一种汽车零部件表面缺陷检测装置及检测方法与流程
1.本发明涉及新能源汽车生产技术领域,具体为一种汽车零部件表面缺陷检测装置及检测方法。
背景技术:
2.新能源汽车是指采用非常规的车用燃料作为动力来源(或使用常规的车用燃料、采用新型车载动力装置),综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。
3.新能源汽车在生产时,需要若干个零部件进行组装才能组装拼接成一辆新能源汽车,现有的,针对盘形类的零件在生产时多是通过铸造成型,而在大批量铸造生产过程中,由于模具表面以及在铸造过程中产生的颗粒附着在零件表面,会使成型后的零件表面产生一些凸起物,这些零件表面的凸起物在安装使用过程中会产生意想不到的后果,因此,在铸造生产成开型后,需要对零件的表面进行检测。
4.目前,专利号cn202010278592.9公开了一种抓取式零件表面检测装置,包括检测机箱台、检测机构,抓取上料机构和抓取下料机构,所述检测机构包括玻璃转盘和多个设置在玻璃转盘边侧的光学检测工位,所述抓取上料机构包括用以放置待检测零件的上料盘和用以将上料盘上的零件运送至玻璃转盘上的上料抓取运送组件,所述抓取下料机构包括放置检测后零件的下料盘、不良品收集盒、用以将玻璃转盘上的零件抓取运送至下料盘上或不良品收集盒内的下料抓取运送组件。本发明可以通过控制上料夹爪、玻璃转盘和下料转盘的运动速度实现对零件检测速度的调节,能够根据实际需要极大地提高检测效率,本发明结构简单、价格低廉,能够有效地降低零件表面损伤的检测成本。
5.上述专利公开的零件表面检测装置在实际使用中仍存在一些不足之处,具体不足之处在于:
6.一、现有的,在大批量对零件进行检测的过程中,通过单个抓取零件进行整齐摆放,会使得检测效率低下,检测质量不高。
7.二、现有的,在大批量生产时,如果通过单个抓取零件进行单个的检测,容易使大批量的零件中存在漏检测的问题,会影响整批产品的质量。
技术实现要素:
8.针对现有技术中的问题,本发明的目的在于提供一种汽车零部件表面缺陷检测装置及检测方法,解决上述专利中存在的在大批量对零件进行检测的过程中,通过单个抓取零件进行整齐摆放,会使得检测效率低下,检测质量不高。以及在大批量生产时,如果通过单个抓取零件进行单个的检测,容易使大批量的零件中存在漏检测的问题,会影响整批产品质量的技术问题。
9.本发明所要解决的技术问题采用以下的技术方案来实现:一种汽车零部件表面缺陷检测装置,包括呈水平放置的底座,所述底座呈水平固定于地面,所述底座顶端的左右两
侧对称设置有直立于底座顶端的支撑架,位于底座顶端左右两侧的所述支撑架顶端通过轴承转动连接有齿轮轴,所述齿轮轴的外壁通过轮齿啮合连接有齿形带,所述齿形带的内圈中部啮合连接有主动齿轮轴,所述齿形带的外壁等间距设置有凸起的零件凸台;
10.所述底座顶端且位于所述齿形带的前侧固定安装有拨轮架,所述拨轮架的顶端设置有拨轮,所述拨轮外圆面设置有凸起的拨杆,所述主动齿轮轴的外圆面前端固定安装有槽轮,所述槽轮外圆面等间距开设有若干个啮合槽,所述拨轮转动的过程中,拨杆依次嵌入于每一个所述啮合槽内使槽轮间歇性旋转;
11.所述拨轮的前端固定安装有第一带轮,所述底座顶端固定安装有电动机,所述电动机向前伸出有输出轴,所述电动机的输出轴顶端固定安装有第二带轮,所述第二带轮与所述第一带轮之间连接有传动带;
12.所述底座顶端且位于所述齿形带后侧固定安装有侧支撑板,所述侧支撑板直立固定于底座顶端,所述侧支撑板的前侧固定安装有零件存放筒,所述零件存放筒的顶端中部开设有向下贯通的圆孔,所述零件存放筒在侧支撑板前端设置于所述齿形带的正上方,若干个零件规则地排放入圆孔内,所述零件存放筒的外壁底端对称设置有第一电动机,对称设置的所述第一电动机在零件存放筒外壁靠近于底端,所述第一电动机向下伸出有电机输出轴,所述电机输出轴的底端固定安装有第一拨料板和第二拨料板;
13.所述第一拨料板设置于所述第二拨料板的上方,所述第一拨料板与所述第二拨料板之间高度为一个零件的厚度,所述第一拨料板以及所述第二拨料板均为扇形状的薄板,所述第一拨料板与所述第二拨料板交错设置成圆盘状,且所述第一拨料板与所述第二拨料板的直径相同,所述第二拨料板的外圆面周长大于第一拨料板外圆面周长,且第一拨料板逐渐切入圆孔内最底层的相邻两个零件之间的缝隙内以后,第二拨料板才逐渐从最底层零件的底端逐渐退出;
14.所述侧支撑板前端从右往左依次设置有吹气装置、清扫装置和测试装置,所述吹气装置与所述齿形带的顶面等高,所述清扫装置设置于所述齿形带的上方,所述测试装置设置于所述齿形带的顶面;
15.所述齿形带的顶端前侧设置有所述齿形带相平行的链条,所述链条在齿形带的顶端前侧匀速转动,所述链条的内圈两端啮合连接有链轮,每一个所述链轮的内圈中部通过轴承转动连接于轴杆上,每一个所述链轮的轴杆固定安装于底座顶端;
16.所述齿形带的左侧固定安装有第二存放筒,所述第二存放筒直立固定于底座左侧的地面,所述第二存放筒顶端开设有圆孔状的零件槽,所述第二存放筒顶端的零件槽底端中部设置有支撑立柱,所述支撑立柱设置为圆柱杆结构,所述支撑立柱的顶端开设有圆锥面,所述支撑立柱顶端的圆锥面临近于所述第二存放筒的顶端,所述第二存放筒的顶端固设有挡料板,所述挡料板顶面呈弯曲的弧形面,所述挡料板右端搭靠于所述齿形带右侧的外壁上,所述挡料板右端开设有供零件凸台流动的让位槽。
17.做为本发明的一种优选技术方案,所述零件凸台包括圆锥面、转环,所述零件凸台设置为圆杆结构,所述零件凸台的顶端设置有圆锥面,所述零件凸台顶端的圆锥面高度低于零件的厚度,所述零件凸台的外圆面转动连接有转环,所述转环的外圆面直径小于零件的内孔直径,所述转环顶端开设有与圆锥面底端相连接于倾斜面,所述转环的底端设置有圆环状的凸台,。
18.做为本发明的一种优选技术方案,所述第一拨料板的顶端以及所述第二拨料板的顶端开设有圆弧形装的传动槽,所述传动槽内安装有呈弧形弯曲的输送带,所述输送带的内圈两端设置有转动辊,所述输送带内圈两端的转动辊转动连接于传动槽的两端,所述输送带的内圈中部设置有支撑台,所述支撑台顶面略低于对应的第一拨料板顶面或第二拨料板顶面。
19.做为本发明的一种优选技术方案,所述第一拨料板的外壁以及所述第二拨料板的外壁均设有v形状的斜面。
20.做为本发明的一种优选技术方案,所述吹气装置包括进气接口、喷气嘴,所述吹气装置的前端面沿齿形带顶面等间距设置有若干个喷气嘴,每一个所述喷气嘴在所述吹气装置内均与进气接口连通,所述进气接口设置于吹气装置的后侧;
21.所述吹气装置前侧的若干喷气嘴在齿形带后侧沿齿形带顶面向左至少设置有两个零件凸台的距离。
22.做为本发明的一种优选技术方案,所述清扫装置包括第二电动机、挡油板、排油孔、清刷盘、清刷毛,所述第二电动机固定安装于侧支撑板前侧,所述第二电动机底端向下伸出有输出轴,所述第二电动机的输出轴底端固定安装有清刷盘,所述清刷盘底端等间距设置有若干个向下伸出的清刷毛。
23.做为本发明的一种优选技术方案,所述清刷盘顶端沿清刷盘外圆面设有圆环状的挡油板,所述挡油板在所述清刷盘顶端呈直立状,所述挡油板顶端设置有向中部折弯且呈水平固定的挡板,所述清刷盘顶端中部以及靠近于挡油板内壁的清刷盘顶端等间距开设有若干个排油孔,所述清刷盘顶端靠近于挡油板内壁若干个排油孔在清刷盘上按圆周等间距排列。
24.做为本发明的一种优选技术方案,所述测试装置包括开设于侧支撑板上的升降孔,以及滑动安装于升降孔内的测试装置盒,所述升降孔直立于齿形带的顶面,所述测试装置盒的后侧设置有螺纹杆,所述测试装置盒后侧的螺纹杆穿过升降孔向侧支撑板的后侧伸出,伸出于侧支撑板后侧的螺纹杆外圆面安装有锁紧螺母;
25.所述测试装置盒包括发光灯泡、调节螺栓、升降孔、滑槽、滑块测试杆、导电连接杆、测试装置盒、摆杆、压簧、铰支杆、限位杆、行走辊,所述测试装置盒左侧开设有直立于齿形带顶端的滑槽,所述滑槽内通过滑动配合方式安装有滑块,所述滑块左侧设置有呈水平设置的测试杆,所述测试杆中部开设有滑孔,所述测试杆中部的滑孔内滑动连接有摆杆;
26.所述测试装置盒左侧底端固定安装有铰支杆,所述摆杆中部铰接于铰支杆顶端,所述摆杆底端设置有呈水平摆放的行走辊,所述铰支杆左侧设置有限位杆,所述限位杆顶端抵接于铰支杆左侧的摆杆底端,铰支杆右侧的所述摆杆底端固定安装有压簧;
27.所述测试装置盒顶端固定安装有发光灯泡,所述测试装置盒顶端开设有螺纹孔,所述测试装置盒顶端的螺纹孔内螺旋连接有调节螺栓,所述调节螺栓的底端穿过测试装置盒向下伸出,向下伸出的所述调节螺栓底端转动连接有导电连接杆,所述测试杆中部设置有与导电连接杆滑动接触连接的金属接触端,所述发光灯泡的正负电极通过两根导线分别连接于金属接触端与导电连接杆上。
28.做为本发明的一种优选技术方案,所述测试装置底端固定安装有第二压簧,所述第二压簧的底端固定安装有磁柱轴架,所述磁柱轴架底端转动连接有滚筒结构的磁柱,所
述磁柱的轴向与零件的顶端面平行,所述磁柱右侧面固定安装有第二储屑盒,所述第二储屑盒设置于磁柱轴架的左侧,所述第二储屑盒中部开设有储屑槽,所述第二储屑盒右侧设置有第二铲屑刀,所述第二铲屑刀顶端与磁柱表面贴合。
29.一种汽车零部件表面缺陷检测方法,该汽车零部件表面缺陷检测方法具体包括以下几个步骤:
30.s1、零件放置:将若干个待检测的零件整齐码放于零件存放筒的圆孔内;
31.s2、零件摆放:对步骤s1整齐码放于零件存放筒内的待检测零件按一定规律等间距摆放于齿形带顶端,通过第一电动机转动,利用第一拨料板、第二拨料板的交错设置,配合齿形带的间歇性转动,将码放于零件存放筒内的待检测零件放置于齿形带顶端的每一个零件凸台上,通过零件凸台对每一个待检测零件的位置进行固定;
32.s3、零件移动:将步骤s2中安装在齿形带顶端的零件凸台的待检测零件,通过齿形带间歇性移动,使零件凸台在齿形带顶端有序地移动;
33.s4、无接触清扫:对步骤s3中在齿形带顶端有序移动的每一个待检测零件进行无接触吹气清扫,清除待检测零件表面的碎屑粉尘,提高清刷的效率;
34.s5、表面清刷:对步骤s4中经过无接触清扫后的每一个待检测零件的表面进行清刷,通过清扫装置对无接触清刷时对待检测零件的检测面未清扫干净的颗粒污渍进行清扫,提高待检测零件的检测面的检测清准度;
35.s6、混合清刷:步骤s5中表面清刷的过程中,通过吹气装置对待检测零件的端面进行吹气清扫,配合清扫装置对待检测零件的检测面进行清扫,进而提高清扫效率,提高待检测零件的检测面的干净度;
36.s7、零件旋转:步骤s4
‑
步骤s6中,零件在间歇移动的过程中,通过链条的旋转,使零件在移动至吹气装置或清扫装置位置时,进行间歇性停顿,且停顿过程中仍保持旋转;
37.s8表面测试:将步骤s6中清扫完成后的待检测零件进行表面检测,当零件在齿形带顶端移动至测试装置的下方停留时,通过行走辊在待检测零件的表面滚动,配合链条转动,使零件在行走辊的下方旋转,行走辊在零件顶端滚动,检测零件表面是否有凸起结构,当检测零件表面出现凸起结构时,推动金属接触端在导电连接杆表面滑动,使发光灯泡的正负电极接通,发光灯泡亮起,说明检测的该零件表面存在缺陷。
38.与现有技术相比,本发明的有益效果在于:
39.一、本发明通过将若干个待检测的零件整齐码放于零件存放筒的圆孔内;通过第一电动机转动,利用第一拨料板、第二拨料板的交错设置,配合齿形带的间歇性转动,将码放于零件存放筒内的待检测零件放置于齿形带顶端的每一个零件凸台上,免去人工放置零件的繁琐操作,减轻人工的劳动强度,通过将每一个待检测零件放置在零件凸台上,通过每一个零件凸台上设置的可转动的转环,使安装在零件凸台内的待检测零件可以任意转动,进而使零件在简歇性移动过程中,待检测零件可以旋转,有利于通过待检测零件的旋转,提高对待检测零件表面清扫的速度,通过待检测零件的旋转,提高测试装置对待检测零件顶端面的全面检测效率,提高检测精准度。
40.二、本发明通过齿形带间歇性移动,使零件凸台在齿形带顶端有序地移动;通过吹气装置从侧面吹向齿形带顶端有序移动的每一个待检测零件表面,对每一个转动的零件进行无接触吹气清扫,清除待检测零件表面的碎屑粉尘,通过吹气装置的侧向吹风,配合链条
推动待检测零件的旋转,有利于使吹气装置能够将待检测零件的表面清扫全面,提高对待检测零件表面的清扫整洁性和清扫效率。
41.三、本发明通过清扫装置对无接触清刷时对待检测零件的检测面未清扫干净的颗粒污渍进行清扫,通过第二电动机驱动清刷盘旋转,清刷盘底部的清刷毛对下方流经过的每一个告待检测零件的顶端面进行旋转清扫,配合吹气装置的吹风,清刷毛刷起的碎屑通过气流吹动飞离零件表面,进而进一步的提高清刷毛的清扫彻底性,配全链条推动,使待检测零件在清扫过程中旋转,使清刷毛可以清扫到整个待检测零件的顶端面,进而进一步的提高清扫整体彻底性。
42.四、本发明通过齿形带的间歇性旋转,将待检测零件循环地送向测试装置下方进行表面检测,进而有效地提高对多个零件进行检测时的检测效率,齿形带的间歇性旋转,当零件在齿形带顶端移动至测试装置的下方停留时,通过行走辊在待检测零件的表面滚动,配合链条转动,使零件在行走辊的下方旋转,行走辊在零件顶端滚动,检测零件表面是否有凸起结构,当检测零件表面出现凸起结构时,推动金属接触端在导电连接杆表面滑动,使发光灯泡的正负电极接通,发光灯泡亮起,说明检测的该零件表面存在缺陷,提高检测效率,通过待检测零件移动至测试装置的下方停留过程中并旋转,使行走辊在待检测零件的顶端面进行滚动,有效地对待检测零件的整个顶端面进行检测,当零件顶端的表面出现凸起物时,行走辊移动至凸起物时,通过推动推杆,使发光灯泡亮起,进而可以快速地识别出该检测零件表面存在缺陷,便于人工及时筛选,提高检测效率,本发明通过发光灯泡亮起,便于提醒人工,提高人工察觉的有效性。
43.五、本发明通过在行走辊前方设置有可旋转的磁柱,通过磁柱吸附待检测零件顶端小孔内的碎屑,避免小孔内碎屑过多而翘起,影响行走辊的检测精准度。
附图说明
44.下面结合附图和实施例对本发明进一步说明。
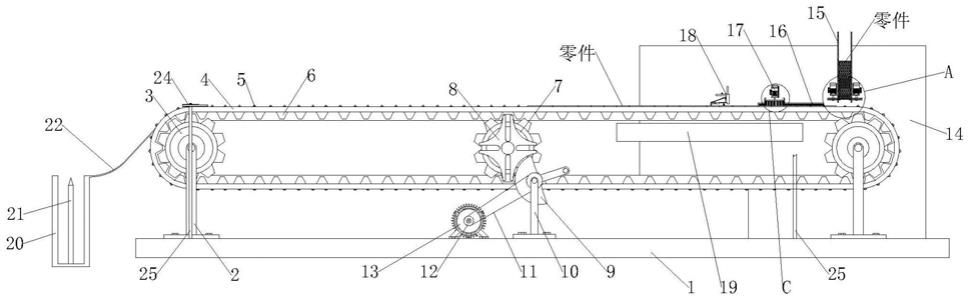
45.图1为本发明汽车零部件表面缺陷检测装置的前视结构示意图;
46.图2为本发明汽车零部件表面缺陷检测装置的俯视结构示意图
47.图3为本发明说明书附图1的a处局部放大图;
48.图4为本发明输送带在第一拨料板顶端以及第二拨料板顶端的结构示意图;
49.图5为本发明第一拨料板与第二拨料板交错设置在电机输出轴底端的前视结构示意图;
50.图6为本发明输送带在传动槽内传动的结构示意图;
51.图7为本发明测试装置的结构示意图;
52.图8为本发明说明书附图7的b处局部放大图;
53.图9为本发明说明书附图1的c处局部放大图;
54.图10为本发明清刷盘顶端的结构示意图;
55.图11为本发明测试装置盒后侧螺栓安装在升降孔内通过锁紧螺母锁紧连接的结构示意图;
56.图12为本发明发光灯泡正负极分别与导电连接杆电路连接的结构示意图;
57.图13为本发明汽车零部件表面缺陷检测方法的工艺波程图;
58.图14为本发明汽车零部件的结构示意图;
59.图中:1、底座,2、支撑架,3、齿轮轴,4、齿形带,5、零件凸台,501、圆锥面,502、转环,6、啮合齿,7、主动齿轮轴,8、槽轮,9、拨轮,10、拨轮架,11、传动带,12、第二带轮,13、电动机,14、侧支撑板,15、零件存放筒,1501、第一电动机,1502、第一拨料板,1503、第二拨料板,1504、斜面,1505、电机输出轴,1506、输送带,1507、支撑台, 1508、传动槽,1509、转动辊,16、吹气装置,1601、进气接口,1602、喷气嘴,17、清扫装置,1701、第二电动机,1702、挡油板,1703、排油孔,1704、清刷盘,1705、清刷毛, 18、测试装置,1801、发光灯泡,1802、调节螺栓,1803、升降孔,1804、滑槽,1805、滑块,1806、测试杆,1807、导电连接杆,1808、测试装置盒,1809、摆杆,1810、压簧,1811、铰支杆,1812、限位杆,1813、行走辊,1814、第二压簧,1815、第二储屑盒,1816、第二铲屑刀,1817、储屑槽,1818、磁柱,1819、磁柱轴架,1820、锁紧螺母,1821、金属接触端,19、盛水盒,20、第二存放筒,21、支撑立柱,22、挡料板,23、链条,24、链轮,25、轴杆。
具体实施方式
60.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明,需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互结合。
61.请参阅图1
‑
14,为一种汽车零部件表面缺陷检测装置及检测方法的整体结构示意图;
62.一种汽车零部件表面缺陷检测装置,包括呈水平放置的底座1,底座1呈水平固定于地面,底座1顶端的左右两侧对称设置有直立于底座1顶端的支撑架2,位于底座1顶端左右两侧的支撑架2顶端通过轴承转动连接有齿轮轴3,齿轮轴3的外壁通过轮齿啮合连接有齿形带4,齿形带4的内壁等间距设置有啮合齿6,齿形带4的内圈中部啮合连接有主动齿轮轴 7,提高啮合力,提高齿形带4的转动平稳性,齿形带4的外壁等间距设置有凸起的零件凸台 5,便于放置和固定每一个待检测零件。
63.底座1顶端且位于齿形带4的前侧固定安装有拨轮架10,拨轮架10的顶端设置有拨轮9,拨轮9外圆面设置有凸起的拨杆,主动齿轮轴7的外圆面前端固定安装有槽轮8,槽轮8外圆面等间距开设有若干个啮合槽,拨轮9转动的过程中,拨杆依次嵌入于每一个啮合槽内使槽轮8间歇性旋转;
64.拨轮9的前端固定安装有第一带轮,底座1顶端固定安装有电动机13,电动机13向前伸出有输出轴,电动机13的输出轴顶端固定安装有第二带轮12,第二带轮12与第一带轮之间连接有传动带11;
65.底座1顶端且位于齿形带4后侧固定安装有侧支撑板14,侧支撑板14直立固定于底座1 顶端,侧支撑板14的前侧固定安装有零件存放筒15,零件存放筒15的顶端中部开设有向下贯通的圆孔,零件存放筒15在侧支撑板14前端设置于齿形带4的正上方,若干个零件规则地排放入圆孔内,零件存放筒15的外壁底端对称设置有第一电动机1501,对称设置的第一电动机1501在零件存放筒15外壁靠近于底端,第一电动机1501向下伸出有电机输出轴1505,电机输出轴1505的底端固定安装有第一拨料板1502和第二拨料板1503;通过第一拨料板 1502和第二拨料板1503的交错设置,使第一拨料板1502切入圆孔内最底层的相邻两
个零件之间的缝隙内,对最底层的倒数第二个零件进行支撑,第二拨料板1503逐渐从最底层零件的底端逐渐退出,将最底层的零件放下,此时,齿形带4顶端的零件凸台5正好位于零件存放筒15的圆孔底端,零件放下时,正好卡入零件凸台5内,通过齿形带4间歇转动,将零件输送向测试装置18。
66.第一拨料板1502设置于第二拨料板1503的上方,第一拨料板1502与第二拨料板1503 之间高度为一个零件的厚度,第一拨料板1502以及第二拨料板1503均为扇形状的薄板,第一拨料板1502与第二拨料板1503交错设置成圆盘状,且第一拨料板1502与第二拨料板1503 的直径相同,第一拨料板1502与第二拨料板1503从俯视角向下望去为对称结构,第二拨料板1503的外圆面周长大于第一拨料板1502外圆面周长,且第一拨料板1502逐渐切入圆孔内最底层的相邻两个零件之间的缝隙内以后,第二拨料板1503才逐渐从最底层零件的底端逐渐退出;
67.其中的,说明书附图5中标记的θ为第二拨料板1503外圆面的直径与第一拨料板1502 外圆面的直径半边相差的直线距离值。
68.侧支撑板14前端从右往左依次设置有吹气装置16、清扫装置17和测试装置18,吹气装置16与齿形带4的顶面等高,清扫装置17设置于齿形带4的上方,测试装置18设置于齿形带4的顶面;便于先吹气清扫、旋转清扫、混合清扫、吸附金属碎屑,最终通过测试装置18 测试,实现流水化测试,便于大批量测试,提高测试精准度。
69.齿形带4的顶端前侧设置有齿形带4相平行的链条23,链条23在齿形带4的顶端前侧匀速转动,链条23的内圈两端啮合连接有链轮24,每一个链轮24的内圈中部通过轴承转动连接于轴杆25上,每一个链轮24的轴杆25固定安装于底座1顶端;
70.齿形带4的左侧固定安装有第二存放筒20,第二存放筒20直立固定于底座1左侧的地面,第二存放筒20顶端开设有圆孔状的零件槽,第二存放筒20顶端的零件槽底端中部设置有支撑立柱21,支撑立柱21设置为圆柱杆结构,支撑立柱21的顶端开设有圆锥面,支撑立柱21顶端的圆锥面临近于第二存放筒20的顶端,第二存放筒20的顶端固设有挡料板22,挡料板22顶面呈弯曲的弧形面,挡料板22右端搭靠于齿形带4右侧的外壁上,挡料板22右端开设有供零件凸台5流动的让位槽。
71.其中的,通过挡料板22与右端搭靠于齿形带4右侧的外壁上,使齿形带4上的零件输送至挡料板22左侧时,通过挡料板22的弧形面,将齿形带4左端零件凸台5上的待检测零件进行刮下,并通过挡料板22的弧形面进行导向,将零件沿挡料板22的顶面滑向第二存放筒 20的零件槽内,通过支撑立柱21顶端的圆锥面进行导向,使若干个零件像穿串串似的整齐摆放在第二存放筒20的零件槽内,进而提高若干个零件的摆放整齐性。
72.零件凸台5包括圆锥面501、转环502,零件凸台5设置为圆杆结构,零件凸台5的顶端设置有圆锥面501,零件凸台5顶端的圆锥面501高度低于零件的厚度,零件凸台5的外圆面转动连接有转环502,转环502的外圆面直径小于零件的内孔直径,转环502顶端开设有与圆锥面501底端相连接于倾斜面,便于导向,使零件内孔安装在转环502的外圆面上,转环502的底端设置有圆环状的凸台,便于通过凸台承托零件。
73.具体的,本发明通过将若干个待检测的零件整齐码放于零件存放筒15的圆孔内;通过第一电动机1501转动,利用第一拨料板1502、第二拨料板1503的交错设置,配合齿形带4的间歇性转动,将码放于零件存放筒15内的待检测零件放置于齿形带4顶端的每一个零件
凸台 5上,免去人工放置零件的繁琐操作,减轻人工的劳动强度,通过将每一个待检测零件放置在零件凸台5上,通过每一个零件凸台5上设置的可转动的转环502,使安装在零件凸台5 内的待检测零件可以任意转动,进而使零件在简歇性移动过程中,待检测零件可以旋转,有利于通过待检测零件的旋转,提高对待检测零件表面清扫的速度,通过待检测零件的旋转,提高测试装置18对待检测零件顶端面的全面检测效率,提高检测精准度。
74.其中的,第一拨料板1502的外壁以及第二拨料板1503的外壁均设有v形状的斜面1504,通过v形状的斜面1504进行导向,便于第一拨料板1502以及第二拨料板1503旋转过程中,嵌入相邻两个零件之间的缝隙内,减少嵌入过程中零件对拨料板的阻力。
75.第一拨料板1502的顶端以及第二拨料板1503的顶端开设有圆弧形装的传动槽1508,传动槽1508内安装有呈弧形弯曲的输送带1506,输送带1506的内圈两端设置有转动辊1509,输送带1506内圈两端的转动辊1509转动连接于传动槽1508的两端,输送带1506的内圈中部设置有支撑台1507,支撑台1507顶面略低于对应的第一拨料板1502顶面或第二拨料板 1503顶面。
76.其中的,通过输送带1506在第一拨料板1502顶端以及第二拨料板1503顶端呈弧形弯曲,使得第一拨料板1502顶端以及第二拨料板1503顶端嵌入相邻两个零件之间的缝隙内对零件进行支撑时,避免零件底面与第一拨料板1502顶端以及第二拨料板1503接触时产生滑动,避免第一拨料板1502顶端以及第二拨料板1503顶端对零件表面造成划伤。
77.吹气装置16包括进气接口1601、喷气嘴1602,吹气装置16的前端面沿齿形带4顶面等间距设置有若干个喷气嘴1602,每一个喷气嘴1602内部均设置有独立的电磁阀门,每一个喷气嘴1602在吹气装置16内均与进气接口1601连通,进气接口1601设置于吹气装置16的后侧;
78.吹气装置16前侧的若干喷气嘴1602在齿形带4后侧沿齿形带4顶面向左至少设置有两个零件凸台5的距离。
79.其中的,本发明可以通过外部的控制器将所有喷气嘴1602的电磁阀门全部打开,也可通过外部控制器控制若干个电磁阀门按照一定的规律进行启闭,以便于控制吹风的位置,实现交替吹风,提高吹风的效率。
80.本发明通过齿形带4间歇性移动,使零件凸台5在齿形带4顶端有序地移动;通过吹气装置16从侧面吹向齿形带4顶端有序移动的每一个待检测零件表面,对每一个转动的零件进行无接触吹气清扫,清除待检测零件表面的碎屑粉尘,通过吹气装置16的侧向吹风,配合链条23推动待检测零件的旋转,有利于使吹气装置16能够将待检测零件的表面清扫全面,提高对待检测零件表面的清扫整洁性和清扫效率。
81.清扫装置17包括第二电动机1701、挡油板1702、排油孔1703、清刷盘1704、清刷毛 1705,第二电动机1701固定安装于侧支撑板14前侧,第二电动机1701底端向下伸出有输出轴,第二电动机1701的输出轴底端固定安装有清刷盘1704,清刷盘1704底端等间距设置有若干个向下伸出的清刷毛1705。
82.本发明通过清扫装置17对无接触清刷时对待检测零件的检测面未清扫干净的颗粒污渍进行清扫,通过第二电动机驱动清刷盘1704旋转,清刷盘1704底部的清刷毛1705对下方流经过的每一个告待检测零件的顶端面进行旋转清扫,配合吹气装置16的吹风,清刷毛1705 刷起的碎屑通过气流吹动飞离零件表面,进而进一步的提高清刷毛1705的清扫彻
底性,配全链条23推动,使待检测零件在清扫过程中旋转,使清刷毛1705可以清扫到整个待检测零件的顶端面,进而进一步的提高清扫整体彻底性。
83.其中的,本发明通过在清刷盘1704顶端沿清刷盘1704外圆面设有圆环状的挡油板1702,挡油板1702在清刷盘1704顶端呈直立状,挡油板1702顶端设置有向中部折弯且呈水平固定的挡板,清刷盘1704顶端中部以及靠近于挡油板1702内壁的清刷盘1704顶端等间距开设有若干个排油孔1703,清刷盘1704顶端靠近于挡油板1702内壁若干个排油孔1703在清刷盘 1704上按圆周等间距排列,通过在清刷盘1704的顶端放置一些清洗的油液,通过清刷盘旋转,清刷盘1704顶端的油液通过中部的小孔向下渗出,流向待清扫的零件顶端面对零件顶端进行清刷,清刷盘1704顶端的部分油液通过清刷盘1704的旋转产生离心力,将油液推向两侧通过挡油板1702进行阻挡,进而使油液均匀分散在清刷盘1704顶端且靠近于挡油板1702 内壁若干个排油孔1703内,通过清刷盘1704的旋转,使油液均匀摊洒在零件的表面,通过清刷毛1705的清刷,进而使零件顶端面清洗更加彻底。
84.其中的,本发明在齿形带4的中部固定安装有盛水盒19,为了便于清洗,提高清洗的干净,避免油液洒入地面造成环境污染,本发明还可将齿形带4表面开设若干个贯通的圆孔,清刷盘1704向下渗出的油液滴落在零件表面,清洗后的油液通过圆孔向下渗入盛水盒19内。
85.测试装置18包括开设于侧支撑板14上的升降孔1803,以及滑动安装于升降孔1803内的测试装置盒1808,升降孔1803直立于齿形带4的顶面,测试装置盒1808的后侧设置有螺纹杆,测试装置盒1808后侧的螺纹杆穿过升降孔1803向侧支撑板14的后侧伸出,伸出于侧支撑板14后侧的螺纹杆外圆面安装有锁紧螺母1820;
86.其中的,通过锁紧螺母1820锁紧测试装置盒1808在升降孔1803内的高度,便于通过锁紧螺母1820调节测试装置盒1808在升降孔1803内的高度,便于根据零件的厚度调节行走辊1813的高度,以达到根据零件厚度调节测试装置盒1808的高度,提高测试的精准度,提高调节的操作简易性。
87.通过锁紧螺母1820调节导电连接杆1807的高度,达到调节金属接触端1821在导电连接杆1807的绝缘区与金属导电区之间滑动的范围,以达到调节行走辊1813上下浮动的高度,调节发光灯泡1801的敏感度,便于检测零件顶端面凸起物高度的范围,提高检测的精准度。
88.测试装置盒1808包括发光灯泡1801、调节螺栓1802、升降孔1803、滑槽1804、滑块 1805、测试杆1806、导电连接杆1807、测试装置盒1808、摆杆1809、压簧1810、铰支杆1811、限位杆1812、行走辊1813,测试装置盒1808左侧开设有直立于齿形带4顶端的滑槽1804,滑槽1804内通过滑动配合方式安装有滑块1805,滑块1805左侧设置有呈水平设置的测试杆 1806,测试杆1806中部开设有滑孔,测试杆1806中部的滑孔内滑动连接有摆杆1809,
89.测试装置盒1808左侧底端固定安装有铰支杆1811,摆杆1809中部铰接于铰支杆1811 顶端,摆杆1809底端设置有呈水平摆放的行走辊1813,铰支杆1811左侧设置有限位杆1812,限位杆1812顶端抵接于铰支杆1811左侧的摆杆1809底端,铰支杆1811右侧的摆杆1809底端固定安装有压簧1810;通过压簧1810的推动,使摆杆1809左端的行走辊1813具有向下摆动的弹力,更有利于行走辊1813与零件顶端面接触紧密,提高检测精准度,通过限位杆 1812进行支撑,避免行走辊1813向下伸出过度,而影响零件在齿形带4上的移动。
90.测试装置盒1808顶端固定安装有发光灯泡1801,测试装置盒1808顶端开设有螺纹孔,测试装置盒1808顶端的螺纹孔内螺旋连接有调节螺栓1802,调节螺栓1802的底端穿过测试装置盒1808向下伸出,向下伸出的调节螺栓1802底端转动连接有导电连接杆1807,测试杆 1806中部设置有与导电连接杆1807滑动接触连接的金属接触端1821,发光灯泡1801的正负电极通过两根导线分别连接于金属接触端1821与导电连接杆1807上。导电连接杆1807设置有金属导电区和绝缘区,其中的,绝缘区设置于金属导电区的上方。
91.本发明通过齿形带4的间歇性旋转,将待检测零件循环地送向测试装置18下方进行表面检测,进而有效地提高对多个零件进行检测时的检测效率,齿形带4的间歇性旋转,当零件在齿形带4顶端移动至测试装置18的下方停留时,通过行走辊1813在待检测零件的表面滚动,配合链条23转动,使零件在行走辊1813的下方旋转,行走辊1813在零件顶端滚动,检测零件表面是否有凸起结构,当检测零件表面出现凸起结构时,推动金属接触端在导电连接杆表面滑动,使发光灯泡1801的正负电极接通,发光灯泡1801亮起,说明检测的该零件表面存在缺陷,提高检测效率,通过待检测零件移动至测试装置18的下方停留过程中并旋转,使行走辊1813在待检测零件的顶端面进行滚动,有效地对待检测零件的整个顶端面进行检测,当零件顶端的表面出现凸起物时,行走辊1813移动至凸起物时,通过推动推杆,使发光灯泡1801亮起,进而可以快速地识别出该检测零件表面存在缺陷,便于人工及时筛选,提高检测效率,本发明通过发光灯泡1801亮起,便于提醒人工,提高人工察觉的有效性。
92.测试装置18底端固定安装有第二压簧1814,第二压簧1814的底端固定安装有磁柱轴架 1819,磁柱轴架1819底端转动连接有滚筒结构的磁柱1818,磁柱1818的轴向与零件的顶端面平行,磁柱1818右侧面固定安装有第二储屑盒1815,第二储屑盒1815设置于磁柱轴架1819 的左侧,第二储屑盒1815中部开设有储屑槽1817,第二储屑盒1815右侧设置有第二铲屑刀 1816,第二铲屑刀1816顶端与磁柱1818表面贴合。
93.其中的,本发明通过在行走辊前方设置有可旋转的磁柱,磁柱为磁铁材料制成,具有磁吸附力,通过磁柱在待检测零件顶端滚动,磁柱吸附待检测零件顶端小孔内的碎屑,避免小孔内碎屑过多而翘起,通过第二铲屑刀1816顶端与磁柱1818表面贴合,将磁柱表面吸附的碎屑进行刮除,对碎屑进行收集,便于有效地提高对待检测零件的清理,减少碎屑对零件顶端面的二次划伤。
94.一种汽车零部件表面缺陷检测方法,具体包括以下几个步骤:
95.s1、零件放置:将若干个待检测的零件整齐码放于零件存放筒15的圆孔内;
96.s2、零件摆放:对步骤s1整齐码放于零件存放筒15内的待检测零件按一定规律等间距摆放于齿形带4顶端,通过第一电动机1501转动,利用第一拨料板1502、第二拨料板1503 的交错设置,配合齿形带4的间歇性转动,将码放于零件存放筒15内的待检测零件放置于齿形带4顶端的每一个零件凸台5上,通过零件凸台5对每一个待检测零件的位置进行固定;
97.s3、零件移动:将步骤s2中安装在齿形带4顶端的零件凸台5的待检测零件,通过齿形带4间歇性移动,使零件凸台5在齿形带4顶端有序地移动;
98.s4、无接触清扫:对步骤s3中在齿形带4顶端有序移动的每一个待检测零件进行无接触吹气清扫,清除待检测零件表面的碎屑粉尘,提高清刷的效率;
99.s5、表面清刷:对步骤s4中经过无接触清扫后的每一个待检测零件的表面进行清
刷,通过清扫装置17对无接触清刷时对待检测零件的检测面未清扫干净的颗粒污渍进行清扫,提高待检测零件的检测面的检测清准度;
100.s6、混合清刷:步骤s5中表面清刷的过程中,通过吹气装置16对待检测零件的端面进行吹气清扫,配合清扫装置17对待检测零件的检测面进行清扫,进而提高清扫效率,提高待检测零件的检测面的干净度;
101.s7、零件旋转:步骤s4
‑
步骤s6中,零件在间歇移动的过程中,通过链条23的旋转,使零件在移动至吹气装置16或清扫装置17位置时,进行间歇性停顿,且停顿过程中仍保持旋转;
102.s8表面测试:将步骤s6中清扫完成后的待检测零件进行表面检测,当零件在齿形带4 顶端移动至测试装置18的下方停留时,通过行走辊1813在待检测零件的表面滚动,配合链条23转动,使零件在行走辊1813的下方旋转,行走辊1813在零件顶端滚动,检测零件表面是否有凸起结构,当检测零件表面出现凸起结构时,推动金属接触端1821在导电连接杆1807 表面滑动,使发光灯泡1801的正负电极接通,发光灯泡亮起,说明检测的该零件表面存在缺陷。
103.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1