一种塑胶熔体高速填充装置的制作方法
[0001]
本实用新型涉及塑胶生产技术领域,特别与一种塑胶熔体高速填充装置相关。
背景技术:
[0002]
塑胶的生产工艺主要包括填充、保压、冷却、脱模。填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止,填充时间越短,成型效率越高。在实际生产中,注塑成型的时间受到很多条件的制约,如加料速度,熔体流速等。现有的注塑填充工艺,一般是将熔体加入填充罐中,通过加压将熔体挤入模具中。罐内熔体不足时,由于罐体处于密封状态,需要停止填充后进行加料,操作繁琐。
技术实现要素:
[0003]
针对相关现有技术存在的问题,本实用新型提供一种塑胶熔体高速填充装置,通过旋转调节板,使熔体通过调节板及夹板之间的缝隙流入填充罐底部,填充罐下半部密封后可减少填充罐内气体流失,实现快速增压及连续填充。
[0004]
为了实现上述目的,本实用新型采用以下技术:
[0005]
一种塑胶熔体高速填充装置,包括:
[0006]
填充罐,填充罐顶部设有盖体,填充罐底部设有出料管;
[0007]
隔层机构,设于填充罐内,包括一对与填充罐内壁配合的夹板,夹板呈扇形,夹板中间设有调节板,调节板呈扇形,调节板中心处设有转轴,转轴轴动连接夹板中心处,调节板沿转轴旋转时可将填充罐下半部密封;
[0008]
搅拌机构,设于隔层机构下方,包括转动连接填充罐侧壁的搅拌轴,搅拌轴上均匀设有多个搅拌叶,搅拌轴一端穿过填充罐侧壁连接有电机;
[0009]
增压机构,设于隔层机构与搅拌机构之间,包括增压机,增压机的增压管与填充罐内部连通。
[0010]
进一步地,填充罐外壁环绕有加热板,加热板和填充罐外部设有保温层。
[0011]
进一步地,出料管上设有流量阀。
[0012]
进一步地,填充罐底部呈倒置的圆锥形,出料管位于填充罐底部中心。
[0013]
进一步地,转轴顶部开设有凹槽,盖体底部设有凸块,当盖体安装于填充罐时,凸块插入凹槽内。
[0014]
进一步地,凹槽底部开设有漏液孔。
[0015]
本实用新型有益效果:
[0016]
1、通过旋转调节板,使熔体由填充罐上半部通过调节板及夹板之间的缝隙流入填充罐底部,填充罐下半部密封后可减少填充罐内气体流失,实现快速增压及连续填充,提高工作效率。
[0017]
2、填充时利用搅拌轴带动搅拌叶旋转,使熔体混匀,并利用增压机通过增压管向填充罐内施加压力,使熔体快速流入塑胶模具中,通过流量阀控制熔体流量,减少原料浪
费。
[0018]
3、通过在填充罐外壁设置加热板和保温层,可在填充时对熔体进行加热,防止温度降低熔体流速下降,影响填充速率。
[0019]
4、盖体底部的凸块插入凹槽,通过旋转盖体即可实现转轴旋转,操作方便,通过漏液孔便于溅入凹槽内的熔体流出,防止熔体在凹槽内冷却凝固,影响凸块与凹槽装配。
附图说明
[0020]
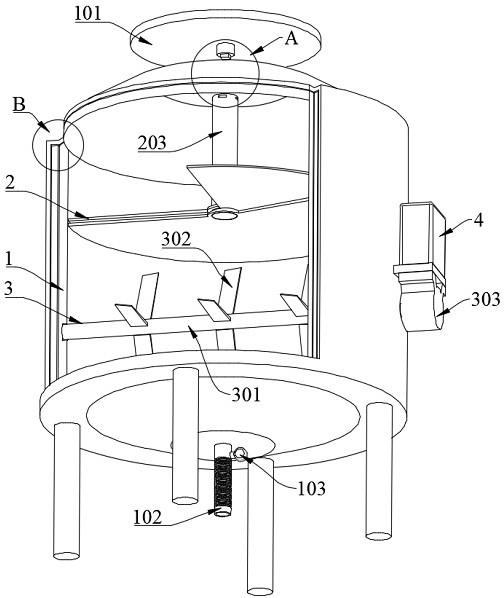
图1为本实用新型结构示意图。
[0021]
图2为隔层机构结构示意图。
[0022]
图3为搅拌机构和增压机构局部结构示意图。
[0023]
图4为图1中a局部结构示意图。
[0024]
图5为图1中b局部结构示意图。
具体实施方式
[0025]
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面结合附图对本实用新型的实施方式进行详细说明,但本实用新型所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
[0026]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0027]
在本实用新型的描述中需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述。术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。术语“平行”、“垂直”等并不表示要求部件绝对平行或垂直,而是可以稍微倾斜。
[0028]
在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,或是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0029]
如图1~3所示,一种塑胶熔体高速填充装置,包括填充罐1,设于填充罐1内的隔层机构2,设于隔层机构2下方的搅拌机构3,以及设于设于隔层机构2与搅拌机构3之间的增压机构4。
[0030]
填充罐1顶部设有盖体101,填充罐1底部设有出料管102,出料管102上设有流量阀103,填充罐1底部呈倒置的圆锥形,出料管102位于填充罐1底部中心。
[0031]
隔层机构2包括一对与填充罐1内壁配合的夹板201,夹板201呈扇形,夹板201中间设有调节板202,调节板202呈扇形,调节板202中心处设有转轴203,转轴203轴动连接夹板201中心处,调节板202沿转轴203旋转时可将填充罐1下半部密封;
[0032]
搅拌机构3包括转动连接填充罐1侧壁的搅拌轴301,搅拌轴301上均匀设有多个搅拌叶302,搅拌轴301一端穿过填充罐1侧壁连接有电机303;
[0033]
增压机构4包括增压机401,增压机401的增压管402与填充罐1内部连通。
[0034]
填充时,先将熔体加入填充罐1底部,通过旋转转轴203使调节板202在夹板201之间转动,将填充罐1下半部密封,然后将盖体101安装于填充罐1,开启电机303,利用搅拌轴301带动搅拌叶302旋转,使熔体混匀,并利用增压机401通过增压管402向填充罐1内施加压力,使熔体快速流入塑胶模具中,通过流量阀103控制熔体流量,减少原料浪费;熔体不足时,向填充罐1内补充熔体,并将盖体101安装于填充罐1,通过旋转调节板202,使熔体由调节板202及夹板201之间的缝隙流入填充罐1底部,然后将填充罐1下半部密封,减少填充罐1内气体流失,实现快速增压及连续填充,提高工作效率;通过将填充罐1底部设计为倒置的圆锥形,出料管102位于填充罐1底部中心,便于熔体经出料管102流出,防止熔体在填充罐1底部堆积。
[0035]
进一步地,如图5所示,填充罐1外壁环绕有加热板501,加热板501和填充罐1外部设有保温层502。
[0036]
通过在填充罐1外壁设置加热板501和保温层502,可在填充时对熔体进行加热,防止温度降低熔体流速下降,影响填充速率。
[0037]
进一步地,如图4所示,转轴203顶部开设有凹槽204,盖体101底部设有凸块104,当盖体101安装于填充罐1时,凸块104插入凹槽204内,凹槽204底部开设有漏液孔205。
[0038]
盖体101安装于填充罐1时,盖体101底部的凸块104插入凹槽204,通过旋转盖体101即可实现转轴203旋转,操作方便,凹槽204底部开设有漏液孔205,便于溅入凹槽204内的熔体流出,防止熔体在凹槽204内冷却凝固,影响凸块104与凹槽204装配。
[0039]
以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1