一种低速层流高压压铸模具浇注系统的制作方法
[0001]
本实用新型涉及机械加工领域,具体涉及一种低速层流高压压铸模具浇注系统。
背景技术:
[0002]
传统的铸造工艺有高速高压压铸,适合于薄壁铸件压铸,铸件的壁厚在3
±
2mm时比较适宜,金属型浇注工艺,适合厚壁件铸造,铸件的壁厚在20
±
15mm时比较适宜;但需要较大的冒口补缩,冒口难以去除,也不容易实现自动化,挤压铸造虽然与低速层流高压压铸工艺接近,可以铸造厚壁铸件,铸件的壁厚在15
±
10mm时比较适宜,且铸件的机械强度很好;但挤压铸造模具寿命只有低速层流高压压铸模具的三分之一,且需要专用的挤压铸造压铸机,专用的挤压铸造压铸机适用的铸件类型单一,机器利用率不高。
[0003]
层流是流体的一种流动状态,流体在管内流动时,其质点沿着与管轴平行的方向作平滑直线运动,此种流动称为层流,流体的流速在管道中心处最大,近管壁处最小,管内流体的平均流速与最大流速之比等于0.5,在层流流动中,流体质点作有条不紊的线状运动,流体微团的轨迹没有不规则的脉动、无径向脉动,各流体层是互不干扰、互不混掺地流动,相邻流体层之间只有分子热运动造成的热量交换,所以这种液体流动叫做层流。
[0004]
现在常规的压铸工艺基本上都是紊流充填的,内浇口充填速度是20~70m/s,金属液通过内浇口是高速喷溅充填型腔的,由于型腔内的气体来不及排到外边,大部分气体被紊乱流动、带状、片状高速喷射的合金液卷入到铸件内部,生产出的压铸件内部有气体、气孔,不可以进行焊接,也不可以用固溶化热处理来提高铸件的性能,因压铸件在焊接或高温热处理时,铸件内部和表面包含的气体膨胀,会产生大量的气孔、气泡、鼓泡,并会降低机械性能,为了解决压铸的厚壁件的气孔、缩孔、冷嗝等缺陷,需要设计一种低速层流高压压铸模具浇注系统。
技术实现要素:
[0005]
本实用新型旨在提供一种低速层流高压压铸模具浇注系统。
[0006]
为实现上述技术目的,本实用新型采用以下技术方案,一种低速层流高压压铸模具浇注系统,包括依次连接的料饼、直浇道、横浇道、馈送横浇道、内浇口、铸件型腔、溢流槽、排气槽和排气阀,料饼是压铸机压射冲头推动合金液并进行增压挤压补缩的余料部位,直浇道是合金液向各个内浇口输送合金液的主要通道,馈送横浇道是横浇道向远端内浇口输送及导向、导流合金液的通道,内浇口是合金液流进铸件型腔的入口,内浇口的截面积是压铸机压射室截面积的30%-70%,馈送横浇道的截面积相比于内浇口截面积增加10%-20%,横浇道截面积相比于馈送横浇道截面积增加5%-10%,直浇道截面积相比于横浇道截面积增加5%-10%,溢流槽是排出铸件型腔里气体和过冷合金液的储液槽,溢流槽布置在铸件型腔的最上部和最后充填的拐角部位,排气槽是排出铸件型腔里气体的通道,排气阀是排出铸件型腔里气体并防止合金液流出模具之外的通道。
[0007]
作为优选,铸件型腔的内浇口设有4个。
[0008]
作为优选,溢流槽的溢流口的厚度为2.5
±
0.5mm。
[0009]
作为优选,直浇道、横浇道、馈送横浇道、内浇口的截面形状为圆形、椭圆形或梯形。
[0010]
本实用新型设计的低速层流高压压铸模具浇注系统,包括依次连接的料饼、直浇道、横浇道、馈送横浇道、内浇口、铸件型腔、溢流槽、排气槽和排气阀,压铸机的压射冲头在压射室里低速运动,在压射冲头的推动下,压射室里的合金液,从料饼的位置被慢速推动到内浇口的位置,在此阶段,合金液平稳上升,压射室及浇道里的气体,被推进型腔,从溢流槽和排气槽排出,合金液流到内浇口位置后,压射冲头继续推动合金液流动,合金液开始充填、流进铸件型腔和溢流槽,当充填满溢流槽后,即认为充填结束,关键是从内浇口充填进铸件型腔的合金液,在铸件型腔中要平稳流动,无喷射、无波浪、无涡流,不包卷气体,而且,充填的时间要尽量的短,以防铸件出现冷隔,当合金液充填满铸件型腔和溢流槽之后,压铸机开始启动增压系统,使压射冲头给合金液施加很大的增压压力,让料饼、直浇道、横浇道、馈送横浇道、内浇口、铸件型腔都在高压下冷却凝固,以便消除铸件型腔中的缩孔,料饼是压铸机压射冲头推动合金液并进行增压挤压补缩的余料部位,直浇道是合金液向各个内浇口输送合金液的主要通道,馈送横浇道是横浇道向远端内浇口输送及导向、导流合金液的通道,内浇口是合金液流进铸件型腔的入口,为了使合金液在压射室和横浇道、内浇口里的流动平稳,使用较大的浇道截面积,内浇口的截面积是压铸机压射室截面积的30%-70%,馈送横浇道的截面积相比于内浇口截面积增加10%-20%,横浇道截面积相比于馈送横浇道截面积增加5%-10%,直浇道截面积相比于横浇道截面积增加5%-10%,溢流槽是排出铸件型腔里气体和过冷合金液的储液槽,溢流槽布置在铸件型腔的最上部和最后充填的拐角部位,排气槽是排出铸件型腔里气体的通道,排气阀是排出铸件型腔里气体并防止合金液流出模具之外的通道。
附图说明
[0011]
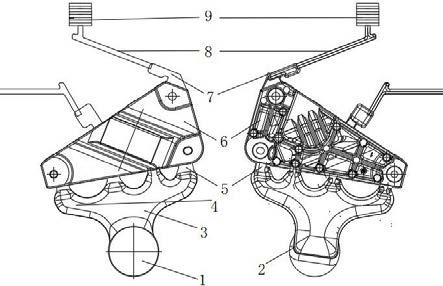
图1为本实用新型的结构示意图。
[0012]
图中:1、料饼;2、直浇道;3、横浇道;4、馈送横浇道;5、内浇口;6、铸件型腔;7、溢流槽;8、排气槽;9、排气阀。
具体实施方式
[0013]
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
[0014]
在本实用新型的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
[0015]
下面参照图1描述根据本实用新型实施例的一种低速层流高压压铸模具浇注系统,包括依次连接的料饼1、直浇道2、横浇道3、馈送横浇道4、内浇口5、铸件型腔6、溢流槽7、
排气槽8和排气阀9,料饼1是压铸机压射冲头推动合金液并进行增压挤压补缩的余料部位,直浇道2是合金液向各个内浇口5输送合金液的主要通道,馈送横浇道4是横浇道3向远端内浇口5输送及导向、导流合金液的通道,内浇口5是合金液流进铸件型腔6的入口,内浇口5的截面积是压铸机压射室截面积的30%-70%,馈送横浇道4的截面积相比于内浇口5截面积增加10%-20%,横浇道3截面积相比于馈送横浇道4截面积增加5%-10%,直浇道2截面积相比于横浇道3截面积增加5%-10%,溢流槽7是排出铸件型腔6里气体和过冷合金液的储液槽,溢流槽7布置在铸件型腔6的最上部和最后充填的拐角部位,排气槽8是排出铸件型腔6里气体的通道,排气阀9是排出铸件型腔6里气体并防止合金液流出模具之外的通道。
[0016]
作为优选,铸件型腔6的内浇口5设有4个。
[0017]
作为优选,溢流槽7的溢流口的厚度为2.5
±
0.5mm。
[0018]
作为优选,直浇道2、横浇道3、馈送横浇道4、内浇口5的截面形状为圆形、椭圆形或梯形。
[0019]
本实用新型设计的低速层流高压压铸模具浇注系统,包括依次连接的料饼、直浇道、横浇道、馈送横浇道、内浇口、铸件型腔、溢流槽、排气槽和排气阀,压铸机的压射冲头在压射室里低速运动,在压射冲头的推动下,压射室里的合金液,从料饼的位置被慢速推动到内浇口的位置,在此阶段,合金液平稳上升,压射室及浇道里的气体,被推进型腔,从溢流槽和排气槽排出,合金液流到内浇口位置后,压射冲头继续推动合金液流动,合金液开始充填、流进铸件型腔和溢流槽,当充填满溢流槽后,即认为充填结束,关键是从内浇口充填进铸件型腔的合金液,在铸件型腔中要平稳流动,无喷射、无波浪、无涡流,不包卷气体,而且,充填的时间要尽量的短,以防铸件出现冷隔,当合金液充填满铸件型腔和溢流槽之后,压铸机开始启动增压系统,使压射冲头给合金液施加很大的增压压力,让料饼、直浇道、横浇道、馈送横浇道、内浇口、铸件型腔都在高压下冷却凝固,以便消除铸件型腔中的缩孔,料饼是压铸机压射冲头推动合金液并进行增压挤压补缩的余料部位,直浇道是合金液向各个内浇口输送合金液的主要通道,馈送横浇道是横浇道向远端内浇口输送及导向、导流合金液的通道,内浇口是合金液流进铸件型腔的入口,为了使合金液在压射室和横浇道、内浇口里的流动平稳,使用较大的浇道截面积,内浇口的截面积是压铸机压射室截面积的30%-70%,馈送横浇道的截面积相比于内浇口截面积增加10%-20%,横浇道截面积相比于馈送横浇道截面积增加5%-10%,直浇道截面积相比于横浇道截面积增加5%-10%,溢流槽是排出铸件型腔里气体和过冷合金液的储液槽,溢流槽布置在铸件型腔的最上部和最后充填的拐角部位,排气槽是排出铸件型腔里气体的通道,排气阀是排出铸件型腔里气体并防止合金液流出模具之外的通道。
[0020]
在本说明书的描述中,参考术语“一个实施例”、“示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0021]
尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1