一种铁铜感应钎焊用自动送丝焊接装置的制作方法
[0001]
本实用新型属于感应钎焊装置技术领域,尤其是涉及一种铁铜感应钎焊用自动送丝焊接装置。
背景技术:
[0002]
一般压缩机管路中存在铜管套在铁管上进行焊接的要求。该焊接要求的难点在于铁与铜管的材质不同,感应加热的升温速度不一致导致很难控制管件不被熔化,同时由于焊丝在送达焊点处时,焊点处必须保持现有温度,若继续加热会导致铜管破损,若降低加热功率会导致温度下降焊丝无法熔化。另一个难点是铁管表面易氧化,表面的氧化皮易导致焊点质量差无法牢固焊接,因此若送丝位置有偏差导致焊丝送至铁管表面,助焊剂少时则会导致焊料流动性差,无法整圈焊缝焊接,助焊剂过多时,则会全部流淌至铁管表面无法正常焊接。
技术实现要素:
[0003]
本实用新型的目的是提供一种铁铜感应钎焊用自动送丝焊接装置,防止送丝途中出现焊丝卡顿现象,保证焊缝处焊丝流动的均匀性,尤其适合用在焊接压缩机管路中。
[0004]
本实用新型的技术方案是:一种铁铜感应钎焊用自动送丝焊接装置,包括从左到右依次设有的定位块、焊丝导向块、焊管导向块和感应器,所述的定位块上套设有感应器有效圈,所述的定位块的一外侧设有焊丝导向块,所述的焊丝导向块的上端设有连接杆,所述的连接杆的另一端设有感应器,所述的连接杆通过焊管导向块设有焊丝。
[0005]
进一步,所述的焊管导向块包括上导向块、及与上导向块相配合的下导向块,所述的下导向块的下端设有用于焊丝穿过的穿孔,所述的下导向块的顶端设有用于连接杆固定的固定槽,连接杆设在固定槽内,在下导向块的顶端还设有多个下螺纹孔,在上导向块上设有多个与下螺纹孔相配合的上螺纹孔,螺栓依次穿过上螺纹孔,且螺纹设在与其对应的下螺纹孔内。
[0006]
进一步,所述的焊丝设在外套管内,所述的外套管穿过穿孔。
[0007]
进一步,所述的感应器外侧通过外壳设在连接杆上,感应器设在外壳内,在外壳上设有用于连接杆穿过的引导槽,连接杆设在引导槽内,且通过多个固定螺栓固定。
[0008]
本实用新型具有的优点和积极效果是:由于采用上述技术方案,焊丝导向块放弃使用常用的绝缘板,改用自润滑材料,防止送丝途中出现焊丝卡顿;增加焊接件的定位块,保证每次焊接位置一致;可以保证焊缝处焊丝流动的均匀性。
附图说明
[0009]
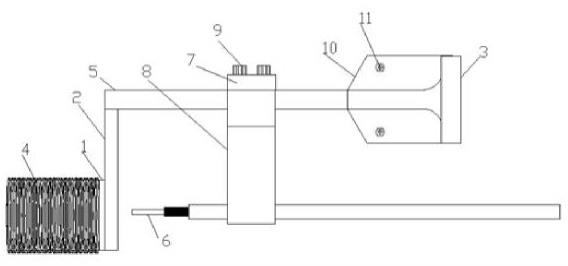
图1是本实用新型的结构示意图。
[0010]
图中:
[0011]
1、定位块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、焊丝导向块
ꢀꢀꢀꢀꢀꢀꢀ
3、感应器
[0012]
4、感应器有效圈
ꢀꢀꢀꢀꢀꢀꢀ
5、连接杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、焊丝
[0013]
7、上导向块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8、下导向块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9、螺栓
[0014]
10、外壳
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、固定螺栓
具体实施方式
[0015]
如图1所示,本实用新型的技术方案为一种铁铜感应钎焊用自动送丝焊接装置,包括从左到右依次设有的定位块1、焊丝导向块2、焊管导向块和感应器3,所述的定位块1上套设有感应器有效圈4,所述的定位块1的一外侧设有焊丝导向块2,所述的焊丝导向块2的上端设有连接杆5,所述的连接杆5的另一端设有感应器3,所述的连接杆5通过焊管导向块设有焊丝6。
[0016]
本实施例中,所述的焊管导向块包括上导向块7、及与上导向块7相配合的下导向块8,所述的下导向块8的下端设有用于焊丝6穿过的穿孔,所述的下导向块8的顶端设有用于连接杆5固定的固定槽,连接杆5设在固定槽内,在下导向块8的顶端还设有多个下螺纹孔,在上导向块7上设有多个与下螺纹孔相配合的上螺纹孔,螺栓9依次穿过上螺纹孔,且螺纹设在与其对应的下螺纹孔内。
[0017]
本实施例中,所述的焊丝6设在外套管内,所述的外套管穿过穿孔。
[0018]
本实施例中,所述的感应器3外侧通过外壳10设在连接杆5上,感应器3设在外壳10内,在外壳10上设有用于连接杆5穿过的引导槽,连接杆设在引导槽内,且通过多个固定螺栓11固定。
[0019]
本实例的工作过程:
[0020]
1.焊丝导向块放弃使用常用的绝缘板,改用自润滑材料,防止送丝途中出现焊丝卡顿;
[0021]
2.增加焊接件定位装置,保证每次焊接位置一致;
[0022]
3.使用感应器结构保证焊接处受热一致性,同时保证铜管铁管不会被破坏;
[0023]
4.利用感应器结构保证铜管与铁管的加热顺序为先加热铁管再加热铜管然后保温送丝;
[0024]
5.通过该装置控制铁管先加热铜管后加热同时铁管保温的加热方法确保焊丝在焊接处均匀熔化;
[0025]
6.通过铁管保温铜管加热的同时控制送丝长度,保证每个焊接点的送丝长度一致。焊接完成后继续保温然后抽丝,保证下一次焊接时工件与焊丝不干涉。
[0026]
以上方法配合焊前涂抹助焊剂可以保证焊缝处焊丝流动的均匀性。
[0027]
以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1