,优选地基本上匹配。成形预制件与周围材料(通常为层叠体)的类似或基本上匹配的热膨胀特性避免了在固化后过程期间在成形预制件的表面处的诸如脱层之类的材料损坏。因此,成形预制件的热性能(和机械特性)与周围的车轮结构匹配。
56、成形预制件的形成方法通常涉及以下一般步骤:
57、用选择的复合纤维材料在协同成形模具中铺设或以其它方式形成成形预制件的期望的形状;
58、提供与模具中的铺层材料接触的基体材料,以形成基体材料引入体;以及
59、使基体引入体固化。
60、通常用基体材料灌入铺层材料,使得该基体材料渗透该材料。因此,成形预制件通常进一步包括包围成形预制件的构成部件的可固化基体材料。一旦成型并形成为成形预制件,该成形预制件就包括将纤维与其它构成材料粘合到一起的基体材料。在铺层(直到基体材料的固结和/或凝固、固化等之前的时刻为止进行准备)期间,在包括纤维(例如,预浸料或半浸料)的层中或者在包括纤维的层之间不需要包含基体材料。然而,基体材料应该在发生凝固之后形成连续的基体。合适的基体材料可以选自(但不限于)基于不饱和聚酯、聚氨酯、聚乙烯酯、环氧树脂的树脂,允许成型具有复杂几何结构的成形预制件。
61、应当领会的是,可以控制固化步骤以提供期望的机械特性,包括刚度和可压缩性。可以设计成形预制件的机械特性以适合特定的应用。这些特性可以通过选择形成成形预制件的组分材料、基体材料、注入或包含在其中的基体材料的量以及固化方案(固化时间,温度,物体是否完全固化)来改变。在某些情况下,期望在成形预制件完全固化之前停止固化过程,以便产生当用于复合轮的面部部分的铺层时有助于后续铺层材料的粘附的表面特性。
62、有利地,成形预制件的表面优选地被设计成粘附到用于形成复合轮的其余材料和结构上。在实施例中,成形预制件的表面被构造成有助于碳纤维或包括碳纤维的材料的粘附。如上所述,成形预制件的表面优选地具有粗糙度为至少ra=0.2μm的粗糙表面。粗糙表面可以通过任何合适的方式形成。在一些实施例中,粗糙表面包括化学蚀刻的表面、机械磨蚀的表面或机械特征化的表面。
63、成形预制件的表面特性可以通过改变成形预制件的固化特性和方案来修改。在一些实施例中,成形预制件包括不完整的或未完全固化的预制件。然而,同样必须领会的是,成形预制件被固化和以其它方式进行处理以提供选择的可压缩性,该选择的可压缩性可以在后续的纤维铺层和成型加工步骤中提供最小体积变化。填充材料和树脂优选地可在固化之前被注入到模具中。
64、成形预制件通常形成有设计的形状和几何结构,该形状和几何结构为形成所需复合轮的辐条部分的几何结构(在一些情况下是复杂的几何结构)提供了基础。复合轮的辐条或辐条部分通常沿着从复合轮的中心轴线径向延伸的中心线延伸。成形预制件遵循该形状,并且通常形成被构造成沿着从复合轮的中心轴线径向延伸的中心线延伸的长形主体。
65、复合轮的辐条部分可以具有任何合适的构造。在实施例中,辐条部分包括通常长方体形或矩形的盒形主体。该主体优选地包括至少两个臂,该至少两个臂从长形主体的一端沿横向向外延伸,优选地具有被构造成与构成复合轮的轮辋部分的贴近或邻近表面的轮廓和形状互补的端表面。该主体还优选地包括至少一个l形端部,该l形端部从长形主体的一端沿轴向向外延伸,优选地具有被构造成与构成复合轮的轮辋部分的贴近或邻近表面的轮廓和形状互补的端表面。
66、成形预制件可以另外地包括被设计成有助于复合轮的面部部分的后续形成和铺层的多个特征。这些特征包括(但不限于):
67、纤维帘布层保持结构;
68、以可视的方式表示帘布层边缘应该位于的位置的引导线;或者
69、用于优化成形预制件的处理的保持/操纵结构。
70、本发明在第二方面提供一种形成复合纤维轮的面部部分的方法,包括:
71、将根据前述权利要求中任一项所述的成形预制件定位在复合轮的面部部分的纤维铺层的辐条部分中的如下位置:该位置适于围绕复合轮的面部部分的中心轴线平衡质量添加物;以及
72、围绕成形预制件铺设复合纤维元件,从而形成复合纤维轮的辐条部分的预成型结构。
73、成形预制件可以放置在复合纤维的面部部分铺层的一个或多个辐条部分中的任何位置,该任何位置适于围绕复合轮的面部部分的中心轴线平衡质量添加物。通常,该位置将是与质量添加物的位置大致在径向上相反的位置。然而,在一些实施例中,成形预制件可以被设计成定位在围绕中心轴线与质量添加物成一直线的相同侧。例如,在该质量添加物包括阀,诸如tpms阀的情况下,成形预制件位于与复合轮上的阀位置大致径向上相反地定位的辐条部分中。
74、优选地,成形预制件、面部部分的纤维铺层的纤维和纤维元件被注入基体材料和/或用基体材料浸渍,然后进行固化、凝固等。因此,面部部分优选地进一步包括包围纤维铺层且包含纤维及纤维元件的基体材料。可以使用任何合适的基体材料。在一些实施例中,使用树脂。树脂优选地基于不饱和聚酯、聚氨酯、聚乙烯酯、环氧树脂、热塑性塑料、类似化合物或它们的组合。在优选实施例中,树脂是基于环氧树脂的。在其它实施例中,基体材料包括金属基体,凝固时与纤维形成复合金属基体。金属基体材料优选地选自铝、镁、钛、铁以及它们的组合、合金混合物。一旦成型并形成为复合轮,面部部分就包括诸如树脂、金属和纤维之类的基体材料。
75、面部部分的纤维铺层优选地被注入可固化基体材料和/或用可固化基体材料浸渍,然后进行固化和/或凝固。因此,该方法优选地进一步包括以下步骤:
76、提供与面部部分的预成型结构接触的基体材料;以及
77、使面部部分固化。
78、优选地,将成形预制件的表面激活,以使得当注入和/或浸渍基体材料时该表面能够与周围的材料粘合。激活通常是表面标记过程,例如,这可以通过化学蚀刻、机械磨蚀等来实现。
79、成形预制件优选地与复合轮一体地形成。此外,复合轮优选地形成为一体式主体。这通常涉及同时注入和/或浸渍基体材料,然后使复合轮的每个部分固化、凝固等。在这样的实施例中,轮辋部分和面部部分中的每一个优选地在准备连接部时至少部分未固化。连接部优选地与复合轮一体地形成。在这样的实施例中,方法进一步包括以下步骤:
80、同时提供与轮的轮辋部分和面部部分中的每一个接触的基体材料;以及
81、使轮的轮辋部分和面部部分同时固化。
82、应当领会的是,基体材料和相关联的零件(诸如面部部分、轮辋部分、一体的复合轮或类似物)的固化包含固化、凝固、干燥或类似过程。
83、在基体材料包括树脂的情况下,多种树脂输送系统可以与第二方面的方法一起使用。在一些实施例中,树脂的至少一部分由树脂灌注和/或树脂传递成型和/或真空辅助树脂传递成型来提供。
84、复合轮的面部部分的纤维铺层的纤维和纤维元件优选地包括碳纤维纤维。然而,同样应当领会的是,在本发明中可以使用各种各样的纤维,包括但不限于选自由以下各项构成的组的纤维:碳纤维、玻璃纤维、芳族聚酰胺纤维、合成纤维(诸如丙烯酸、聚酯、pan、pet、pe、pp或pbo纤维等)、生物纤维(诸如大麻、黄麻、纤维素纤维等)、矿物纤维(例如,岩棉)等)、金属纤维(例如,钢、铝、黄铜、红铜等)、硼纤维或它们的任何组合。在优选实施例中,纤维包括碳纤维。可以在过渡区域中以任何期望的取向提供纤维,例如单向、双轴或随机或这些的组合。然而,纤维优选地取向为减小复合构件之间的应力以及增强最终结构的在使用期间将承受较高应力的区域。在过渡区域内的包含纤维的所有层中,纤维的取向可以是相同的或者可以是不同的。例如,如果应力分析建议多轴纤维取向,则一层或多层纤维可以以不同于其它层的另一种方式取向。然而,在其它实施例中,纤维可以在所有纤维层中基本上以相同的方式取向。
85、纤维元件可以以任何合适的形式来提供,包括预浸料、半浸料、织造或非织造织物、垫子、预制件、预固结的预制件、独立的或成组的纤维、丝束、丝束浸料等。在实施例中,纤维元件被提供为至少一个织物片,优选地为多轴向织物。在铺层(直到基体材料的固结和/或凝固、固化等之前的时刻为止进行准备)期间,在包括纤维(例如,预浸料或半浸料)的层中或者在包括纤维的层之间不需要包含基体材料。然而,基体材料应该在发生凝固之后形成连续的基体。
86、面部部分可以由包括本发明的成形预制件的具有期望形状和纤维取向的定制纤维预制件形成。定制纤维预制件被形成为具有期望的形状和纤维取向。应理解的是,预制件是包括纤维的复合材料。在某些情况下,预制件还可以包括诸如树脂之类的未固化的基体材料。一些预制件可以基本上包括干燥的纤维,而没有基体材料。可以使用粘合剂,以帮助在注入基体材料之前将帘布层保持在一起。
87、本发明的第三方面提供一种复合轮,其包括根据本发明的第一方面的成形预制件。在一些实施例中,该复合轮围绕中心轮轴线形成。
88、本发明的进一步的方面提供了一种用于复合轮的辐条部分的成形预制件部件,该成形预制件部件包括:
89、长形主体,其被构造成位于复合轮的辐条中,
90、其中,成形预制件部件由固化的复合纤维材料形成,该固化的复合纤维材料在静水压力为50巴且温度为60℃至150℃的成型条件下的可压缩性小于按体积计的2%,
91、并且其中,固化的复合纤维材料的密度被选择成在0.3g/cm3至3g/cm3之间,并且优选地为从0.4g/cm3至2g/cm3。
92、在一些实施例中,固化的复合纤维材料的密度被选择成在0.3g/cm3至2g/cm3之间,并且更优选地为从0.4g/cm3至1.8g/cm3。在一些实施例中,成形预制件的密度为从0.5g/cm3至1.5g/cm3。在一些实施例中,成形预制件的密度为从0.4g/cm3至1.2g/cm3。在一些实施例中,成形预制件的密度为从0.8g/cm3至1.6g/cm3。在一些实施例中,成形预制件的密度为从0.4g/cm3至1.5g/cm3。在一些实施例中,成形预制件的密度为从1.0g/cm3至1.8g/cm3。在一些实施例中,成形预制件的密度为从0.4g/cm3至1.0g/cm3。
93、应当领会的是,本发明的该进一步方面可以结合以上关于本发明的第一方面讨论的所有特征。
94、本发明优选地提供一种用于装配到诸如汽车、卡车、飞机、公共汽车等的交通工具的碳纤维轮的辐条部分的纤维铺层中的成形预制插入件。成形预制插入件也可以用作用于形成复合轮的辐条部分的增强纤维铺层辅助。
- 还没有人留言评论。精彩留言会获得点赞!