一种卷材折线机的制作方法
1.本实用新型涉及卷材加工设备技术领域,特别涉及一种卷材折线加工设备技术领域。
背景技术:
2.柔性扁平电缆(ffc)在加工过程中有卷材与片材,片材的ffc进行折弯时需要用片材的折弯机进行折弯,卷材的ffc进行折弯则需要采用卷材折弯机进行加工,以往的卷材折弯机的卷料安装在一卷料安装架上,但是针对卷料的规格不同,需要调节好卷料与后续加工装置之间的位置,以往调节卷料的位置是将整个卷料架安装在一调节平台上,通过调整调节平台的位置从而调整卷料的位置,但是该种方式调整不方便,而且成本高;另外折弯机构以往通常采用气缸进行控制折弯滚轴上下运动来对产品进行折弯,但是通过气缸控制效率低下,噪音大,因此还需进行改进。
技术实现要素:
3.本实用新型的目的是提供一种卷材折线机以解决背景技术中提及问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种卷材折线机,包括工作台和从左往右依次安装在工作台上的放料机构、送料机构和折弯机构;所述放料机构包括第一安装架、第一电机、转轴和安装组件;所述第一安装架固定在工作台左侧;所述第一电机固定在第一安装架后侧;所述转轴转动连接在第一安装架上且安装在第一电机的动力输出端;所述安装组件前后位置可调地安装在转轴上;所述放料机构与送料机构之间设有导向轮;所述送料机构用于驱动产品从左往右输送至折弯机构;所述折弯机构包括第二电机、第二安装架、夹料装置、切料装置和折弯装置;所述第二电机安装在工作台上驱动所述第二安装架转动;所述夹料装置、切料装置和折弯装置均安装在第二安装架上;所述折弯装置包括偏心轮传动组件和折弯组件;所述偏心轮传动组件安装在第二安装架上;所述折弯组件可上下滑动地安装在第二安装架上且与偏心轮传动组件的动力输出端连接。
6.对本实用新型的进一步描述,所述转轴前端设有调节部;所述调节部外设有第一外螺纹;所述安装组件包括套筒、连接件和第一锁紧螺母;所述套筒内具有第一内孔;所述第一内孔的前端设有第一凸环;所述连接件具有第二内孔;所述第二内孔上设有与第一外螺纹配合第一内螺纹;所述连接件的后端外周设有与第一凸环配合的第二凸环;所述连接件的外表面设有第二外螺纹;所述连接件的第二凸环设置在第一内孔中且与第一凸环接触;所述连接件的前端从套筒中伸出且通过第一内螺纹与调节部的第一外螺纹连接;所述第一锁紧螺母上具有与第二外螺纹配合的第二内螺纹;所述第一锁紧螺母通过第二内螺纹与连接件的第二外螺纹配合将连接件锁紧在套筒前端。
7.对本实用新型的进一步描述,所述安装组件还包括第二锁紧螺母;所述套筒外侧设有第三外螺纹以及后端外周设有第三凸环;所述第二锁紧螺母内具有与第三外螺纹配合
的第三内螺纹;所述第二锁紧螺母通过第三外螺纹与第三内螺纹配合安装在套筒上。
8.对本实用新型的进一步描述,所述夹料装置包括上夹座、下夹座和第一气缸;所述下夹座固定在第二安装架上;所述上夹座设置在下夹座上方且与第二安装架滑动连接;所述第一气缸固定在第二安装架上方且动力输出端与上夹座连接。
9.对本实用新型的进一步描述,所述切料装置包括上切刀、下切刀和两个第二气缸;所述下夹座上设有供上切刀以及下切刀穿设的第一过刀孔;所述上夹座上设有供上切刀穿设的第二过刀孔;所述下切刀固定在第二安装架上且上端伸入第一过刀孔中;所述上切刀滑动连接在第二安装架上且位于第二过刀孔上方;两个所述第二气缸分别安装在第二安装架上方且对应在第一气缸的前后两侧;两个所述第二气缸的动力输端分别与上切刀连接。
10.对本实用新型的进一步描述,所述折弯组件包括第三安装架、上压辊组和下压辊组;所述第三安装架滑动连接在第二安装架右侧;所述第三安装架的下部设有条形孔;所述上压辊组和下压辊组上下对称安装在第三安装架上;所述偏心轮传动组件包括第三电机、转盘和驱动轮;所述第三电机固定在第二安装架上且动力输出端与转盘连接;所述驱动轮偏心安装在转盘上且位于条形孔内。
11.本实用新型的有益效果为:
12.本实用新型的安装组件可以直接在转轴上调节其前后位置对产品进行定位,调节方便而且结构简单,成本低,而折弯机构上采用偏心轮传动组件来驱动折弯组件上下运动来对产品进行折弯,该控制比起以往的气缸控制效率更高,而且噪音小。
附图说明
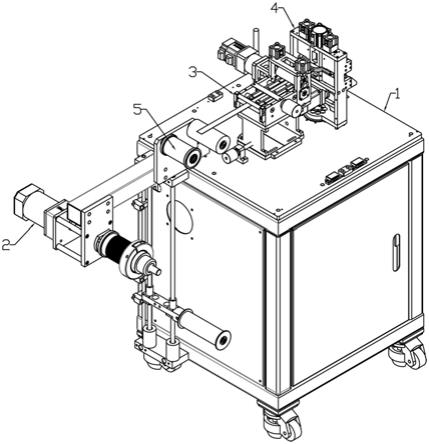
13.图1是本实用新型的整体结构图;
14.图2是本实用新型放料机构的结构图;
15.图3是本实用新型放料机构的主视图;
16.图4是图3中a
‑
a的剖视图;
17.图5是本实用新型套筒的结构图;
18.图6是本实用新型连接件的结构图;
19.图7是本实用新型折弯机构的右视图;
20.图8是图7中b
‑
b的结构图。
具体实施方式
21.以下结合附图对本实用新型进行进一步说明:
22.如图1
‑
8所示,一种卷材折线机,包括工作台1和从左往右依次安装在工作台1上的放料机构2、送料机构3和折弯机构4;所述放料机构2包括第一安装架21、第一电机22、转轴23和安装组件24;所述第一安装架21固定在工作台1左侧;所述第一电机22固定在第一安装架21后侧;所述转轴23转动连接在第一安装架21上且安装在第一电机22的动力输出端;所述安装组件24前后位置可调地安装在转轴23上;所述转轴23前端设有调节部231;所述调节部231外设有第一外螺纹;所述安装组件24包括套筒241、连接件242和第一锁紧螺母243;所述套筒241内具有第一内孔2411;所述第一内孔2411的前端设有第一凸环2412;所述连接件242具有第二内孔2421;所述第二内孔2421上设有与第一外螺纹配合第一内螺纹;所述连接
件242的后端外周设有与第一凸环2412配合的第二凸环2422;所述连接件242的外表面设有第二外螺纹;所述连接件242的第二凸环2422设置在第一内孔2411中且与第一凸环2412接触;所述连接件242的前端从套筒241中伸出且通过第一内螺纹与调节部231的第一外螺纹连接;所述第一锁紧螺母243上具有与第二外螺纹配合的第二内螺纹;所述第一锁紧螺母243通过第二内螺纹与连接件242的第二外螺纹配合将连接件242锁紧在套筒241前端;所述安装组件24还包括第二锁紧螺母244;所述套筒241外侧设有第三外螺纹以及后端外周设有第三凸环2413;所述第二锁紧螺母244内具有与第三外螺纹配合的第三内螺纹;所述第二锁紧螺母244通过第三外螺纹与第三内螺纹配合安装在套筒241上;卷料产品安装在套筒241外侧,通过第二锁紧螺母244锁紧在第三凸环2413与第二锁紧螺母244之间;第一电机22带动转轴23转动,转轴23带动套筒241转动从而控制卷料放出,更换不同规格的产品时,需要调节产品的前后位置,则可以直接旋动套筒241,通过连接件242的第一内螺纹与连接部的第一外螺纹配合从而带动套筒241前后运动,从而调节产品的位置。
23.所述放料机构2与送料机构3之间设有导向轮5,导向轮5将产品水平导入送料机构3;所述送料机构3用于驱动产品从左往右输送至折弯机构4。
24.所述折弯机构4包括第二电机41、第二安装架42、夹料装置43、切料装置44和折弯装置45;所述第二电机41安装在工作台1上驱动所述第二安装架42转动;所述夹料装置43、切料装置44和折弯装置45均安装在第二安装架42上。
25.所述夹料装置43包括上夹座431、下夹座432和第一气缸433;所述下夹座432固定在第二安装架42上;所述上夹座431设置在下夹座432上方且与第二安装架42滑动连接;所述第一气缸433固定在第二安装架42上方且动力输出端与上夹座431连接;所述切料装置44包括上切刀441、下切刀442和两个第二气缸443;所述下夹座432上设有供上切刀441以及下切刀442穿设的第一过刀孔;所述上夹座431上设有供上切刀441穿设的第二过刀孔,第一切刀与第二切刀错开设置,相互配合将折弯完成后的卷材进行切断;所述下切刀442固定在第二安装架42上且上端伸入第一过刀孔中;所述上切刀441滑动连接在第二安装架42上且位于第二过刀孔上方;两个所述第二气缸443分别安装在第二安装架42上方且对应在第一气缸433的前后两侧;两个所述第二气缸443的动力输端分别与上切刀441连接;第一气缸433驱动上夹座431下压至下夹座432上,将产品压紧,压紧后再进行折弯与切断操作。
26.所述折弯装置45包括偏心轮传动组件451和折弯组件452;所述偏心轮传动组件451安装在第二安装架42上;所述折弯组件452可上下滑动地安装在第二安装架42上且与偏心轮传动组件451的动力输出端连接;所述折弯组件452包括第三安装架4521、上压辊组4522和下压辊组4523;所述第三安装架4521滑动连接在第二安装架42右侧;所述第三安装架4521的下部设有条形孔4521
‑
1;所述上压辊组4522和下压辊组4523上下对称安装在第三安装架4521上,上压辊组4522与下压辊组4523位于上夹座431与下夹座432右侧的上下两侧位置处;所述偏心轮传动组件451包括第三电机4511、转盘4512和驱动轮4513;所述第三电机4511固定在第二安装架42上且动力输出端与转盘4512连接;所述驱动轮4513偏心安装在转盘4512上且位于条形孔4521
‑
1内;第三电机4511带动转盘4512转动,转盘4512再带动偏心安装在驱动轮4513运动,驱动轮4513在第三安装架4521的条形孔4521
‑
1内活动从而控制第三安装架4521上下运动,进而带动上压辊组4522与下压辊组4523在上夹座431与下夹座432右侧上下运动,对产品进行上折弯或者下折弯,第二电机41控制第二安装架42转动从而
调整折弯的位置角度。
27.本实施例的工作原理:
28.产品安装好后,转动套筒241调节好产品的前后位置,调节完成后开始工作,第一电机22控制产品放出,产品经过导向轮5水平导入送料机构3,送料机构3再拉动产品从左往右输送,将产品送往折弯机构4,折弯机构4每一次折弯都通过第二电机41控制第二安装架42的角度,然后第一气缸433控制上夹座431下压压紧产品后,偏心轮传动组件451再驱动第三安装架4521上下运动对产品进行折弯,每折弯一次则第一气缸433控制上夹座431复位,送料机构3驱动产品往前运送一定距离,再次进行折弯,完成一轮折弯后,在夹紧产品的状态下,通过切料装置44将产品切断,从而将单片ffc从卷材产品中切出,完成一轮加工。
29.以上所述并非对本新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1