加层制造方法和制品与流程
[0001]
本公开涉及加层制造方法,特别是选择性激光烧结,并且涉及通过该方法获得的制品以及将在增材制造中使用的粉末。
背景技术:
[0002]
聚合物的选择性激光熔化/烧结(下文称为sls)是若干已知的增材制造(3d打印)工艺中的一种。在sls中,通过将能量束(例如,激光或电子束)引导到聚合物颗粒的粉末上方并且使能量束命中的区域中的聚合物粉末熔合而以逐层工艺形成部件。通常,聚合物粉末的连续床散布于加工/烧结室中的基板(即,用于接收粉末的容器)上方。能量束用于通过以能量束扫描经过粉末床的表面来选择性地以期望的预编程图案烧结/熔合/熔化粉末。
[0003]
能量束受到控制以由期望的制品的3d模型数据来产生期望的图案。使能量束向上或向下移动穿过粉末,或者使基板降低或升高相当于一层的厚度,使得可将下一层构造到前一步骤中形成的层上。重复该工艺直至已形成期望的制品。可回收利用未固结的聚合物粉末并且将其用于下一sls工艺中。在常规sls打印中,将粉末床以若干层的厚度提供于平台或基板上。在粉末床内发生颗粒熔合。该粉末床具有足够的厚度,使得颗粒不会熔合到基板上。
技术实现要素:
[0004]
一般来讲,在sls中使用部分结晶的聚合物。为了加工这些粉末,将粉末床加热到高于聚合物的结晶温度的温度。对于pa12(也称为尼龙12,它是通常用于以sls制备制品的聚酰胺)而言,一般将粉末床加热到高于150℃,该温度远高于聚酰胺的144℃结晶温度。
[0005]
通常通过加热加工/烧结室来执行粉末床的加热。随后由激光束提供的能量足以熔合(“烧结”)期望的区域中的聚合物粉末。当烧结的聚合物制品的温度降至低于其结晶温度时,该聚合物开始结晶,这可引起制品的卷曲。可能不得不中断该工艺以避免形成畸变的制品。因此,在常规sls中,保持加工温度远高于待加工的聚合物的结晶温度并且低于该聚合物的熔融温度(对于sls pa12粉末而言为约186℃)。
[0006]
常规sls方法中对高温和严格温度控制的需求是昂贵且耗时的。未固结的粉末可在受热室中经历热老化并且可无法再被回收利用。施加升高相当大的温度的必要性也可能不允许通过sls来加工温度敏感性(共)聚合物,例如可交联(共)聚合物。
[0007]
因此,需要提供允许在低温下加工至少一些材料的增材制造方法。
[0008]
因此,在一个方面,提供了在用于加工粉末的增材制造装置中加层制造(优选地选择性激光烧结)的方法,该方法包括:
[0009]
(i)在用于接收待加工的粉末的加工装置的容器中提供不是粉末的至少一个固体基底,其中基底放置到容器中并且可在加工之后从容器移除,或者可移除地附接到容器;
[0010]
(ii)将第一粉末的至少第一层放置到基底的至少一部分上,该第一粉末包含至少第一(共)聚合物;
[0011]
(iii)通过将由制造装置的至少一个能量源生成的能量施加到期望的位置,来将第一(共)聚合物在该位置处熔合到基底的至少一部分上以将第一(共)聚合物的第一层沉积到基底上,其中基底具有用于接收第一(共)聚合物的颗粒的表面,并且其中至少该表面具有与第一(共)聚合物不同的材料。
[0012]
在另一个方面,提供了用于制造制品的加层制造方法,优选地选择性激光烧结,该方法包括:
[0013]
(i)提供第一粉末的层,该第一粉末包含至少一种第一(共)聚合物;
[0014]
(ii)沉积第一粉末的连续层并且在后续层的沉积之前选择性地熔合每个层以便形成制品,
[0015]
其中第一粉末还包含具有一种或多种氧化铝、一种或多种碳化硅、一种或多种碳化硼、一种或多种氮化硼、一种或多种金刚石或它们的组合的颗粒。
[0016]
在另一方面,提供了使用上述方法获得的制品。
[0017]
在又一个方面,提供了用于精加工构成由如上的方法制造的制品的表面的工具。
[0018]
在另一方面,提供了粉末在增材制造(优选地选择性激光烧结)中的用途。
[0019]
以下示例性实施方案的列表汇总了本公开的各种示例性示例性实施方案。
[0020]
示例性实施方案列表
[0021]
a.一种在用于加工粉末的增材制造装置中加层制造(优选地选择性激光烧结)的方法,该方法包括:
[0022]
在用于接收待加工的粉末的加工装置的容器中提供不是粉末的至少一个固体基底,其中基底放置到容器中并且可在加工之后从容器移除,或者可移除地附接到容器;
[0023]
将第一粉末的至少第一层放置到基底的至少一部分上,该第一粉末包含至少第一(共)聚合物;
[0024]
通过将由制造装置的至少一个能量源生成的能量施加到期望的位置,来将第一(共)聚合物在该位置处熔合到基底的至少一部分上以将第一(共)聚合物的第一层沉积到基底上,
[0025]
其中基底具有用于接收第一(共)聚合物的颗粒的表面,并且其中至少该表面具有与第一(共)聚合物不同的材料。
[0026]
b.根据实施方案a所述的方法,其中熔合之前的第一粉末和第二粉末、用于接收粉末的容器、和/或制品和/或基底材料在制造制品之前和期间具有低于75℃并且优选地约15℃至30℃、至少20℃的温度。
[0027]
c.根据任一项前述实施方案所述的方法,其中基底的表面包括多个升高和/降低区域,该多个升高和/降低区域的至少一个最长尺寸是第一(共)聚合物的颗粒的大小的约1/10至最多约3倍。
[0028]
d.根据前述实施方案中任一项所述的方法,其中该方法还包括:
[0029]
将第二粉末的至少一个层提供于步骤(iii)中生成的所沉积的第一层的至少一部分上,该第二粉末包含至少第二(共)聚合物,
[0030]
通过将由制造装置的至少一个能量源生成的能量施加到期望的位置,来将第二(共)聚合物在该位置处熔合到步骤(iii)中生成的(共)聚合物层的至少一部分上;其中第二粉末可与第一粉末相同或不同,并且其中第二(共)聚合物可与第一(共)聚合物相同或不
同。
[0031]
e.根据前述实施方案中任一项所述的方法,该方法还包括:
[0032]
提供包含第二(共)聚合物的第二粉末的至少一个层并且将第二(共)聚合物熔合到先前形成的层的至少一部分上,其中第二粉末与第一粉末相同或不同,并且其中第二(共)聚合物与第一(共)聚合物相同或不同,并且
[0033]
重复(vi),以形成制品,其中(vii)中使用的第二粉末可始终是相同的第二粉末或者一种或多种不同的第二粉末。
[0034]
f.根据前述实施方案中任一项所述的方法,其中熔合之前的第一粉末和第二粉末、用于接收粉末的容器、和/或制品和/或基底材料在制造制品之前和期间具有低于75℃并且优选地至少20℃的温度。
[0035]
g.根据前述实施方案中任一项所述的方法,其中由能量源生成的能量是激光束。
[0036]
h.根据前述实施方案中任一项所述的方法,其中第一粉末的第一层的厚度与粉末的粒度的厚度大约相同。
[0037]
i.根据前述实施方案中任一项所述的方法,其中第一粉末的第一层具有300μm或更小的厚度,并且其中第一粉末的粒度为300μm或更小。
[0038]
j.根据前述实施方案中任一项所述的方法,其中第一(共)聚合物的颗粒具有3μm至小于300μm的大小。
[0039]
k.根据前述实施方案中任一项所述的方法,其中第一(共)聚合物是选自热塑性(共)聚合物、热塑性弹性体和可交联(共)聚合物的(共)聚合物。
[0040]
l.根据前述实施方案中任一项所述的方法,其中第一(共)聚合物是选自聚氨酯、含氟聚合物以及它们的组合的热塑性(共)聚合物。
[0041]
m.根据前述实施方案中任一项所述的方法,其中第一(共)聚合物是热塑性(共)聚合物,并且具有至少200%,优选地450%,更优选地至少500%,最优选地至少600%的断裂伸长率。
[0042]
n.根据前述实施方案中任一项所述的方法,其中第一(共)聚合物是热塑性部分氟化的含氟聚合物。
[0043]
o.根据前述实施方案中任一项所述的方法,其中第一(共)聚合物是热塑性或可交联(共)聚合物,并且包含衍生自tfe和hfp的单元,还包含选自氟乙烯(vf)、偏二氟乙烯(vdf)、乙烯(e)或丙烯(p)或它们的组合的至少一种共聚单体。
[0044]
p.根据前述实施方案中任一项所述的方法,其中第一粉末和/或第二粉末还包含选自聚酰胺和聚丙烯以及它们的组合的至少一种(共)聚合物。
[0045]
q.根据前述实施方案中任一项所述的方法,其中第一粉末和/或第二粉末还包含具有一种或多种氧化铝、一种或多种碳化硅、一种或多种碳化硼、一种或多种氮化硼、一种或多种金刚石以及它们的组合的颗粒。
[0046]
r.根据前述实施方案中任一项所述的方法,其中加工室和/或熔合之前的粉末和/或制品和/或基底在制品的制造之前和期间具有低于70℃,优选地低于65℃,更优选地低于60℃,更优选地低于55℃,更优选地低于45℃,更优选地低于40℃,更优选地低于35℃,更优选地低于30℃,并且优选地至少高于0℃,优选地至少高于20℃的温度。
[0047]
s.根据前述实施方案中任一项所述的方法,其中基底具有用于接收第一(共)聚合
物的颗粒的表面,并且其中该表面包含选自金属、有机纤维、无机纤维、陶瓷以及它们的组合的材料。
[0048]
t.根据前述实施方案中任一项所述的方法,其中基底具有用于接收第一(共)聚合物的颗粒的表面,并且该表面包括多个升高和/降低区域,该多个升高和/降低区域的至少一个最长尺寸是第一(共)聚合物的颗粒的大小的约1/10至最多约3倍,并且其中第一(共)聚合物的颗粒具有3μm至小于300μm的大小,并且其中区域呈凹槽、脊、圆顶、孔以及它们的组合的形式。
[0049]
u.根据前述实施方案中任一项所述的方法,其中基底由至少一种粘合剂可移除地附接到用于接收粉末的容器。
[0050]
v.根据前述实施方案中任一项所述的方法,其中基底是粘合带。
[0051]
w.一种使用根据实施方案a至v中任一项所述的方法生产的制品。
[0052]
x.一种用于精加工构成制品的表面的工具,该制品由根据实施方案a至v中任一项所述的方法来制造。
[0053]
y.一种使用粉末的增材制造工艺,该粉末包含第一(共)聚合物,并且还包含具有一种或多种氧化铝、一种或多种碳化硅、一种或多种碳化硼、一种或多种氮化硼、一种或多种金刚石以及它们的组合的颗粒,任选地其中增材制造包括选择性激光烧结,其中第一(共)聚合物选自热塑性(共)聚合物、热塑性弹性体和可交联(共)聚合物以及它们的组合,并且其中第一(共)聚合物以具有包括端值在内的3μm至300μm的大小的颗粒存在。
[0054]
已总结本公开的示例性实施方案的各种方面和优点。以上的发明内容和示例性实施方案列表无意描述本公开的实施方案中的每一个实施方案或每种实施方式。以下具体实施方式和实施例更具体地示例了使用本文所公开的原理的某些目前优选的实施方案。
附图说明
[0055]
结合附图考虑到以下对本公开的各种实施方案的图示可以更全面地理解本公开,其中:
[0056]
图1a和图1b示出了约束激光烧结的概念。
[0057]
图2示出了选择性激光烧结机。
[0058]
图3示出了根据本发明的方法的示例性实施方案的流程图。
[0059]
图4示出了根据本发明的方法的示例性实施方案的所使用的选择性激光烧结机。
[0060]
图5示出了由本发明的方法生产的制品的图片。
[0061]
图6示出了由本发明的方法生产的制品的图片。
[0062]
图7示出了由本发明的方法生产的不同制品的光泽度测试的结果。
[0063]
图8示出了由本发明的方法生产的不同制品的平均粗糙度的测试结果。
[0064]
图9示出了由本发明的方法生产的不同制品的切削速率的结果。
[0065]
图10示出了由根据本发明的方法生产的制品的图片。
[0066]
图11示出了由根据本发明的方法生产的两个制品之间的平均粗糙度的比较。
[0067]
图12示出了根据本发明的另一种方法的示例性实施方案的流程图。
[0068]
虽然可能未按比例绘制的上述附图示出了本公开的各种实施方案,但还可以设想其它实施方案,如在具体实施方式中所指出。
具体实施方式
[0069]
在详细解释本公开的任何实施方案之前,应当理解,本公开的应用并不限于下面描述中给出的构造与部件布置方式的细节。本发明能够具有其它实施方案,并且能够以各种方式实践或实施。而且,应当理解,本文使用的措辞和术语是出于描述目的。与“由
…
组成”的使用相反,“包括”、“含有”、“包含”或“具有”及其变体的使用意指涵盖其后所列举的项目以及附加的项目。
[0070]
术语表
[0071]
在整个说明书和权利要求书中使用某些术语,虽然大部分为人们所熟知,但仍可需要作出一些解释。应当理解:
[0072]
术语“一种(共)聚合物”或“多种(共)聚合物”包括均聚物和共聚物,以及(如通过共挤出或通过包括例如酯交换反应在内的反应)可在可混溶的共混物中形成的均聚物和共聚物。术语“共聚物”包括无规共聚物、嵌段共聚物和星形(例如,树枝状)共聚物。
[0073]
术语“分子相同的(共)聚合物”意指具有基本相同的重复分子单元的一种或多种(共)聚合物,但其在分子量、制造方法、商业形式等方面可以不同。
[0074]
术语“粒子”和“颗粒”基本上可互换使用。一般来讲,粒子或颗粒意指细分形式的材料的不同小块或单个部分。然而,颗粒也可包括以细分形式相关或群聚在一起的单个粒子的集合。因此,本发明的某些示例性实施方案中所使用的单独粒子可以聚集、物理地互相结合、静电地相关或换句话讲相关以形成颗粒。在某些情形下,可以有意地形成单个粒子的团聚体形式的颗粒,诸如在美国专利5,332,426(tang等人)中所描述的那些。
[0075]
术语“平均粒径”意指通过使用扫描电子显微术(sem)测量50个单独颗粒的直径来获得的数均直径。
[0076]
关于数值或形状的术语“约”或“大约”意指该数值或特性或特征的+/-5%,但明确地包括确切的数值。例如,“约”1pa-sec的粘度是指从0.95pa-sec至1.05pa-sec的粘度,但也明确地包括刚好1pa-sec的粘度。类似地,“基本上正方形”的周边旨在描述具有四条侧棱的几何形状,其中每条侧棱的长度为任何其他侧棱的长度的95%至105%,但也包括其中每条侧棱刚好具有相同长度的几何形状。
[0077]
关于属性或特征所用的术语“基本上”意指该属性或特征表现出的程度大于该属性或特征的相反方面表现出的程度。例如,“基本上”透明的基底是指与不透射(例如,吸收和反射)相比透射更多辐射(例如,可见光)的基底。因此,透射入射在其表面上的可见光多于50%的基底是基本上透明的,但透射入射在其表面上的可见光的50%或更少的基底不是基本上透明的。
[0078]
除非另外指明,否则本说明书和实施方案中所使用的表达量或成分、特性测量等的所有数字在所有情况下均应理解成由术语“约”来修饰。因此,除非有相反的说明,否则在上述说明书和所附实施方案列表中示出的数值参数可根据本领域的技术人员利用本公开的教导内容寻求获得的期望特性而变化。最低程度上说,并且在不试图将等同原则的应用限制到受权利要求书保护的实施方案的范围内的情况下,每个数值参数应至少根据所报告的有效位数并通过应用惯常的四舍五入法来解释。
[0079]
除非另外指明,否则以“重量百分比”、“重量%”或“wt.%”或类似词语表示的组合物成分的总量总计达100%,即除非另外陈述,否则组合物的总重量为100重量%。同样,除
非另外指明,否则以体积百分比、体积%或类似词语表示的组合物成分的总量总计达100%,并且除非另外陈述,否则组合物的总体积为100%。
[0080]
描述物理特性或浓度的本文引述的任何数值范围都旨在包括从该范围的下限值到上限值的所有值且包括端值。例如,1%至50%的浓度范围旨在为缩写且旨在明确公开介于1%和50%之间的值,诸如例如2%、40%、10%、30%、1.5%、3.9%等。
[0081]
如本说明书和所附实施方案中所用,除非内容清楚指示其它含义,否则单数形式“一个”、“一种”和“该/所述”包括多个指代物。因此,例如,关于包含“化合物”的细长丝包含两种或更多种化合物的混合物。如本说明书和所附实施方案中所用的,除非所述内容明确地另有规定,否则术语“或”通常以其包括“和/或”的含义使用。
[0082]
通过所公开的涂覆制品中的各种元件的位置使用取向术语诸如“在
…
顶上”、“在
…
上”、“在
…
之上”“覆盖”、“最上方”、“在
…
下面”等,我们指元件相对于水平设置的、面向上方的基底的相对位置。然而,除非另外指明,否则本发明并非旨在基底或制品在制造期间或在制造后应具有任何特定的空间取向。
[0083]
通过使用术语“外覆”来描述层相对于本公开的制品的基底或其他元件的位置,我们将该层称为在基底或其他元件的顶上,但未必与基底或其他元件邻接。
[0084]
通过使用术语“由
……
分离”来描述层相对于其它层的位置,我们将该层称为被定位在两个其它层之间,但未必与任一层邻接或相邻。
[0085]
现在将描述本公开的各种示例性实施方案。在不脱离本公开实质和范围的情况下,可对本公开的示例性实施方案进行各种修改和更改。因此,应当理解,本公开的实施方案并不限于以下所述的示例性实施方案,而应受权利要求书及其任何等同物中示出的限制因素的控制。
[0086]
已发现,可通过将初始(共)聚合物层熔合(“烧结”)到基底材料上来实现没有卷曲的初始层形成,该基底材料不是粉末并且具有与初始(共)聚合物层不同的材料。与在粉末床内形成初始层相反,将初始层约束在其平面方向上,从而防止或减少第一层和后续层的卷曲。该概念在本文中称为“约束烧结”。
[0087]
图1a和图1b中示出了说明约束烧结的草图。1.在图1a中,膜a不连接到底层基底b,即,它们不接合,从而引起不同应变且无面内拉伸应力。因此,可不仅垂直于膜a的平面发生收缩,而且在面内也会发生收缩。在图1b中,膜a连接到底层基底b,从而引起相同应变和面内拉伸应力。此时可仅垂直于膜a的平面发生收缩。
[0088]
通过提供在第一层形成期间向其上熔合(共)聚合物的基底,可在低温下或甚至在室温下生产制品。不需要使(共)聚合物粉末升高到高于其结晶温度(例如通过加热粉末或加工室)。可将待生产的制品直接构造到基底材料上而不需要形成支撑结构,即通过sls由相同(共)聚合物生成但并非旨在形成最终制品的一部分而是意在从所生成的制品移除的结构。
[0089]
将粉末状(共)聚合物材料以足够的厚度提供于基底上方,使得第一层熔合到基底上。通常,该层足够薄,并且可例如为单层。单层厚度可由粉末,优选地(共)聚合物颗粒的粒度组成。在一些示例性实施方案中,用于生产第一层的粉末(“第一粉末”)是均质的并且仅包含(共)聚合物。一旦第一层已沉积到基底上,就可使用相同粉末或者一种或多种不同粉末(“第二粉末”)来构造后续层。通常,沉积到基底上的第一层可为待构造的最终制品的第
一层。
[0090]
通过在期望且预编程的位置处暴露于能量束(通常为激光束)来熔合第一粉末或第二粉末中的(共)聚合物,由此沉积第一层和后续层。能量束被选择为使得其生成的能量足以将(共)聚合物颗粒在期望的位置处熔合到基底层或后续层上。
[0091]
基底是并非粉末的固体材料,并且被选择为使得其允许在其表面上形成(共)聚合物层。可根据被选择用于增材制造的粉末和所施加的能量来使用各种材料,并且这些材料将在下文更详细描述,但通常基底由与第一(共)聚合物不同的材料制成,或将向其上熔合第一(共)聚合物的基底的至少该表面由与第一(共)聚合物不同的材料制成。
[0092]
在一些示例性实施方案中,在环境温度(例如,室温)下,通常在20℃-30℃下进行该生产工艺。
[0093]
本公开描述了用于制造固体制品的加层制造方法。本公开的增材制造方法通过以下方式形成制品:重复熔合粉末中的颗粒以便以受控方式形成层,从而形成制品。优选地,增材制造方法是选择性激光烧结,其意指颗粒在暴露于一个或多个激光束后熔合。
[0094]
在增材制造装置中进行根据本公开的方法。可使用如本领域已知的用于sls的增材制造装置。此类装置通常包括加工室。加工室包括用于接收待增材加工的粉末的至少一个容器。用于接收待加工的粉末的容器在本文中也称为“基板”或“粉末床”。基板可以以受控方式向上或向下移动以允许新粉末放置到基板中。
[0095]
该装置包括提供能量束(例如,激光束)的至少一个能量源,可将该能量束引导到基板上的期望的位置处以允许通过在期望的位置处熔合粉末中的(共)聚合物颗粒来形成层。
[0096]
本公开的方法包括将第一粉末的至少一个层提供于基底上的步骤。将基底放置在容器中,该容器接收装置的加工室的粉末。可以在已将第一层沉积到基底上之后或在已生产制品之后将基底从容器移除,或基底可以可移除地附接到容器
[0097]
第一粉末包含至少一种第一(共)聚合物。该方法还包括在粉末中的期望的位置处熔合第一(共)聚合物以将第一(共)聚合物沉积到基底上并且提供沉积到基底上的至少第一层的步骤。第一层可为连续的或不连续的并且可描述图案。可仅在基底的选择区域中形成第一层。未暴露于能量束的粉末保持处于其粉末状态,即,未熔合并且可根据需要移除。
[0098]
该方法还包括如在使用粉末的常规增材制造中(例如在sls中)进行的那样将连续层沉积到至少第一层上以形成制品的步骤。熔合在该语境中意指熔合或熔化该粉末中包含的(共)聚合物。在该粉末包含下述磨料颗粒或其他在暴露于能量束后不会熔化/熔合的颗粒的情况下,(共)聚合物可不仅熔合到先前形成的(共)聚合物层,而且可熔合到这些颗粒,并且可在熔合之后凝固到这些颗粒上。在一些情况下,该粉末可包含粉末共混物,例如包含第一(共)聚合物的第一粉末以及包含其他(共)聚合物、无机微粒、它们的混合物以及它们的组合的一种或多种附加粉末。
[0099]
可在适当的常规增材加工装置(例如,sls打印机)中进行该工艺。本文所公开的方法优于常规sls加工的优点是可在低温(例如低于75℃)下或甚至在室温(20℃)下(例如介于15℃和50℃之间)进行该加工。优选地在没有任何附加加热(意指除由能量源(例如,熔合(共)聚合物颗粒的激光束)生成的热量之外的任何加热)的情况下进行增材加工。
[0100]
可将加工室和/或熔合之前的粉末和/或制品和/或基底保持在此类低温下,例如
在低于待加工的结晶或半结晶(共)聚合物的结晶温度的温度下。在一些示例性实施方案中,加工室和/或粉末和/或基底不在制品制造期间加热,和/或不在制品制造之前通过附加加热来预热。在一些示例性实施方案中,加工室和/或基底和/或熔合之前的粉末床中的粉末在制造制品期间具有低于75℃的温度。
[0101]
优选地,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于70℃的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于65℃的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于60℃的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于55℃的温度。
[0102]
在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于45℃的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于40℃的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于35℃的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有低于30℃的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底在固体制品的制造期间具有上述温度。
[0103]
在某些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于0℃和75℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于5℃和70℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于5℃和60℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于10℃和50℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于10℃和45℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于10℃和40℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于10℃和35℃之间的温度。
[0104]
在另外的示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于10℃和30℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底具有介于10℃和25℃之间的温度。在一些示例性实施方案中,加工室和/或熔合之前的粉末和/或制品和/或基底在固体制品的制造期间具有上述温度范围。
[0105]
第一粉末
[0106]
用于本文所述方法的第一粉末包含至少一种第一(共)聚合物。该(共)聚合物呈粉末形式,这意指其以细颗粒存在。通常,(共)聚合物颗粒具有小于500μm(例如,d
100
<500μm),优选地小于300μm(例如,d
100
<100μm),并且更优选地小于100μm(例如,d
100
<100μm)的粒度。典型粒度包括5μm至150μm的平均粒度(d
50
)。粒度由颗粒的最长轴线决定。可通过颗粒分析仪中的激光衍射来确定粒度。该大小的聚合物颗粒可商购获得或可例如通过如本领域已知的研磨和筛分来制备。
[0107]
优选地,颗粒为球形的或基本上球形的(长宽比优选地为0.5至1.5)。
[0108]
第一粉末可包含至少45重量%的(共)聚合物,优选地至少50重量%,并且在一些实施方案中,该粉末包含至多100%的(共)聚合物。例如,该粉末可包含45重量%至65重量%、或55重量%至最多85重量%的(共)聚合物,优选地(共)聚合物的总量,并且更优选地
下述(共)聚合物的总量。第一粉末例如可包含约60体积%至最多约100体积%、例如70体积%至95体积%的(共)聚合物,更优选地这些体积%的下述(共)聚合物。
[0109]
聚合物
[0110]
用于根据本公开的方法的第一粉末包含至少一种第一(共)聚合物。在一个实施方案中,第一(共)聚合物优选地是柔软或柔性(共)聚合物,即,具有高断裂伸长率的(共)聚合物。例如,该方法可特别适用于加工包含第一(共)聚合物的粉末,该第一(共)聚合物是具有低于70、优选地低于50、例如低于45或40或者甚至低于38的肖氏d硬度(iso 868)的热塑性(共)聚合物。优选地,第一(共)聚合物是具有至少200%,优选地至少450%,更优选地至少500%,最优选地至少600%的断裂伸长率(din en iso 527-1,测试速度50mm/min)的热塑性(共)聚合物。在一些示例性实施方案中,第一(共)聚合物是具有小于100mpas的弯曲模量(iso 6721-1)的热塑性(共)聚合物。
[0111]
在一个示例性实施方案中,第一(共)聚合物是热塑性聚氨酯,例如至少部分结晶的聚氨酯,其优选地具有如上所述的肖氏d硬度,更优选地具有如上所述的肖氏d硬度和断裂伸长率和/或弯曲模量。
[0112]
至少部分结晶即热塑性(共)聚合物可具有介于约78℃和300℃之间、例如介于95℃和280℃之间的熔点。
[0113]
在另一个示例性实施方案中,第一(共)聚合物是可固化(共)聚合物,即,可例如通过施加热量、辐射或通过与固化催化剂混合并且使固化催化剂活化来交联的(共)聚合物。可固化(共)聚合物包括例如可固化丙烯酸树脂,即,具有一个或多个丙烯酸和甲基丙烯酸官能团,优选地端基的(共)聚合物;可固化环氧树脂,即,具有一个或多个环氧基团,优选地端基的(共)聚合物;在末端或在主链上以及它们的组合上具有不饱和位点的可固化聚酯和乙烯基酯。在一个实施方案中,可固化(共)聚合物是含氟聚合物,例如可固化含氟弹性体。可固化含氟弹性体的典型示例包括具有衍生自偏二氟乙烯(vdf)和一种或多种其他不饱和全氟烯烃或不饱和烯属醚如全氟化烷基乙烯基醚或全氟化烷基烯丙基醚的重复单元的(共)聚合物。在一个优选的实施方案中,可固化(共)聚合物是热固性塑料,即,仅通过施加热量(即,不需要固化催化剂或固化体系)来交联的(共)聚合物。在一些示例性实施方案中,可固化(共)聚合物是环氧树脂,即,具有至少一个环氧基端基的可固化(共)聚合物。
[0114]
根据本公开的第一(共)聚合物以颗粒存在于粉末中,所述颗粒例如为具有小于500μm(例如,d
100
<500μm),优选地小于300μm(例如,d
100
<100μm),并且更优选地小于100μm(例如,d
100
<100μm)的粒度的颗粒。典型粒度包括5μm至150μm的平均粒度(d
50
)。粒度由颗粒的最长轴线决定。可通过颗粒分析仪中的激光衍射来确定粒度。该大小的聚合物颗粒可商购获得或可例如通过如本领域已知的研磨和筛分来制备。
[0115]
在一个特定实施方案中,第一(共)聚合物是含氟聚合物,例如具有如上所述的肖氏d硬度并且更优选地具有如上所述的断裂伸长率和/或弯曲模量的含氟热塑性含氟聚合物。含氟聚合物优选地是基于四氟乙烯(tfe)的含氟聚合物,并且包含至少25重量%衍生自tfe的单元。含氟聚合物还包含至少1.5重量%的衍生自一种或多种全氟化或部分氟化或非氟化的α烯烃以及它们的组合的单元。全氟化α烯烃的示例包括此类任选共聚单体的示例,包括选自以下的氟化单体:全氟化c
3-c8烯烃(具体地六氟丙烯(hfp))和α烯烃醚(具体地对应于下式的那些)。可使用的全氟化不饱和醚单体的示例包括对应于式(i)的那些:
[0116]
cf2=cf-(cf2)
n-o-rf
ꢀꢀꢀ
(i)
[0117]
其中rf表示可含有一个或多个氧原子的全氟化脂族基团,并且n为0或1。在n为0的情况下,醚被称为乙烯基醚(全氟化烷基乙烯基醚或pave)。当n为1时,醚被称为烯丙基醚(全氟化烷基烯丙基醚或paae)。在一些示例性实施方案中,rf对应于
[0118]
(rf'o)
n
(r”fo)
m
r"'f
ꢀꢀꢀ
(ii)
[0119]
其中r'f和r”f是不同的2-6个碳原子的直链或支链全氟亚烷基基团,m和n独立地为0-10,并且r"'f为1-6个碳原子的全氟烷基基团。具体示例包括但不限于全氟(2-丙氧基丙基乙烯基)醚(ppve-2)、全氟(甲基乙烯基)醚(pmve)、全氟(3-甲氧基-正丙基乙烯基)醚、全氟(乙基乙烯基醚)(peve)、全氟(2-甲氧基-乙基乙烯基)醚、全氟(正丙基乙烯基)醚(ppve-1)和f3c-(cf2)
2-o-cf(cf3)-cf
2-o-cf(cf3)-cf
2-o-cf=cf2。
[0120]
部分氟化的单体的示例包括偏二氟乙烯、氟乙烯和三氟氯乙烯(ctfe)以及根据以上式(i)和(ii)但有如下差异的不饱和醚:rf是部分氟化的,这意指至少一个氟原子已被氢原子取代。
[0121]
非氟化α烯烃的示例包括乙烯(e)和丙烯(p)。
[0122]
合适的含氟聚合物在5kg负荷和372℃温度下的熔体流动指数(mfi)通常为约100g/10min至15g/10min(din en iso 1133-1:2012-03;2.1mm直径和8.0mm长度的标准挤压模头)。
[0123]
在一些示例性实施方案中,含氟聚合物包含衍生自选自tfe、hfp和vdf的共聚物的单元,并且可包含或可不包含衍生自根据式(i)的不饱和醚的单元。在另一个实施方案中,共聚单体用于制备具有重复单元的共聚物,所述重复单元衍生自偏二氟乙烯、四氟乙烯、六氟丙烯、以及任选地根据上式(i)的不饱和醚,优选地全氟(丙基乙烯基醚)或全氟(甲基乙烯基)醚。一般来讲,共聚单体单元的范围为10摩尔%至60摩尔%的偏二氟乙烯共聚单体单元、30摩尔%至80摩尔%的四氟乙烯共聚单体单元、3摩尔%至20摩尔%的六氟丙烯共聚单体单元、以及0摩尔%至2摩尔%的一种或多种根据式(i)的不饱和醚,优选地全氟(丙基乙烯基醚)、全氟(乙基乙烯基醚)、全氟(甲基乙烯基醚)或它们的组合。在另一个实施方案中,含氟聚合物包含衍生自包括以下项的共聚单体组合的单元:tfe和乙烯;tfe、hfp和乙烯;tfe和丙烯;tfe、hfp和丙烯;tfe、hfp、以及一种或多种根据上式(i)的不饱和醚;tfe、hfp和vdf;tfe-vdf;tfe-pave;tfe-paae;和tfe-pave-paae。
[0124]
在其他示例性实施方案中,含氟聚合物选自具有小于150℃的熔点的热塑性含氟聚合物。低熔点热塑性含氟聚合物在5kg负荷和265℃下的熔体流动指数(mfi 265/5)可为约3g/10min至70g/10min(din en iso 1133-1:2012-03;2.1mm直径和8.0mm长度的标准挤压模头)。通常,(共)聚合物包含衍生自tfe和一种或多种如上式(i)所述的不饱和醚的单元,并且还可包含衍生自上述任选的共聚单体的单元,具体地衍生自hfp的单元和/或衍生自偏二氟乙烯的单元。在一个实施方案中,含氟聚合物包含衍生自共聚单体tfe、hfp和一种或多种非氟化共聚单体(如乙烯和丙烯)的单元,但不包含衍生自不饱和醚的单元。在另一个实施方案中,含氟聚合物包含衍生自共聚单体tfe、hfp和偏二氟乙烯的单元,但不包含衍生自不饱和醚的单元。
[0125]
根据本公开的方法还使用第二(共)聚合物。第二(共)聚合物可为选自以上针对第一(共)聚合物描述的(共)聚合物的(共)聚合物。第二(共)聚合物可为与第一(共)聚合物相
同的(共)聚合物。
[0126]
在本公开的另一个实施方案中,第一粉末和/或第二粉末可另外包含选自聚酰胺和/或聚丙烯的至少一种附加(共)聚合物。
[0127]
无机颗粒:
[0128]
在一些示例性实施方案中,该粉末还包含无机颗粒。在一些示例性实施方案中,颗粒是磨料颗粒并且具有至少4,优选地至少5,更优选地至少6,更优选地至少7,更优选地至少8,更优选地至少8.5,更优选地至少9,并且更优选地9.5的莫氏硬度。
[0129]
优选地,磨料颗粒具有大于或等于氧化铝的硬度。在一些示例性实施方案中,磨料颗粒具有大于或等于碳化硅的硬度。
[0130]
在一些示例性实施方案中,颗粒包含如下组分或由以下组分组成:氧化铝(优选地烧结的氧化铝)、碳化硅、碳化硼、氮化硼和金刚石。
[0131]
在某些示例性实施方案中,颗粒是氧化铝颗粒、碳化硅颗粒、碳化硼颗粒、氮化硼颗粒和金刚石颗粒中的至少一者的团聚体。在一些示例性实施方案中,团聚体具有粘结相。
[0132]
在一些特定示例性实施方案中,颗粒具有小于300μm(例如,d100<300μm),优选地小于200μm,优选地小于150μm,优选地小于100μm,优选地小于50μm,优选地小于25μm的平均粒度。在一些示例性实施方案中,磨料颗粒具有在至少一个横向尺寸上小于100μm,优选地在至少一个横向尺寸上小于80μm,更优选地在至少一个横向尺寸上小于50μm的平均粒度。
[0133]
优选地,粉末中的无机颗粒的浓度低于35体积%。例如,粉末中的无机颗粒的浓度可为至多30体积%、或至多22体积%、或至多20体积%,并且更优选地至多15体积%。在一个实施方案中,粉末中的无机颗粒的浓度介于15体积%和35体积%之间。
[0134]
第二粉末:
[0135]
第二粉末包含至少一种(共)聚合物。该(共)聚合物包括上述一种或多种(共)聚合物。第二粉末还可包括聚丙烯和/或聚酰胺的附加存在。第二粉末还可包含上述磨料颗粒。实际上,在一个实施方案中,第二粉末可为与第一粉末相同的粉末。在另一个实施方案中,第二粉末可与第一粉末不同,例如在其组成、浓度、粒度以及它们的组合上不同。
[0136]
至少第二粉末还可包含上述磨料颗粒,或其可不包含上述磨料颗粒并且可不含磨料颗粒。第一粉末中包含的磨料颗粒可与第二粉末中相同,但浓度有所不同。磨料颗粒可在其形状上不同但具有相同组成,或可在组成和形状上不同。或,第一粉末和第二粉末中的磨料颗粒可相同,但第一粉末和第二粉末中的(共)聚合物在浓度或组成或两者上不同。例如,第一粉末中包含的磨料颗粒可为金刚石颗粒,并且至少一种另外的粉末中包含的磨料颗粒可为氧化铝颗粒。
[0137]
本公开的方法包括从第二粉末沉积连续层的步骤,其中在后续层的沉积之前选择性地熔合每个连续层。用于层的连续沉积的第二粉末可相同或不同,即,连续层在组成上可相同或不同。
[0138]
基底:
[0139]
用于接收第一(共)聚合物的基底的形状和尺寸被设定为使得来自第一粉末的第一层可熔合到其上并且理想情况下具有足够的大小而可易于从基板移除。基底不是粉末,而是通常呈片材或另一种平坦主体的形式。例如,基底可具有至少1cm的长度和/或宽度。通常,基底的长度和宽度大于其厚度(高度)。这些尺寸是指加工室中的基底的位置(即,长度
和宽度的平面平行于接收第一(共)聚合物的表面。厚度与该平面正交。
[0140]
基底可为刚性或柔性材料。基底可简单地放置到用于接收粉末的容器中并且可在已生产制品时从容器移除,例如其具有足够的刚度、大小和/或重量。另选地或除此之外,基底还可直接或间接(经由一种或多种其他材料)附接到基板,即,附接到用于接收粉末的容器,具体地在基底为柔性的时。该附接是可释放的,即,基底材料可从容器移除。
[0141]
基底可包含至少一种粘合剂,可通过该粘合剂将基底可释放地附接到基板,其中该附接可为直接或间接的。可释放地附接意指该粘结可裂开而不会破坏制品。合适的粘合剂包括压敏粘合剂,例如粘合带中使用的那些。在一些示例性实施方案中,基底还可例如通过以下方式从成品制品移除:将基底溶解于液体或酸或碱中;使用不降解或影响成品制品的条件的热降解;或在制品与基底之间的粘结足够弱的情况下简单地将基底从制品剥离;或其他机械方式,例如从制品磨掉基底。
[0142]
基底具有与第一(共)聚合物不同的材料,或用于接收第一(共)聚合物的基底的至少该表面具有与第一(共)聚合物不同的材料。各种材料可用作基底,并且可相对于待加工的(共)聚合物、提供于基底上的层的厚度和能量束所产生的能量来进行优化。这些材料被选择为使得第一粉末的(共)聚合物熔合到基底上并且在基底上形成初始层。对于疏水材料而言,可选择疏水表面,并且对于亲水材料而言,可有利地使用极性或亲水表面。
[0143]
包含本文所述第一(共)聚合物层的第一层将沉积到其上的基底可包含选自以下的材料:金属或金属的组合;(共)聚合物、有机织造或非织造材料、无机织造或非织造材料以及它们的组合;陶瓷或陶瓷的组合。有机织造和非织造材料包括有机纤维,所述有机纤维包括例如聚酯、聚酰胺、纤维素,有机非织造材料包括纸和绉纸。合适的无机纤维包括玻璃纤维、金属氧化物纤维如陶瓷纤维。织造或非织造材料可包括涂覆材料、粘结剂材料、粘合剂以及它们的组合。基底的表面还可包含一种或多种粘合剂。
[0144]
在一个示例性实施方案中,基底是金属或在其表面处包括金属层。金属基底可简单地放置在基板上,或优选地,其可由至少一种粘合剂附接到基板。还可使用具有金属表面的粘合带。合适的金属包括铝、钢、银、金。
[0145]
在另一个实施方案中,基底的表面包含无机非纤维材料,例如烧结的无机材料。
[0146]
在另一个实施方案中,基底的表面包含非织造有机材料,该非织造有机材料包括含有一种或多种纤维素、一种或多种聚酯、一种或多种聚酰胺以及它们的组合的纤维。
[0147]
在一些实施方案中,基底具有适用于接收第一(共)聚合物的颗粒的表面,使得第一(共)聚合物的颗粒可熔合到基底上以形成未卷曲的层。基底表面可适应第一(共)聚合物的化学性质。例如,可为极性和亲水的(共)聚合物选择亲水表面,而可为更疏水和单极性的(共)聚合物选择更疏水的表面。
[0148]
基底的表面还可具有允许颗粒沉积到其上的规则或不规则结构。例如,该表面可包括多个凹槽和/或脊或者多个孔和圆顶以及它们的组合。在一个实施方案中,该表面包括多个升高和/降低区域,该多个升高和/降低区域的至少一个最长尺寸是第一(共)聚合物的颗粒的大小的约1/10至最多约3倍。优选地,第一(共)聚合物构成具有1μm至500μm,更优选地3μm至300μm的大小的颗粒。
[0149]
在一个特定实施方案中,基底是粘合带,优选地遮蔽胶带。遮蔽胶带通常具有包含绉纸或类似材料且带规则或不规则结构图案的表面。
[0150]
在另一个方面,本公开还涉及用于制造固体制品的加层制造方法,优选地选择性激光烧结。该方法包括:(i)提供粉末的层,该粉末包含如上所述的至少一种粉末状(共)聚合物;(ii)沉积粉末的连续层并且在后续层的沉积之前选择性地熔合每个层以形成制品,其中该粉末还包含如上所述的一个或多个磨料颗粒。在一些示例性实施方案中,如上所述的那样使用基底,但该方法也可在没有基底的情况下进行,在这种情况下,应至少在形成制品的第一层时施加高于(共)聚合物的结晶温度的温度。
[0151]
本公开还涉及通过上述示例性方法中的任一种制造的制品。具体地,本公开涉及精加工工具,该精加工工具包括含有通过根据本公开的方法获得的磨料颗粒的制品。
[0152]
现在将参照附图和示例来描述一些示例性实施方案且旨在将本公开限于这些附图和示例。
[0153]
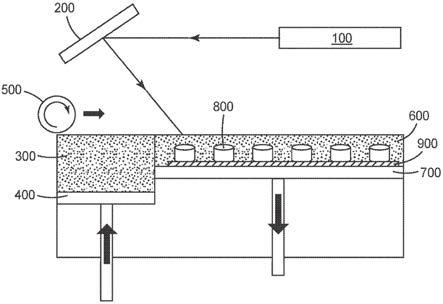
现在转到图2,示出了典型常规sls装置。选择性激光烧结装置包括激光器100(通常为co2激光器)、扫描镜200、粉末贮存器300和部件构造床600。
[0154]
粉末贮存器300包含要熔合形成期望的制品800的粉末。粉末贮存器300的底板400可例如通过适当的柱塞来向上和向下移动。当柱塞与粉末贮存器300的底板400一起向上移动时,将由矫平辊500向部件构造床600提供粉末。激光器100的激光束用于通过以扫描镜200扫描经过部件构造床600中的粉末层的表面来以期望和/或预编程的图案选择性地熔合粉末。在扫描该层并且熔合的粉末已凝固之后,将部件构造床600的基板700降低相当于一个(共)聚合物层的厚度以准备下一层的生长。重复该工艺,直到形成制品800。
[0155]
通常,sls装置的加工室在制品的制造期间加热和/或在制品800的制造之前预热。具体地,粉末贮存器300中的粉末在制品800的制造期间加热并且还在制造之前预热。另外,在制品800的制造之后,可冷却该制品或整个装置。通常,该加热通过加热装置(例如,加工/烧结室内的石英热灯)和/或通过加热底板400和贮存器300的侧壁和/或加热部件构造床600的基板700来实现。
[0156]
图3示出了根据本发明的方法的示例性实施方案的流程图。原则上,常规sls机可用于执行本发明,但将基底材料放置到用于接收粉末床的容器中。
[0157]
在第一步骤s101中,将基底材料900提供于基板700上(另参见图4;基底900)。基底或至少其表面的大小通常至少为与待通过增材制造来生产的制品的第一层相同的大小。还可以提供若干基底而非单个基底。
[0158]
在第二步骤s102中,通过矫平辊500使底板400向上移动,并且将粉末的层直接提供于部件构造床600中的固体基底900上。
[0159]
在第三步骤s103中,通过能量束100将已直接提供于基底900上的层以期望的图案(通常以计算机控制的图案)熔合到基底900上。增材制造装置通常包括激光器100,该激光器通常为co2激光器。在下述实施例中,使用rofin starshapessh-300 300w co2激光器。
[0160]
在下一个步骤s104中,将另外一个层沉积到基底900上的熔合层上。
[0161]
在第五步骤s105中,将另外一个粉末的层以期望的图案熔合到前一层上。
[0162]
通过重复步骤s104和s105,逐层堆积期望的制品800。
[0163]
与现有技术中不同,根据该示例性实施方案,可不在制品的制造工艺期间执行加热,以使得加工室和未熔合的粉末(即,熔合之前的粉末)可在制品的生产期间具有室温。具体地,可不加热基底材料下方的基板,并且基底和待生产的制品也可具有室温。
[0164]
然而,如果需要,可在制造期间例如向加工室、未熔合的粉末和/或制品和/或甚至基底施加热量。适度加热可促进熔合工艺,因为仅须由激光器100生成熔合(共)聚合物所需的能量。然而,加工室、未熔合的粉末和/或制品和/或甚至基底的温度不应达到(共)聚合物老化或降解的温度。因此,如果施加热量,则促进熔合与(共)聚合物降解之间可存在折衷。
[0165]
此外,已令人惊讶地发现,与常规sls中不同,可在相当低的温度或甚至环境温度下加工本公开中提供的粉末。根据一个示例性实施方案,加工室、未熔合的粉末和优选地制品的温度低于75℃,优选地为室温。另外,在制造期间不需要惰性气体。
[0166]
可使用商业激光烧结装置,示例包括但不限于formiga p110和eosint p800,两者均由密歇根州诺维的eos北美公司(eos north america(novi,mi))制造。
[0167]
本公开的用于生产如本文所述的非织造纤维幅材的工艺的操作将参照以下详细实施例进一步描述。提供这些实施例以另外说明各种具体和优选的实施方案和技术。然而,应当理解,可做出许多变型和修改而仍落在本公开的范围内。
[0168]
实施例
[0169]
这些实施例仅是为了例示性目的,且并非意在过度地限制所附权利要求书的范围。尽管示出本公开的广义范围的数值范围和参数为近似值,但尽可能精确地记录具体示例中示出的数值。然而,任何数值都固有地包含某些误差,其各自的测试测量中所存在的标准偏差必然会引起这种误差。最低程度上说,并且在不试图将等同原则的应用限制到权利要求书的范围内的前提下,至少应当根据所报告的有效位数并通过应用惯常的四舍五入法来解释每个数值参数。
[0170]
实施例1:
[0171]
在sls打印机中使用rofin starshapessh-300 300w co2激光器(可购自美国加利福尼亚州森尼韦尔的相干-罗芬公司(coherent-rofin co.,sunnyvale,ca,usa))按照图3的流程图中所示的方法来生产制品。基底材料(遮蔽胶带,例如可从美国明尼苏达州圣保罗的3m公司(3m company,st.paul mn,usa)商购获得的通用遮蔽胶带203)直接粘附到基板上。
[0172]
粉末是热塑性聚氨酯粉末(tpu);得自美国康涅狄格州波卡塔克的莱曼沃斯公司(lehmann&voss co.,pawcatuck,ct,usa)的luvosint x92a-1(粒度<150μm,mp为160℃(iso 11357),肖氏硬度a为88(iso 868),弯曲模量为27mpa(20℃iso6721-1),断裂伸长率为500%(din 53504))。不在制造工艺期间、之前或之后执行加热,并且加工室和熔合之前的粉末具有室温。不在制造制品之前、期间或之后加热基底材料下方的基板。不在制造期间使用惰性气体。
[0173]
通过以下方式形成包括基板上的若干销钉的制品:首先打印75个层以形成销钉,然后打印25个层以形成销钉和基板,最后打印基板几何形状的25个层以实现销钉与板之间的良好连接。图5中示出了实施例1中生产的制品的图片。该实施例示出了在室温下形成了复杂3d部件而没有任何卷曲或其他缺陷。
[0174]
实施例2:
[0175]
重复实施例1,但并不使用tpu,而是使用环氧树脂(热固性塑料;得自美国明尼苏达州圣保罗的3m公司(3m company,st.paul mn,usa)的熔接环氧涂层6233 8g)。通过向基底材料(粘合带)上打印20个层来生产矩形制品。图6中示出了实施例2
中生产的制品的图片。
[0176]
实施例3:
[0177]
重复实施例1,但并不使用实施例1的tpu,而是使用包含如下组分的粉末:tpu及tpu粘结剂与两种磨料颗粒(得自美国新泽西州菲尔朗的山特维克-合锐公司(sandvik-hyperion,fair lawn nj,usa)的平均粒度为6至12μm的金刚石mbm;和可以以ii从美国明尼苏达州圣保罗的3m公司(3m company,st.paul mn,usa)商购获得的烧结的氧化铝颗粒)中的每一者的团聚体。在实施例3中生产精加工工具。
[0178]
精加工工具附连到旋转芯轴。对supreme ultra(fsu)(可购自美国明尼苏达州圣保罗的3m公司(3m company,st.paul mn,usa))纳米复合物试样(即,可从l获得的牙科复合物修复材料)的150mm2区段执行抛光测试。将fsu试样安装在mettler toledo型号sg16001(可购自美国俄亥俄州哥伦布的梅特勒-托利多公司(mettler toledo co.columbus,oh,usa))天平上,使得操作员可控制每次运行的力。对于每次测试而言,将水喷洒到测试区域上以使其上覆盖着水。将该工具安装在nsk z500低速手机(low speed handpiece)中并且以10,000或15,000rpm旋转,同时在期望的测试力(通常为75g或100g)下压制。
[0179]
在测试期间,保持该工具以使得旋转轴线大约平行于fsu试样的表面。抛光工具来回移动,并且围绕150mm2表面区域螺旋地移动60秒而不在任何点停顿,然后停止。
[0180]
图7示出了实施例3中制备的不同精加工工具的光泽度测试。在抛光测试之前(阶段i)和之后(阶段ii)测量光泽度。通过使用实施例3中生产的精加工工具,显著增加了光泽度。图8示出了在抛光测试之前(阶段i)和之后(阶段ii)使用实施例3中生产的精加工工具的粗糙度测试的结果。
[0181]
通过使用实施例3中生产的精加工工具,显著减小了精加工工具所处理的材料的平均粗糙度。图9示出了在抛光测试之后在实施例3中生产的精加工工具的切削速率。这些工具显示出高切削速率。
[0182]
实施例4:
[0183]
在实施例4中,如实施例1中所述的那样生产制品,但使用两种不同粉末。
[0184]
第一粉末包含实施例1的tpu和金刚石颗粒(md10,6至12μm,可从瑞士日内瓦的范
·
莫帕斯公司(van moppes co,geneva,switzerland)商购获得)。第二粉末包含相同tpu,但不同类型的金刚石颗粒(得自美国新泽西州菲尔朗的山特维克-合锐公司(sandvik-hyperion,fair lawn nj,usa)的金刚石mbm)。使用第一粉末打印最开始75个层。然后使用第二粉末打印接下来的50个层。不同粉末之间的界面未显示任何畸变,并且第一粉末和第二粉末的层紧密粘结在一起。图10中示出了实施例4中生产的制品的图片。
[0185]
另外,还根据上述方法制造其他制品。用于制造这些制品的粉末包含实施例1的tpu和金刚石颗粒(金刚石wws-300,d64(230/270目),可从美国佛罗里达州博因顿比奇的全球超硬磨料公司(world wide superabrasives llc,boynton beach,fl,usa)商购获得)。用这些粉末生产的制品未显示任何卷曲或其他缺陷。
[0186]
实施例5:
[0187]
如实施例1中所述的那样生产制品,但使用包含下表中所示的量的实施例1的tpu和聚酰胺或聚丙烯的各种粉末。下表i中还示出了所生产的制品的硬度。
[0188]
表i
[0189]
组成肖氏d硬度(硬度计)100%tpu(x92-a2 luvosint)33100%tpu(x92-a1 luvosint)29.550%x92-a1+50%pa123850%x92-a1+50%pp38.575%x92-a1+25%pp35.375%x92-a1+25%pa1230.8
[0190]
所生产的制品未显示卷曲或其他明显缺陷。
[0191]
实施例6:
[0192]
如针对实施例1所描述的那样进行实施例6,不同的是粉末为得自德国布格基兴的泰良公司(dyneon gmbh,burgkirchen,germany)的热塑性含氟聚合物(thv 221az,粒度200μm;mp为153℃(din en iso 12086),肖氏硬度d为44,弯曲模量为80mpa(23℃astm d 790),断裂伸长率为550%(din en iso 527-1,测试速度50mm/min))。生产具有15层厚度的矩形制品。它们未显示任何卷曲。
[0193]
比较例1:
[0194]
重复实施例6,但使用不同含氟聚合物粉末(得自德国布格基兴的泰良公司(dyneon gmbh,burgkirchen,germany)的et6218az,tfe-e共聚物,粒度200μm,mp为266℃(din en iso 12086),肖氏硬度d为69,弯曲模量为1000mpa(23℃astm d 790),断裂伸长率为400%(din en iso 527-1,测试速度50mm/min))。在沉积第一层时已经发生卷曲。
[0195]
实施例7:
[0196]
重复实施例1,不同的是第一粉末为如实施例1中使用的粉末,但还包含金刚石团聚体作为磨料颗粒。在单独运行中使用包含环氧树脂、su6233和作为磨料颗粒的相同金刚石团聚体的粉末来生产相同制品。两种制品均未显示任何卷曲或其他缺陷。比较所制备的制品的切削速率。从图11中可以看出,具有环氧树脂基体的第二制品的切削速率显著高于第一制品的切削速率。
[0197]
图12的流程图中作为示例性实施方案示出了在不使用基底的情况下形成包含无机颗粒的制品的替代方法。
[0198]
在第一步骤s201中,向如图2所示的床600提供粉末的层。这通过以下方式进行:向上移动底板400并且使用矫平辊500,使得在部件构造床600中提供粉末的层。该粉末可为如上所述的第一粉末或第二粉末,但包含如上所述的无机颗粒。
[0199]
在第二步骤s202中,以期望的图案熔合所提供的层。
[0200]
在第三步骤s203中,将另外一个层沉积到床600中的熔合层上。
[0201]
在第四步骤s204中,将另外一个粉末的层以期望的图案熔合到前一层上。
[0202]
通过重复步骤s203和s204,逐层堆积期望的制品800直到形成制品800。
[0203]
根据图12的实施方案的方法不一定包括约束烧结,但约束烧结在该方法的上下文中也是很可能的。然而,在约束烧结不适用/期望的情况下,必须将室、粉末和/或制品加热到常规sls中所使用的温度,通常高于150℃,具体取决于所使用的(共)聚合物。
[0204]
上述方法步骤和实施例已被描述为涉及选择性激光烧结,但可使用除选择性激光
烧结之外的方法。
[0205]
本说明书中通篇提及的“一个实施方案”、“某些实施方案”、“一个或多个实施方案”或“实施方案”,无论在术语“实施方案”前是否包括术语“示例性的”都意指结合该实施方案描述的特定特征、结构、材料或特性包括在本公开的某些示例性实施方案中的至少一个实施方案中。因此,在本说明书通篇各处出现的短语诸如“在一个或多个实施方案中”、“在某些实施方案中”、“在一个实施方案中”或“在实施方案中”不一定是指本公开的某些示例性实施方案中的同一实施方案。此外,具体特征、结构、材料或特性可在一个或多个实施方案中以任何合适的方式组合。
[0206]
虽然本说明书已经详细地描述了某些示例性实施方案,但是应当理解,本领域的技术人员在理解上述内容后,可很容易地想到这些实施方案的更改、变型和等同物。因此,应当理解,本公开不应不当地受限于以上示出的例示性实施方案。
[0207]
此外,本文引用的所有出版物和专利均以引用的方式全文并入本文中,如同各个单独的出版物或专利都特别地和单独地指出以引用方式并入一般。已对各个示例性实施方案进行了描述。这些实施方案以及其他实施方案均在以下权利要求书的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1