一种棱镜产品排片设备的制作方法
本发明具体涉及一种棱镜产品排片设备,属于产品排片装置。
背景技术:
1、在片状零件前端加工后,需要送入丝印工序进行丝印,完成丝印后,在将产品送入到包装位进行保证,包装前,需要将片状产品从丝印治具内取出,并排入到包装盒,再送入到下一打包工序;随着微电子技术的发展,半导体电器元件的加工设备逐渐向自动化方向发展,现有的片状零件加工排片一般通过排片机完成,但现有的排片机排片效率比较低,特别是针对丝印后包装工序,现有技术中,还没有比较好的连续性自动化排片设备。
技术实现思路
1、为解决上述问题,本发明提出了一种棱镜产品排片设备,产品完成丝印后,能够进行自动排片,排片效率高,能够实现自动化运行。
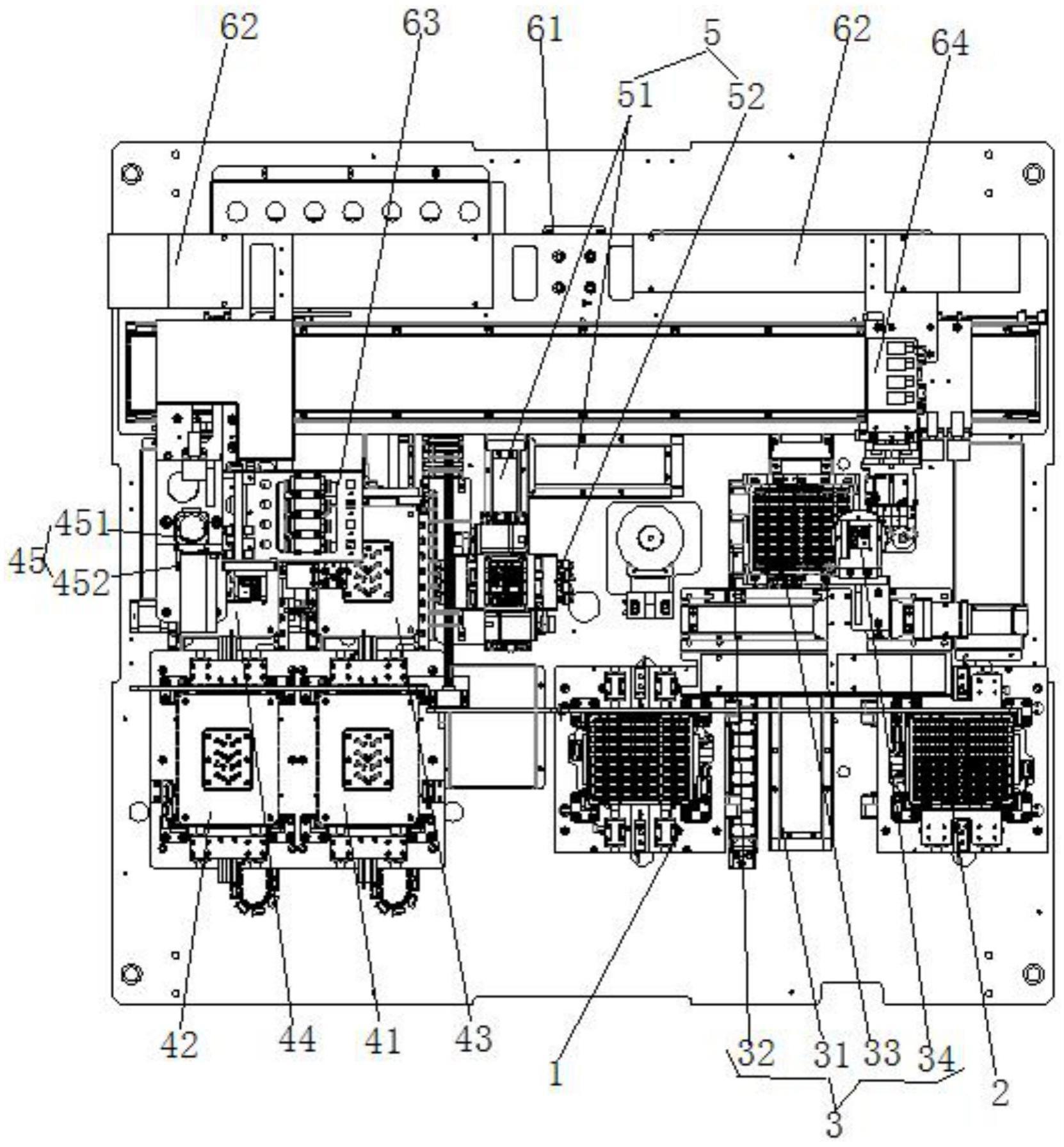
2、本发明的棱镜产品排片设备,包括
3、缓存料台;所述缓存料台包括满料缓存料台和空料缓存料台;所述缓存料塔包括框型的料台座;所述料台座顶面设置有料窗;所述料台座顶部于料窗外侧正对设置有移动料盒限位器;所述料台座顶面于料窗转角处固定有限位角板;所述料台座内两侧固定有平移座板;所述平移座板上设置有平移传动件;所述料台座底部正对料窗固定有料盒升降平台;所述料盒升降平台设置于平移座板之间;所述平移传动件对接满料料盒输送线;料窗用于料盒的上下通过,即送料缓存和将缓存的料盒下提送料;移动料盒限位器对最底端的料盒进行卡接限位,缓存时,料盒升降平台将平移传动件上的料盒(丝印治具)上顶,贴近料台座缓存最底部的料盒,此时,料盒限位器后退;上顶的料盒带动缓存的料盒堆同步上行,接着,料盒限位器前行,将当前最底部的料盒进行限位,完成缓存,当缓存料盒需要使用时,料盒升降平台上行到接料位,贴近最底部的缓存料盒,此时,料盒限位器后退,整组缓存料盒压到料盒升降平台上,接着,料盒升降平台下行一个料盒位;料盒限位器前行,将倒数第二个缓存料盒限位,接着,料盒升降平台将下行的料盒送入到平移传动件上,等待满料的丝印治具取料或空料的料盒排片;
4、包装盒载台模组;所述包装盒载台模组设置于满料缓存料台和空料缓存料台之间;所述包装盒载台模组包括第一电动滑台总成;所述第一电动滑台总成的滑台上固定有顶面中空的载台体;所述载台体内侧安装有平移传动件;所述第一电动滑台总成远离载台体一端设置有料盒产品接收工位;所述料盒产品接收工位处设置有第一定位相机;所述满料缓存料台、包装盒载台模组和空料缓存料台的平移传动件依次对接在一水平面上;所述第一电动滑台总成行进方向与平移传动件运行方向垂直;空料缓存料台的平移传动件将空料的料盒(包装盒)送入到载台体上,第一电动滑台总成将载台体送入到料盒产品接收工位,第一定位相机对料盒完成定位后,第一电动滑台总成停机等待;接着,产品取放组对料盒进行排片,直到料盒棱镜产品满料后,第一电动滑台总将载台体送入到满料缓存料台和空料缓存料台之间,并通过平移传动件将满料的料盒过渡到满料缓存料台,满料缓存料台的平移传动件接收满料的料盒并进行缓存,同时,空料缓存料台的平移传动件将空料的料盒过渡到载台体,并通过载台体将空料的料盒送入到料盒产品接收工位;
5、治具传动模组;所述治具动模组包括并排设置的满料治具料塔和空料治具料塔;所述满料治具料塔、空料治具料塔与满料缓存料台结构一致;所述满料治具料塔的平移传动件外端部设置有治具产品抓取工位;所述空料治具料塔的平移传动件外端部设置有治具缓存工位;所述空料治具料塔外侧部设置有丝印治具移送模组;丝印治具移送模组为固定于八头取放模组总成上的升降组件或独立行走件;所述独立行走件包括水平和升降滑动的二轴电动滑台;所述二轴电动滑台的滑块上固定有气动吸头;所述气动吸头往复于治具产品抓取工位和治具缓存工位之间;所述治具产品抓取工位处设置有第二定位相机;所述满料治具料塔输入侧对接丝印输出流水线;完成丝印的棱镜产品通过丝印治具向治具传动模组传入,满料的丝印治具从满料治具料塔底部送入,此时,可通过平移传动件将丝印治具送入到满料治具料塔进行缓存,或送入到治具产品抓取工位,等待产品取放组抓取丝印模具上的棱镜产品,当丝印模具上的棱镜产品全部完成抓取后,丝印治具移送模组的二轴电动滑台驱动气动吸头行进到治具产品抓取工位,对空料的丝印模具抓取并送入到治具缓存工位;空料治具料塔的平移传动件将治具产品抓取工位处的空料治具送入到空料治具料塔进行缓存,满料的丝印模具重新被送入治具产品抓取工位;
6、90°翻转模组,所述90°翻转模组并排布置于包装盒载台模组和治具传动模组之间;所述90°翻转模组包括十字电动滑台;所述十字电动滑台的顶部滑块上固定有产品90°翻转台;十字电动滑台调整产品90°翻转台位置,用于精确对接产品取放组,产品90°翻转台用于八头取放模组和双头取放模组抓取产品的过渡,完成产品对接,并能够将产品侧翻90°,便于双头取放模组吸取和排放;
7、产品取放组;所述产品取放组包括通过支撑台固定于高位的滑轨体;所述台座上布置有两组电动直线行走机构;两组所述电动直线行走机构的滑块上布置有八头取放模组总成和双头取放模组总成;所述双头取放模组总成滑动设置于料盒产品接收工位和90°翻转模组之间;所述八头取放模组总成滑动设置于治具产品抓取工位和90°翻转模组之间。产品取放时,八头取放模组总成先将片状产品吸取并移动转移至90°翻转模组,90°翻转模组将产品旋转90°,产品被双头取放模组吸取放置到空料的料盒上。
8、进一步地,所述八头取放组总成和双头取放组总成均包括固定于电动直线行走机构滑块上的直角座板;所述八头取放组总成和双头取放组总成均包括固定于电动直线行走机构滑块上的直角座板;所述八头取放组总成还包括固定于直角座板上的电动升降滑台;所述电动升降滑台的滑块底部固定八头吸头;所述双头取放组总成还包括固定于直角座板上的滑动导轨;所述滑动导轨上滑动设置有滑动座板;所述升降驱动电机转轴上固定有转盘;所述转盘通过销轴偏心铰接有连板;所述连板另一端铰接到滑动座板上;所述滑动座板上固定有双头吸头;所述八头吸头和双头吸头分别通过电控阀接入到负压装置。
9、电动直线行走机构驱动直角座板上的八头吸头在治具产品抓取工位和90°翻转模组之间往复运动;及驱动双头吸头在90°翻转模组和料盒产品接收工位之间往复运动;电动升降滑台升降完成八头吸头升降;升降驱动电机驱动转盘旋转一周,转盘通过连板带动滑动座板进行上下滑动一次,从而实现下行取片(放片)复位;取片时,吸头先吸取片状产品并上行,下行到位后,释压放下片状产品。
10、再进一步地,所述滑动座板和吸头座之间设置有由伺服电机驱动的回转台;所述八头吸头和双头吸头均通过旋转头接入到电控阀;取料和放料时,可通过通过回转台调整摆放角度。
11、进一步地,所述二轴电动滑台和电动直线行走机构为高低布置或前后对立布置,从而保证八头取放组和丝印治具移送模组的运行无干涉。
12、进一步到地,所述移动料盒限位器包括正对布置的两组导轨,所述导轨上滑动设置有滑块;所述滑块顶部设置有与料盒卡合的卡板;两所述导轨之间固定有电动丝杠滑台或气缸;所述电动丝杠滑台或气缸的活动端与卡板固定;所述移动料盒上设置有与卡板对位的卡槽;电动丝杠滑台或气缸驱动卡板和滑块沿导轨直线滑动,从而实现卡板卡紧料盒的外部卡槽或脱离外部卡槽。
13、进一步地,所述产品90°翻转台包括台座;所述台座上通过轴承布置有四组辊体;所述辊体顶面开设有两产品摆放槽;相邻所述辊体一端交错穿出轴承并固定有同步轮;同一侧的同步轮通过同步带连接;首端和/或末端的一所述辊体端部安装有传动轮;所述传动轮通过传动带连接到翻转伺服电机;翻转伺服电机旋转,带动某一个辊体旋转,该辊体通过同步带驱动另一辊体旋转,从而实现多个辊体同步旋转;实现将产品换向。
14、进一步地,所述平移传动件包括外限位件和内传动件;所述外限位件为两排限位导轮或限位沿;所述内传动件为布置于外限位件内侧下方的多个带轮;所述带轮上套接有水平传动皮带;一所述带轮与传动伺服电机安装;限位导轮和限位沿对料盒外边沿进行限位和导向,使其平稳平移至目标点;水平传送带实现带动料盒水平移动。
15、再进一步地,所述内传动件包括承接料盒的两排行走导轮;一侧所述行走导轮下方水平布置有侧导轨;所述侧导轨上滑动设置有侧滑座;所述侧滑座内面固定有电动升降滑台;所述电动升降滑台的滑块上固定有直角压板;所述侧导轨端部下方设置有限位块;所述侧滑座底部固定到水平传动皮带上;当需要平移料盒时,行走导轮接收料盒;接着水平传动件驱动侧滑座靠近料盒,电动升降滑台下行,直角压板与料盒压紧,水平传动件反向运动,料盒送入到目标点,电动升降滑台上行,侧滑座外移到限位块,脱离料盒。
16、与现有技术相比,本发明的棱镜产品排片设备,针对丝印后包装工序进行自动排片,操作时,能够在12s内将棱镜产品从丝印治具转移并排片至料盒;排片效率高,且全程能够实现自动化运行。
- 还没有人留言评论。精彩留言会获得点赞!