介质滤波器复合打磨调试设备的制作方法
[0001]
本实用新型属于5g通讯产品技术领域,具体涉及一种介质滤波器复合打磨调试设备。
背景技术:
[0002]
从电信发展之初,滤波器在电路中就扮演着重要的角色,并随着通信技术的发展而取得不断进展。而在现代通信技术领域内,几乎没有一个分支不受到数字滤波技术的影响。信源编码、信道编码、调制、多路复用、数据压缩以及自适应信道均衡等,都广泛地采用数字滤波器,特别是在数字通信、网络通信、图像通信等应用中,离开了滤波器,几乎是寸步难行。
[0003]
随着5g时代的到来,新的通信系统要求发展一种能在特定的频带内提取和检出信号的技术,而这种技术的发展进一步加速了滤波器技术的研究和发展,新的5g滤波器已经在紧锣密鼓的生产中。滤波器是一种限定基站工作频段的微波器件,按照通过信号的频段分为低通、高通、带通和带阻滤波器四种。每个滤波器都有预先设定的频率范围。在测试装置中,利用滤波器的这种选频作用,可以滤除干扰噪声或进行频谱分析。
[0004]
介质滤波器利用介质陶瓷材料的低损耗、高介电常数、频率温度系数和热膨胀系数小、可承受高功率等特点设计制作的。介质滤波器是一种采用介质谐振腔经过多级耦合而取得选频作用的微波滤波器。进入21世纪后,介质滤波器经过理论和实践方面的长期积累,逐渐从实验室走向生产线。由于介质滤波器具有小型化、低损耗和温度特性好等优点,所以在移动通信和微波通信等系统中得到了广泛应用。其特点是插入损耗小、耐功率性好、带宽窄,特别适合ct1,ct2,900mhz,1.8ghz,2.4ghz,5.8ghz,便携电话、汽车电话、无线耳机、无线麦克风、无线电台、无绳电话以及一体化收发双工器等的级向耦合滤波。
[0005]
如图12所示,介质滤波器表面覆盖着切向电场为零的镀银层区域,运用打磨笔来打磨产品表面的镀银层区域,实现滤波器调试指标达到合格。5g滤波器采用介质滤波器已成为行业趋势,随着5g通信技术的大范围使用,介质滤波器将大范围批量生产。面对行业难题,介质滤波器调试亟待实现自动化调试。
技术实现要素:
[0006]
本实用新型的目的在于提供一种介质滤波器复合打磨调试设备,用于解决现有行业内介质滤波器打磨调试亟待实现自动化调试的问题,而且采用激光打磨和打磨笔打磨两种方式并存的方式,使产品调试更加高效,调试指标的更加精准控制。
[0007]
为实现上述目的,本实用新型所采取的技术方案是:
[0008]
一种介质滤波器复合打磨调试设备,其特征在于,包括机架1,所述机架1上安装有:
[0009]
产品配送机构3,用于供应待调试的介质滤波器7,收纳调试完成的介质滤波器7;
[0010]
固定工装4,用于定位固定待调试的介质滤波器7;
[0011]
xyz三轴平台2,xyz三轴平台2上安装有滤波器吸盘9,用于在产品配送机构3和固定工装4之间移动介质滤波器7;xyz三轴平台2上还安装有打磨笔打磨机构6,用于对固定工装4上的介质滤波器7的侧壁进行打磨调试;
[0012]
xz两轴平台11,xz两轴平台11上安装有激光打磨组件12,所述激光打磨组件12用于对固定工装4上的介质滤波器7的底壁进行打磨。
[0013]
进一步地,所述产品配送机构3为料盘上料机构,包括用于供应待调试介质滤波器7的上料盘和用于收纳调试完成介质滤波器7的下料盘;或者,所述产品配送机构3包括两条输送带,其中一条用于输入待调试的介质滤波器7,另一条用于输出调试完成的介质滤波器7。
[0014]
进一步地,所述固定工装4包括工装台41,所述工装台41上设有一块直角定位块42和两个固定气缸43,两个固定气缸43用于从两个方向将介质滤波器7固定在直角定位块42上。
[0015]
进一步地,所述固定工装4包括工装支架44,工装支架44的中间为介质滤波器7的固定工位,所述固定工位的两侧各设有一旋转压板46,用于从介质滤波器7的两侧将其压紧固定;所述工装支架44上还设有两个旋转驱动气缸45,所述旋转压板46的中部通过铰接架47安装在工装支架44上,所述旋转压板46远离固定工位的一端与对应的旋转驱动气缸45铰接,旋转驱动气缸45用于驱动旋转压板46转动。
[0016]
进一步地,所述打磨笔打磨机构6包括打磨笔62,所述打磨笔62通过安装支架61固定安装在z轴上;所述打磨笔62与安装支架61之间通过浮动连接件连接,打磨笔62在竖直方向浮动;所述浮动连接件包括固定座66和吊杆67,所述固定座66与吊杆67之间直线滑动连接,所述打磨笔62与固定座66固定连接,所述吊杆67与安装支架61固定连接。
[0017]
进一步地,所述安装支架61上还设有高度锁止气缸64和高度检测传感器68,所述高度锁止气缸64用于锁止固定座66,所述高度检测传感器68用于检测固定座66是否相对于高度检测传感器68上升,当检测到固定座66上升时,所述高度锁止气缸64锁止固定座66。
[0018]
进一步地,所述安装支架61上安装有若干不同规格的打磨笔62,每个打磨笔62配有一个打磨笔切换气缸65,所述打磨笔切换气缸65固定安装在安装支架61上;所述打磨笔切换气缸65的输出端与吊杆67连接,用于驱动吊杆67上下移动。
[0019]
进一步地,所述安装支架61上还设有用于吸尘的吸尘管道63,所述吸尘管道63对准打磨笔62的打磨头。
[0020]
本实用新型的有益效果为:本实用新型运用自动化设备和自动打磨笔来打磨陶瓷介质表面的镀银层区域,实现滤波器调试指标达到合格,用于解决现有行业内介质滤波器打磨调试亟待实现自动化调试的问题;采用激光打磨和打磨笔打磨两种方式并存的调试设备,因融入了激光打磨,使产品调试更加高效,调试指标的更加精准控制。激光打磨调试主要利用其高效精准的特点,用来打磨调试产品底壁;但其激光难以照射到产品上孔的侧壁,此时取其打磨笔调试的优点,打磨笔用来打磨调试产品内孔的侧壁,两者取其优点。
附图说明
[0021]
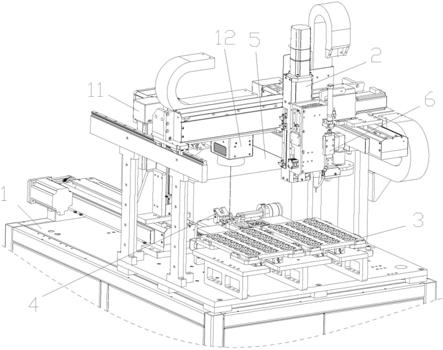
图1为实施例中介质滤波器复合打磨调试设备的整体示意图一。
[0022]
图2为实施例中介质滤波器复合打磨调试设备的整体示意图一。
[0023]
图3为实施例中介质滤波器复合打磨调试设备局部的立体示意图一。
[0024]
图4为图1中a部放大示意图。
[0025]
图5为实施例中打磨笔打磨机构的立体示意图。
[0026]
图6为实施例中打磨笔打磨机构的内部示意图。
[0027]
图7为实施例中打磨笔打磨机构的正面示意图。
[0028]
图8为图5中c-c向剖面示意图。
[0029]
图9为实施例中打磨笔打磨机构的侧面示意图。
[0030]
图10为实施例中介质滤波器复合打磨调试设备局部的立体示意图二。
[0031]
图11为图8中b部放大示意图。
[0032]
图12为介质滤波器的立体示意图。
[0033]
图中:1-机架、2-xyz三轴平台、3-产品配送机构、4-固定工装、5-网络分析仪、6-打磨笔打磨机构、7-介质滤波器、8-视觉定位模块、9-滤波器吸盘;11-xz两轴平台,12-激光打磨组件;41-工装台、42-直角定位块、43-固定气缸、44-工装支架、45-旋转驱动气缸、46-旋转压板、47-铰接架;61-安装支架、62-打磨笔、63-吸尘管道、64-高度锁止气缸、65-打磨笔切换气缸、66-固定座、67-吊杆、68-高度检测传感器;91-吸盘升降气缸。
具体实施方式
[0034]
为了更好地理解本实用新型,下面结合实施例对本实用新型的技术方案做进一步的说明。
[0035]
如图1、2所示,一种介质滤波器复合打磨调试设备,包括机架1,所述机架1上安装有产品配送机构3、固定工装4、xyz三轴平台2和xz两轴平台11。
[0036]
如图1、2所示,xz两轴平台11的z轴上安装有激光打磨组件12,所述激光打磨组件12用于对固定工装4上的介质滤波器7的底壁进行打磨。
[0037]
如图1、2、3所示,产品配送机构3,用于供应待调试的介质滤波器7,收纳调试完成的介质滤波器7;所述产品配送机构3为料盘上料机构(或双料盘切换结构),包括用于供应待调试介质滤波器7的上料盘和用于收纳调试完成介质滤波器7的下料盘。
[0038]
如图4所示,固定工装4,用于定位固定待调试的介质滤波器7;所述固定工装4包括工装台41,所述工装台41上设有一块直角定位块42和两个固定气缸43,两个固定气缸43用于从两个方向将介质滤波器7固定在直角定位块42上。
[0039]
如图1、2、3所示,xyz三轴平台2,xyz三轴平台2的z轴上安装有滤波器吸盘9,用于在产品配送机构3和固定工装4之间移动介质滤波器7;xyz三轴平台2的z轴上还安装有打磨笔打磨机构6,用于对固定工装4上的介质滤波器7进行打磨调试。
[0040]
如图5、6、7、8、9所示,所述打磨笔打磨机构6包括打磨笔62,所述打磨笔62通过安装支架61固定安装在z轴上。所述打磨笔62与安装支架61之间通过浮动连接件连接,打磨笔62在竖直方向浮动。所述浮动连接件包括固定座66和吊杆67,所述固定座66与吊杆67之间直线滑动连接,所述打磨笔62与固定座66固定连接,所述吊杆67与安装支架61固定连接。所述安装支架61上还设有高度锁止气缸64和高度检测传感器68,所述高度锁止气缸64用于锁止固定座66,所述高度检测传感器68用于检测固定座66是否相对于高度检测传感器68上升,当检测到固定座66上升时,所述高度锁止气缸64锁止固定座66。
[0041]
如图6所示,所述安装支架61上安装有若干(优选为两个)不同规格的打磨笔62,每个打磨笔62配有一个打磨笔切换气缸65,所述打磨笔切换气缸65固定安装在安装支架61上;所述打磨笔切换气缸65的输出端与吊杆67连接,用于驱动吊杆67上下移动。可以满足介质滤波器7产品上不同尺寸孔径及腔臂间隙内的打磨;两个打磨笔62通过两个打磨笔切换气缸65切换使用。
[0042]
如图5所示,所述安装支架61上还设有用于吸尘的吸尘管道63,所述吸尘管道63对准打磨笔62的打磨头。
[0043]
如图5所示,所述滤波器吸盘9通过一吸盘升降气缸91安装在安装支架61上,或者安装在xyz三轴平台2的z轴上,都可以。
[0044]
如图6、7所示,所述安装支架61上还可以安装有视觉定位模块8。
[0045]
如图1、2所示,所述机架1上还可以安装有用于检测介质滤波器7是否调试完成的网络分析仪5。
[0046]
本介质滤波器复合打磨调试设备的使用过程:
[0047]
该复合打磨调试方法包括采用打磨笔打磨介质滤波器7的侧壁,采用激光打磨介质滤波器7的底壁。具体打磨方式包括:先后打磨方式,先采用打磨笔打磨介质滤波器7的侧壁,再采用激光打磨介质滤波器7的底壁;或者,先采用激光打磨介质滤波器7的底壁,在采用打磨笔打磨介质滤波器7的侧壁。
[0048]
激光打磨的详细过程:
[0049]
(1)通过xz两轴平台11的x轴将激光打磨组件12移动至介质滤波器7的上方,使得介质滤波器7落入激光打磨组件12的覆盖范围。
[0050]
(2)激光打磨组件12可以选用前端带振镜的光钎激光器,再通过x-y振镜进行调整,使得激光对准带打磨的底壁,开始激光打磨。
[0051]
(3)其中z轴用来对激光实现高度方向的对焦。
[0052]
打磨笔打磨的详细过程:
[0053]
(1)xyz三轴平台2驱动滤波器吸盘9将待调试的介质滤波器7转移到固定工装4上,并由固定工装4固定。
[0054]
(2)根据要打磨的孔径确定对应规格的打磨笔62,通过打磨笔切换气缸65将该打磨笔62对应的吊杆67下放,打磨笔62随之下降到指定高度。
[0055]
(3)再在z轴的带动下打磨笔62触碰到介质滤波器7后,z轴继续下降,此时打磨笔62通过浮动结构维持绝对高度不变,安装支架61则会继续下降,打磨笔62相对安装支架61和高度检测传感器68是在上升的,高度检测传感器68触发,高度锁止气缸64将固定座和打磨笔62一同锁死固定,使其保持不动;然后再通过z轴上下移动调整打磨位置,x、y轴移动给进打磨量,来实现侧壁打磨调试(其中打磨笔62也是可以打磨底壁的)。
[0056]
无论是那种先后打磨方式,完成介质滤波器7的打磨调试后,再有xyz三轴平台2驱动滤波器吸盘9将调试完成的介质滤波器7转移到产品配送机构3。
[0057]
本方案的原理及效果:本方案采用自动激光打磨加打磨笔打磨两种复合方式来完成产品调试达到指标。运用激光打磨加打磨笔来打磨产品表面的镀银层或陶瓷本体区域,实现滤波器调试指标达到合格。因为打磨笔打磨调试,存在滤波器调试指标控制不精准,打磨效率低,打磨头易磨损,易断等缺点。本设备结合激光打磨调试,激光效率高,无耗材更换
等优点;结合打磨笔避开激光打磨调试打磨侧壁带困难的缺点(因激光通常是用在所雕刻面垂直于激光发射方向,所以侧壁打磨在产品不做偏位的情况下激光无法照射到),将两者取其各自优势,来完成产品去材料调试,即让激光打磨其容易照射到的区域,打磨笔打磨激光无法照射到的区域,来高效的完成产品调试。
[0058]
本实施例中的产品配送机构3和固定工装4可以做以下替换。
[0059]
如图10所示,本实施例中产品配送机构3为连线式自动传输线体,包括两条输送带,其中一条用于输入待调试的介质滤波器7,另一条用于输出调试完成的介质滤波器7。
[0060]
如图11所示,本实施例中固定工装4包括工装支架44,工装支架44的中间为介质滤波器7的固定工位,所述固定工位的两侧各设有一旋转压板46,用于从介质滤波器7的两侧将其压紧固定。所述工装支架44上还设有两个旋转驱动气缸45,所述旋转压板46的中部通过铰接架47安装在工装支架44上,所述旋转压板46远离固定工位的一端与对应的旋转驱动气缸45铰接,旋转驱动气缸45用于驱动旋转压板46转动。
[0061]
以上说明仅为本实用新型的应用实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等效变化,仍属本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1