一种LED支架自动全检机的制作方法
一种led支架自动全检机
技术领域
[0001]
本申请属于led支架加工设备技术领域,具体涉及一种led支架自动全检机。
背景技术:
[0002]
封装的rgb三色led灯珠普遍应用于户外,在广告灯箱、显示屏等地方都有应用,rgb三色光源是由红(r)、绿(g)、蓝(b)三种颜色的贴片组成,市面上常规的led灯珠有led7070(外形尺寸为7.0mm*7.0mm*1.1mm)、led5050(外形尺寸为5.0mm*5.0mm*1.6mm)、led3535(外形尺寸为3.5mm*3.5mm*2mm),以及微型款(外形尺寸不超过2.0mm)等。
[0003]
led支架是led灯珠在封装之前的底基座,在led支架的基础上,将芯片固定进去,焊上正负电极,再用封装胶一次封装成形。led支架一般是批量制作,在料带铜板(目前也有铁材、铝材等)上加工出数排数列导电支架作为导电端子(导电端子此时仍属于料带铜板的一部分),再置入注塑机中注塑出塑胶主体,塑胶主体与导电端子嵌合成型后,还需要对各导电端子的焊锡脚作折弯处理,在折弯的步骤中将导电端子从料带铜板上冲切下来,并进行折弯。
[0004]
led灯珠广泛应用于制作显示屏背光源,随着国内外科技经济的发展,对led灯珠需求的种类、型号和数量规模越来越大,对其外表面尺寸参数和表面完美的要求标准也越来越高。对于led灯珠的生产企业来说,对产品的外观形状、尺寸和表面缺陷的检测工序在整个工艺流程中占据了重要的地位,占用了较大的人力、场地、资金资源。
[0005]
由于led支架的批量生产,产出的led支架上常出现缺胶(塑胶缺陷,例如塑胶未填满,塑胶主体表面出现凹坑)或者塑胶脱落(简称缺pin)的情况。目前,现有技术对led支架的缺陷检测一般是人工检测方式,由经验丰富的检测人员对线上的产品进行快速判断,或者在一道工序之后进行人工抽检。这种方式不仅劳动强度大,效率低,而且精度差,漏检、误检的概率也很高。影响了产品总体质量的提高和生产成本的降低。
[0006]
部分led生产厂家改进生产工艺,采用机器视觉自动检测led支架,各片led支架依次放置在输送装置上,通过ccd相机拍照,检测led支架的缺胶情况。然后由人工将检测出的缺陷品分拣出,并对检测出的合格品进行包装。这种人工分类处理led支架的处理方式劳动强度大,效率低,影响了产品总体质量的提高和生产成本的降低。
技术实现要素:
[0007]
为解决上述技术问题,本实用新型提供一种led支架自动全检机,可自动根据分级信息对led支架进行分级处理,并对合格产品进行自动叠料包装。
[0008]
实现本实用新型目的所采用的技术方案为,一种led支架自动全检机,包括机架、led支架输送装置、led支架检测装置、led支架缺陷品下线装置、led支架垫纸暂存装置和控制装置,其中:
[0009]
所述led支架输送装置安装于所述机架上;所述led支架检测装置包括光源和拍摄装置,所述拍摄装置与所述控制装置电性连接,所述控制装置根据所述拍摄装置拍摄的照
片对来料led支架进行分级;所述led支架缺陷品下线装置用于根据来料led支架的分级信息对缺陷产品进行下线处理;
[0010]
所述led支架垫纸暂存装置设置于所述led支架输送装置的输出端,所述led支架垫纸暂存装置包括叠料匝、合格品暂存区和垫纸机构;所述叠料匝设置于所述led支架输送装置的输出端,所述叠料匝的底部可开启,所述合格品暂存区设置于所述叠料匝的下方;所述垫纸机构包括纸片装料匝、吸纸装置、垫纸水平位移装置和垫纸竖直位移装置,所述纸片装料匝用于盛装支架分隔纸,所述吸纸装置用于吸取所述支架分隔纸,所述吸纸装置通过所述垫纸水平位移装置和所述垫纸竖直位移装置驱动、进行水平/竖直移动,以使所述吸纸装置在所述纸片装料匝上方位置和所述叠料匝上方位置之间切换。
[0011]
可选的,所述led支架缺陷品下线装置包括顶升机构、挡块、移送铲、移送驱动机构和缺陷品暂存区;其中:
[0012]
所述顶升机构安装于所述机架上,且所述顶升机构位于所述led支架输送装置的运输区域中;
[0013]
所述挡块安装于所述机架上,且所述挡块位于所述led支架输送装置的面向所述缺陷品暂存区的一侧,所述挡块中设置有供所述移送铲伸缩的挡槽,在led支架输送方向上,所述挡槽的尺寸小于所述led支架的尺寸;
[0014]
所述移送铲通过所述移送驱动机构驱动、在所述挡槽中移动,以将所述缺陷品从所述顶升机构上移动至所述缺陷品暂存区上;
[0015]
所述缺陷品暂存区安装于所述机架上,且所述缺陷品暂存区位于所述挡块的下方,所述缺陷品暂存区的进料端位于所述顶升机构与所述挡块之间。
[0016]
可选的,所述挡块位于所述led支架输送装置外侧,且所述挡块与所述led支架输送装置的外侧板间隔一定间距,以使所述挡块与所述外侧板构成一过渡通道,所述缺陷品暂存区的进料端位于所述过渡通道的下方。
[0017]
可选的,所述过渡通道中设置有过渡机构,所述过渡机构包括至少一个伸缩驱动机构及其驱动的挡板,所述伸缩驱动机构位于所述过渡通道外,所述挡块与所述外侧板中的至少一个中开设有至少一条沿水平方向延伸的伸缩通道,所述挡板通过所述伸缩驱动机构驱动、在所述伸缩通道中伸缩移动,以在伸入所述过渡通道内和伸出所述过渡通道外两个位置之间切换。
[0018]
可选的,所述叠料匝包括两个侧板、一个端板和所述底部,所述侧板、所述端板和所述底部围成侧面和顶面开口的收料通道,所述收料通道的侧面开口用于与所述led支架输送装置的尾端对接,所述顶面开口用于与所述吸纸装置对接;
[0019]
至少一个所述侧板中开设有至少一条沿水平方向延伸的伸缩通道,所述底部包括至少一个伸缩驱动机构及其驱动的挡板,所述伸缩驱动机构位于所述收料通道外,所述挡板通过所述伸缩驱动机构驱动、在所述伸缩通道中伸缩移动,以在伸入所述收料通道内和伸出所述收料通道外两个位置之间切换。
[0020]
可选的,两个所述侧板中均开设有至少一条所述伸缩通道,所述伸缩通道沿高度方向上下分布,且两个所述侧板中位置相对的所述伸缩通道的高度相同;
[0021]
所述底部包括至少两个所述伸缩驱动机构和至少两块所述挡板,所述伸缩驱动机构和所述挡板对称分布于所述叠料匝的两侧。
[0022]
可选的,所述叠料匝的底部与所述合格品暂存区之间间距小于设定的叠料高度,所述叠料匝的其中一个所述侧板为可升降移动的活动板;所述合格品暂存区为包装输送设备,所述包装输送设备的首端设置于所述叠料匝的下方,所述叠料匝的面向所述包装输送设备尾端的所述侧板为活动板;
[0023]
所述led支架垫纸暂存装置还包括挡板升降机构,所述挡板升降机构安装于所述机架上,用于驱动所述活动板升降。
[0024]
可选的,所述纸片装料匝包括侧边和可升降的托板;所述垫纸机构还包括托板提升装置,所述托板提升装置用于驱动所述托板升降,以改变所述纸片装料匝的槽深。
[0025]
可选的,所述叠料匝的侧面开口的前方设置有引导件,所述引导件的上表面为向下弯曲的曲面,所述曲面的上端与所述led支架输送装置的尾端对接、下端与所述底部对接。
[0026]
可选的,所述拍摄装置设置于所述光源的正上方,所述光源包括至少两个倾斜设置的面光源,所述面光源的照明区域重合,且所述led支架检测装置所在位置处的所述led支架输送装置位于重合的照明区域中。
[0027]
由上述技术方案可知,本实用新型提供的led支架自动全检机,包括机架、led支架输送装置、led支架检测装置、led支架缺陷品下线装置、led支架垫纸暂存装置和控制装置,其中,led支架输送装置用于沿led支架输送方向输送led支架;led支架检测装置包括光源和拍摄装置,拍摄装置用于对led支架进行拍照,控制装置根据拍摄装置拍摄的照片对来料led支架进行分级;led支架缺陷品下线装置用于根据来料led支架的分级信息对缺陷产品进行下线处理;led支架垫纸暂存装置用于对合格的led支架进行自动垫纸包装处理。
[0028]
本实用新型的led支架垫纸暂存装置包括叠料匝、合格品暂存区和垫纸机构,叠料匝用于对接led支架输送装置,合格led支架从led支架输送装置的尾端根据惯性自动落入叠料匝中,便于对合格led支架进行垫纸包装。叠料匝的底部可开启,使得叠料自动落在设置于叠料匝下方的合格品暂存区中。垫纸机构用于在叠料匝中放置支架分隔纸,垫纸机构包括纸片装料匝、吸纸装置、垫纸水平位移装置和垫纸竖直位移装置,纸片装料匝用于盛装支架分隔纸,吸纸装置用于吸取支架分隔纸,吸纸装置通过垫纸水平位移装置和垫纸竖直位移装置驱动、进行水平/竖直移动,以使吸纸装置在纸片装料匝上方位置和叠料匝上方位置之间切换,实现吸纸和放纸动作。
[0029]
与现有技术相比,本实用新型提供的led支架自动全检机,通过设置在led支架输送装置尾端的叠料匝对合格led支架自动进行收集,通过垫纸机构自动实现吸纸和放纸动作,垫纸片后的叠料自动落在合格品暂存区中,等待后续的包装作业。通过该装置可降低工人劳动强度,合格品垫纸包装处理效率极高,且由机械设备自动垫纸叠料使得叠料边缘整齐,后续包装时不需要二次整形。
[0030]
本实用新型提供的led支架自动全检机,可实现led支架检测、分类处理全流程自动化进行,通过led支架缺陷品下线装置自动下线缺陷产品,对合格产品自动进行垫纸包装,从而将合格产品与缺陷产品进行自动分级处理,降低工人劳动强度大,分级处理效率极高,且由机械设备自动分级处理还可提高产品分级操作的精准度。
附图说明
[0031]
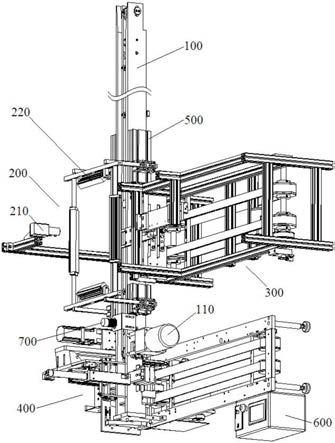
图1为本实用新型实施例中led支架自动全检机的结构示意图一;
[0032]
图2为本实用新型实施例中led支架自动全检机的结构示意图二;
[0033]
图3为图1的led支架自动全检机中led支架缺陷品下线装置的结构示意图;
[0034]
图4为图1的led支架自动全检机中led支架垫纸暂存装置的结构示意图一;
[0035]
图5为图1的led支架自动全检机中led支架垫纸暂存装置的结构示意图二。
[0036]
附图标记说明:
[0037]
100-led支架输送装置,110-动力装置;
[0038]
200-led支架检测装置,210-拍摄装置,220-光源;
[0039]
300-led支架缺陷品下线装置,310-顶升机构,320-挡块,321-挡槽,330-移送铲,340-移送驱动机构,350-缺陷品暂存区,360-过渡通道,361-伸缩通道,370-过渡机构,371-伸缩驱动机构,372-挡板;
[0040]
400-led支架垫纸暂存装置,410-叠料匝,411-收料通道,412-侧板,413-端板,414-底部,4141-伸缩驱动机构,4142-挡板,415-伸缩通道,420-合格品暂存区,430-垫纸机构,431-纸片装料匝,4311-托板,4312-侧边,432-吸纸装置,433-垫纸水平位移装置,434-垫纸竖直位移装置,435-提升装置,4351-步进电机,4352-升降板,440-挡板升降机构,441-升降驱动机构,442-连接件,443-拉杆,450-引导件;
[0041]
500-机架;600-控制装置;700-检测传感器。
具体实施方式
[0042]
为了使本申请所属技术领域中的技术人员更清楚地理解本申请,下面结合附图,通过具体实施例对本申请技术方案作详细描述。
[0043]
本实用新型实施例提供一种led支架自动全检机,其结构如图1所示,包括机架500、led支架输送装置100、led支架检测装置200、led支架缺陷品下线装置300、led支架垫纸暂存装置400和控制装置600。led支架输送装置100安装于机架500上,led支架输送装置100用于沿led支架输送方向输送led支架;led支架检测装置200包括光源220和拍摄装置210,拍摄装置210与控制装置600电性连接,控制装置600根据拍摄装置210拍摄的照片对来料led支架进行分级;led支架缺陷品下线装置300用于根据来料led支架的分级信息对缺陷产品进行下线处理;led支架垫纸暂存装置400用于对合格的led支架进行自动垫纸包装处理。led支架输送装置100、led支架检测装置200、led支架缺陷品下线装置300、led支架垫纸暂存装置400中的用电元件分别与控制装置600电性连接,控制装置600控制整机有序运行,控制装置600可采用现有任一控制装置600,例如plc、单片机等。
[0044]
该led支架自动全检机可实现led支架检测、分类处理全流程自动化进行,大大降低人为误判、误检,检测效率极高。下面结合一具体实施例对该led支架自动全检机的各个组件的结构进行详细描述:
[0045]
机架500是该led支架自动全检机其他功能组件的安装基础,可选不锈钢材质或者铝材,其结构强度应满足各组件的安装需求,具体结构本实用新型不做限制。
[0046]
led支架输送装置100用于沿led支架输送方向输送led支架,led支架输送装置100可采用现有任一输送设备,能够输送led支架即可,具体结构本实用新型不做限制。本实施
例中,led支架输送装置100采用皮带输送机,led支架输送装置100的动力装置110设置在尾端,即led支架垫纸暂存装置400的安装处。
[0047]
参见图1,在该led支架输送装置100中设置有多个检测传感器700,在led支架缺陷品下线装置300和led支架垫纸暂存装置400之前分别设置一个检测传感器700,当检测传感器700检测到led支架时,会向控制装置600发出一个信号,控制装置600控制对应的装置动作。检测传感器700优选光电传感器。
[0048]
led支架检测装置200用于对led支架进行拍照,并将照片输出至控制装置600,控制装置600基于设置的分析程序对照片所示led支架进行分级,并指导后续功能组件(led支架缺陷品下线装置300和led支架垫纸暂存装置400)的动作。控制装置600根据来料led支架的外形特征并自动对来料led支架进行分级,具体判断标准可以例如:a、无缺胶和缺pin支架,判定为合格产品(简称ok品);b、有缺胶和/或缺pin支架,判断为缺陷产品(简称ng品)。
[0049]
参见图1,led支架检测装置200包括光源220和拍摄装置210,拍摄装置210设置于光源220的正上方,拍摄装置210与控制装置600电性连接,控制装置600根据拍摄装置拍摄的照片对来料led支架进行分级。光源220和拍摄装置210可采用现有设备,具体选型本实用新型不做限制。
[0050]
具体的,参见图1,本实施例中,拍摄装置210采用ccd相机,光源220包括至少两个倾斜设置的面光源,倾斜设置的面光源的照明区域重合,且led支架检测装置200所在位置处的led支架输送装置100位于重合的照明区域中,本实施例具体采用四个倾斜设置的面光源,四个面光源分布于矩形的四边,四个面光源的照明区域在中心重合。通过重合的照明区域提高led支架的拍摄亮度,使得照片更清晰,能够清楚反映led支架上的细微缺陷。
[0051]
led支架缺陷品下线装置300用于根据来料led支架的分级信息对缺陷产品进行下线处理,具体可采用负压吸附移送、推送等方式实现缺陷产品下线。led支架缺陷品下线装置300可采用现有设备将缺陷产品从led支架输送装置100上移出,led支架缺陷品下线装置300的具体结构本实用新型不做限制。
[0052]
参见图2和图3,本实施例中,led支架缺陷品下线装置300包括顶升机构310、挡块320、移送铲330、移送驱动机构340和缺陷品暂存区350。顶升机构310安装于机架500上,且顶升机构310位于led支架输送装置100的运输区域中,具体位于照明区域的重合区中,也就是位于led支架受检测时所处位置的正下方,能够稳定顶升缺陷产品led支架,当缺陷产品led支架被顶升后,脱离led支架输送装置100,此时移送铲330可伸入至缺陷产品led支架下方,将缺陷产品led支架转移至移送铲330上。顶升机构310可采用现有任一直线位移机构,本实施例优选气缸。
[0053]
参见图2,挡块320安装于机架500上,且挡块320位于led支架输送装置100的面向缺陷品暂存区350的一侧,挡块320的作用是阻挡缺陷产品led支架、实现落料。挡块320中设置有供移送铲330伸缩的挡槽321,在led支架输送方向上,挡槽321的尺寸小于led支架的尺寸,使得移送铲330承托缺陷产品led支架在挡槽321内伸缩移动时,当移动至缺陷产品led支架触碰挡槽321的端面,缺陷产品led支架能够被挡槽321阻挡,从而从移送铲330上掉落。移送铲330通过移送驱动机构340驱动、在挡槽321中移动,以将缺陷品从顶升机构310上移动至缺陷品暂存区350上,移送驱动机构340可采用现有任一直线位移机构,本实施例优选气缸。
[0054]
缺陷品暂存区350安装于机架500上,且缺陷品暂存区350位于挡块320的下方,缺陷品暂存区350的进料端位于顶升机构310与挡块320之间,当缺陷产品led支架触碰挡槽321掉落后,能够落在缺陷品暂存区350的进料端。
[0055]
考虑到部分缺陷产品led支架上的缺陷较小,经过修复后可使用,因此在回收缺陷产品led支架时也需要尽量避免缺陷产品led支架被碰伤。为实现该技术目的,参见图2,本实施例中,挡块320位于led支架输送装置100外侧,且挡块320与led支架输送装置100的外侧板120间隔一定间距,以使挡块320与外侧板120构成一过渡通道360,缺陷品暂存区350的进料端位于过渡通道360的下方。过渡通道360中设置有过渡机构370,参见图3,过渡机构370包括至少一个伸缩驱动机构371及其驱动的挡板372,伸缩驱动机构371位于过渡通道360外,挡块320与外侧板120中的至少一个中开设有至少一条沿水平方向延伸的伸缩通道361,挡板372通过伸缩驱动机构371驱动、在伸缩通道361中伸缩移动,以在伸入过渡通道360内和伸出过渡通道360外两个位置之间切换。
[0056]
作为优选实施例,挡块320与外侧板120中均开设有至少一条伸缩通道361,且挡块320与外侧板120中位置相对的伸缩通道361的高度相同,当开设有两条以上伸缩通道361时,各伸缩通道361沿高度方向相互平行且上下分布。通过两块挡板372配合关闭或打开过渡通道360,使得关闭或打开过程更快速,提高作业效率。
[0057]
该伸缩通道361、伸缩驱动机构371和挡板372的数量根据过渡通道360与缺陷品暂存区350的高差而定。例如,过渡通道360与缺陷品暂存区350的高差较大,缺陷产品led支架在掉落后受冲击,可能会导致塑胶脱落,则此时应在高度方向上设置至少两组伸缩驱动机构371和挡板372,使得缺陷产品led支架逐步掉落,通过挡板372的缓冲,避免led支架损坏。
[0058]
led支架垫纸暂存装置400设置于led支架输送装置100的输出端,用于对合格的led支架进行自动垫纸包装处理。参见图4和图5,led支架垫纸暂存装置400包括叠料匝410、合格品暂存区420和垫纸机构430。叠料匝410用于对接led支架输送装置100,叠料匝410设置于led支架输送装置100的尾端,即led支架输送装置100的输出端,以使led支架在惯性作用下自动落入叠料匝410中。
[0059]
具体的,参见图4和图5,本实施例中,叠料匝410包括两个侧板412、一个端板413和底部414,侧板412、端板413和底部414围成侧面和顶面开口的收料通道411,收料通道411的侧面开口用于与led支架输送装置100的尾端对接,使得合格的led支架能自动进入收料通道411,顶面开口用于与垫纸机构430对接,使得支架分隔纸落入收料通道411。为提高叠料的整齐度,可选择在端板413内侧设置一对齐推板,通过该对齐推板使得叠料的边缘对齐,便于后续包装。
[0060]
为保证合格的led支架顺利进入收料通道411,不会发生卡料,参见图5,本实施例中,叠料匝410的侧面开口的前方设置有引导件450,引导件450具体设置于led支架输送装置100的尾端,位于led支架输送装置100与叠料匝410之间。引导件450的上表面为向下弯曲的曲面,曲面的上端与led支架输送装置100的尾端对接、下端与叠料匝410的底部对接,合格的led支架在重力作用下以及惯性作用下沿该曲面顺利进入收料通道411,不会发生卡料。
[0061]
叠料匝410的底部可开启,开启方式可采用现有任一开启方式,例如叠料匝410的底部通过弹性件与叠料匝410其他部分连接,合格的led支架在重力作用下自动打开底部,
或者采用驱动机构驱动底部开启等,叠料匝410的底部的开启方式以及开启结构本实用新型不做限制。
[0062]
本实施例中,叠料匝410的底部采用驱动机构驱动开启的方式。参见图4和图5,至少一个侧板412中开设有至少一条沿水平方向延伸的伸缩通道415,底部414包括至少一个伸缩驱动机构4141及其驱动的挡板4142,伸缩驱动机构4141位于收料通道411外,挡板4142通过伸缩驱动机构4141驱动、在伸缩通道415中伸缩移动,以在伸入收料通道411内和伸出收料通道411外两个位置之间切换,挡板4142充当叠料匝410的底板。当挡板4142只有一个时,应确保挡板4142完全伸出后,其位于收料通道411内部的面积满足稳定承托合格的led支架的要求,伸缩驱动机构4141优选气缸。
[0063]
作为优选实施例,该叠料匝410的两个侧板412中均开设有至少一条伸缩通道415,且两个侧板412中位置相对的伸缩通道415的高度相同,当开设有两条以上伸缩通道415时,各伸缩通道415沿高度方向相互平行且上下分布。对应的,底部414包括至少两个伸缩驱动机构4141和至少两块挡板4142,伸缩驱动机构4141和挡板4142对称分布于叠料匝410的两侧,位于同一高度的两块挡板4142同时伸出或同时缩回,以关闭或打开叠料匝410的底部通道。通过两块挡板4142配合关闭或打开叠料匝410的底部通道,使得关闭或打开过程更快速,提高作业效率。
[0064]
该伸缩通道415、伸缩驱动机构4141和挡板4142的数量根据叠料匝410与合格品暂存区420的高差,以及设定的叠料高度而定。例如,设定的叠料高度较高,则叠料匝410与合格品暂存区420的高差较大,合格的led支架以及支架分隔纸在掉落的过程中可能会出现位置偏移,则此时应在高度方向上设置至少两组伸缩驱动机构4141和挡板4142,使得合格的led支架以及支架分隔纸逐步掉落,通过挡板4142的缓冲,避免led支架移位。
[0065]
合格品暂存区420设置于叠料匝410的下方,用于暂存叠料。合格品暂存区420可选择一置物平台,或者其他可以稳定放置叠料的机构,具体结构本实用新型不做限制。参见图4和图5,本实施例中,合格品暂存区420为包装输送设备,包装输送设备的首端设置于叠料匝410的下方,叠料可通过包装输送设备被依次转移至下一工序。
[0066]
由于本实施例中合格品暂存区420为固定件,其高度不变,随着叠料高度的增加,合格的led支架以及支架分隔纸逐渐积累至收料通道411中,受侧板412的阻挡,位于上部的部分led支架无法被转移。为解决该问题,本实施例中,叠料匝410的底部与合格品暂存区420之间间距小于设定的叠料高度,可以保证叠料初始时的几块led支架稳定落在合格品暂存区420上而不移位。叠料匝410的其中一个侧板412设置为可升降移动的活动板4121,如图5所示,具体的,活动板4121为叠料匝410的面向包装输送设备尾端的侧板。对应的,该led支架垫纸暂存装置还包括挡板升降机构440,挡板升降机构440安装于机架500上,用于驱动活动板4121升降。
[0067]
具体的,参见图4和图5,挡板升降机构440包括依次连接的升降驱动机构441、连接件442和拉杆443,升降驱动机构441优选气缸,气缸驱动连接件442升降,拉杆443设置两根,两根拉杆443均为竖杆且相互平行,拉杆443的一端与连接件442固连,另一端与活动板4121固连,从而在叠料移送过程中带动活动板4121升起,避免碰撞叠料。
[0068]
垫纸机构430用于向叠料匝410内放置支架分隔纸,参见图4和图5,垫纸机构430包括纸片装料匝431、吸纸装置432、垫纸水平位移装置433和垫纸竖直位移装置434。纸片装料
匝431用于盛装支架分隔纸,作为优选,纸片装料匝431位于叠料匝410的外侧。吸纸装置432用于吸取支架分隔纸,作为优选,吸纸装置432采用两个吸盘,如图5所示。吸纸装置432通过垫纸水平位移装置433和垫纸竖直位移装置434驱动、进行水平/竖直移动,以使吸纸装置432在纸片装料匝431上方位置和叠料匝410上方位置之间切换,并进行吸纸和放纸。
[0069]
本实施例中,纸片装料匝431包括侧边4312和可升降的托板4311,对应的垫纸机构430还包括托板提升装置435,托板提升装置435用于驱动托板4311升降,以改变纸片装料匝431的槽深。考虑到每次吸纸时纸片装料匝431的槽深都需要减少一片支架分隔纸的厚度,因此纸片装料匝431槽深的调节是连续步进式的,为方便控制,作为优选,本实施例中托板提升装置435采用步进电机4351驱动滚珠丝杠副实现升降,滚珠丝杠副的螺母连接有一个升降板4352,升降板4352与托板4311直接连接,在侧边4312中开设有升降槽供升降板4352穿过,如图5所示,步进电机4351驱动滚珠丝杠副转动,带动托板4311逐步上升,从而实现槽深调节,保证吸纸装置432每次移动至纸片装料匝431上方时均可吸取支架分隔纸。
[0070]
该led支架垫纸暂存装置400可直接应用于现有的led支架检测设备,通过将led支架垫纸暂存装置400中的各用电元件接入现有led支架检测设备的控制器中,在led支架检测设备检测完支架并分级后可对合格的led支架进行自动垫纸片包装处理。具体工作原理如下:
[0071]
led支架自动全检机检测来料led支架的外形特征并自动对来料led支架进行分级,具体判断标准可以例如:a、无缺胶和缺pin支架,判定为ok品;b、有缺胶支架,判断为ng缺胶产品;c、有缺pin支架,判断为ng缺pin产品。b和c均为缺陷产品,在移送过程中即通过led支架缺陷品下线装置300下线,因此输送至led支架垫纸暂存装置400的led支架均为合格品。
[0072]
led支架输送装置100将合格的led支架输送至该led支架垫纸暂存装置400,合格的led支架在重力作用下以及惯性作用下沿引导件450的曲面顺利进入叠料匝410的收料通道411。
[0073]
在合格的led支架落入前,首先吸纸装置432通过垫纸竖直位移装置434驱动进行竖直移动,进行吸纸;吸纸后,垫纸竖直位移装置434驱动吸纸装置432上升,且垫纸水平位移装置433驱动吸纸装置432水平移动至叠料匝410上方;垫纸竖直位移装置434驱动吸纸装置432下降,进行放纸。
[0074]
在合格的led支架落入前,位于上方的两个伸缩驱动机构4141驱动挡板4142伸出,合格的led支架落在上方的两块挡板4142上;随后位于下方的两个伸缩驱动机构4141驱动挡板4142伸出,同时位于上方的两个伸缩驱动机构4141驱动挡板4142缩回,合格的led支架落在下方的两块挡板4142上;之后位于下方的两个伸缩驱动机构4141驱动挡板4142缩回,合格的led支架落在合格品暂存区420中的支架分隔纸上。
[0075]
通过上述操作,每放置一片合格产品,则垫一张支架分隔纸,待合格产品叠料数量达到设定值时,通过合格品暂存区420将叠料移送至后续工位。
[0076]
参见图1,本实施例提供的led支架自动全检机的工作原理如下:
[0077]
控制装置600控制led支架输送装置100将led支架输送至led支架检测装置200的下方,控制装置600控制拍摄装置210对led支架进行拍照并将照片输出至控制装置600,控制装置600根据照片对led支架进行分级,分级标准为:a、无缺胶和缺pin支架,判定为合格
产品;b、有缺胶支架和/或缺pin支架,判断为缺陷产品;
[0078]
控制装置600控制led支架输送装置100将led支架输送至led支架缺陷品下线装置300的位置,当led支架为缺陷产品时,控制装置600控制led支架缺陷品下线装置300将缺陷产品从led支架输送装置100上下线;当led支架为合格产品时,led支架缺陷品下线装置300不动作;
[0079]
控制装置600控制led支架输送装置100将led支架输送至led支架垫纸暂存装置400,控制装置600控制叠料匝410的底部开启,使得合格品落在合格品暂存区420中,控制装置600控制垫纸机构430进行吸纸和放纸动作,以在每放置一片合格产品前垫一张支架分隔纸。
[0080]
通过上述实施例,本实用新型具有以下有益效果或者优点:
[0081]
1)本实用新型提供的led支架自动全检机,设置led支架垫纸暂存装置,通过设置在上一工位支架输送设备尾端的叠料匝对合格led支架自动进行收集,通过垫纸机构自动实现吸纸和放纸动作,垫纸片后的叠料自动落在合格品暂存区中,等待后续的包装作业。通过该装置可降低工人劳动强度,合格品垫纸包装处理效率极高,且由机械设备自动垫纸叠料使得叠料边缘整齐,后续包装时不需要二次整形。
[0082]
2)本实用新型提供的led支架自动全检机,可实现led支架检测、分类处理全流程自动化进行,通过led支架缺陷品下线装置自动下线缺陷产品,对合格产品自动进行垫纸包装,从而将合格产品与缺陷产品进行自动分级处理,降低工人劳动强度大,分级处理效率极高,且由机械设备自动分级处理还可提高产品分级操作的精准度。
[0083]
尽管已描述了本申请的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本申请范围的所有变更和修改。
[0084]
显然,本领域的技术人员可以对本申请进行各种改动和变型而不脱离本申请的精神和范围。这样,倘若本申请的这些修改和变型属于本申请权利要求及其等同技术的范围之内,则本申请也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1