钛热交换器的制造方法与流程
1.本发明涉及一种用于制造热交换器的方法。
背景技术:
2.热交换器用于在诸如传热流体的热流体和冷流体之间交换热量。为此目的,热交换器采用板的形式,板被通道网络穿过,流体中的一种流过该通道网络,而另一流体与板的表面接触。
3.这种板通常由不锈钢或石墨制成
4.尽管制造容易且高效,但这种交换器相对较重。当热交换器安装在使用二氢(分子氢)和分子氧的燃料电池中时,尤其存在这种情况。
技术实现要素:
5.本发明的一个目的是提出一种制造利用钛条带的热交换器的方法,以提供一种性能水平至少与现有技术中的热交换器相当但更轻质热交换器。此外,所提出的方法使得能够简单且快速地获得热交换器。
6.为此目的,提出了一种用于制造具有多通道的板的制造方法,所述制造方法包括:
7.‑
叠放步骤,在该步骤期间,两个条带叠放,
8.‑
焊接步骤,在该步骤期间,所述两个条带沿着焊缝被焊接在一起,
9.‑
阻塞步骤,在该步骤期间,阻塞第一条带与第二条带之间的区域,其中,在焊缝之间的区域在第一条带的边缘和第二条带的边缘中的一个边缘处敞开,
10.‑
加压步骤,在该步骤期间,经由第一条带和第二条带的另一边缘注入压缩流体,以使各条带膨胀,其中,焊缝之间的区域在第一条带和所第二条带之间敞开,以及
11.‑
打开步骤,在该步骤期间,打开在阻塞步骤期间阻塞的区域。
12.本发明还提出了一种用于制造具有多通道的板的方法,该制造方法包括:
13.‑
第一定位步骤,在该步骤期间,将第二条带定位在第一条带上,
14.‑
第一焊接步骤,在该步骤期间,将两个条带的边缘焊接在一起以形成封闭的容积,
15.‑
加压步骤,在该步骤期间,将压缩流体注入到封闭的容积中以使封闭的容积充胀,
16.‑
第二定位步骤,在该步骤期间,将经充胀条带定位在模具与反模具之间,其中,模具具有焊接元件和阴模,并且其中反模具具有与模具的焊接元件对准的焊接元件以及与模具的阴模对准的阴模,
17.‑
夹紧步骤,在该步骤期间,将模具和反模具放在一起,使得两个条带沿着焊接元件接触并且在阴模中变形,以及
18.‑
第二焊接步骤,在该步骤期间,激活焊接元件以将两个条带沿着焊缝焊接在一起。
19.本文提出的两种制造方法中的每一种使得钛条带能够被焊接在一起并通过加压成形。
20.根据一个具体实施例,叠放步骤依次地包括第一定位步骤、第二定位步骤和覆盖步骤,在第一定位步骤期间,将第一条带定位在基座上,在第二定位步骤期间,将第二条带定位在第一条带上,在覆盖步骤期间,将一起形成焊接通道的支撑部分设置在第二条带上,并且焊接步骤涉及沿着焊接通道运动焊接单元,用以沿着焊缝将两个条带焊接在一起。
21.有利地,制造方法包括在第一定位步骤与第二定位步骤之间的沉积步骤,在沉积步骤期间,热绝缘体制成的焊道沉积在第一条带上,并且第二定位步骤涉及将第二条带定位在焊道上。
22.有利地,所述制造方法包括在阻塞步骤与加压步骤之间的定位步骤,在定位步骤期间,第一焊接条带和第二焊接条带定位在两个冲模之间,每个冲模具有对应于待形成的通道的印痕的阴模。
23.根据一个具体实施例,叠放步骤依次包括第一定位步骤、第二定位步骤和覆盖步骤,在第一定位步骤中,将第一条带定位在模具上,在第二定位步骤中,将第二条带定位在第一条带上,在覆盖步骤中,将反模具定位在第二条带上,其中,模具和反模具具有多个孔,并且焊接步骤包括将针插入模具的孔,以及将反针插入反模具的孔,并且使用电压发生器给针和反针供电,以将两个条带沿着焊缝焊接在一起,并且其中,模具和反模具在孔之间具有对应于待形成的通道的印痕的阴模。
附图说明
24.在下文给出的对一示例实施例的描述中,更清楚地阐释了本发明的上述及其它特征,所述描述参照附图给出,附图中:
25.图1是使用根据本发明的制造方法获得的热交换器的板的横截面图,
26.图2是作为根据本发明的第一实施例的制造方法的一部分的工具的立体图;
27.图3是作为根据本发明的第二实施例的制造方法的一部分的工具的立体图,以及
28.图4是用作根据本发明的第三实施例的制造方法的一部分的工具的剖视图。
具体实施方式
29.图1示出了可用于热交换器的板100,其具有第一条带102和第二条带104。两个条带102和104由钛或钛合金制成。
30.两个条带102和104附连于彼此。
31.每个条带102、104具有变形(部)106、108,在这种情况下变形(部)为椭圆弧。第一条带102的每个变形部106面向第二条带104的变形部108,以在它们之间形成通道150,该通道可用于引导流体,特别是当板100用于热交换器时引导传热流体。
32.变形部106、108的形状可变化,例如可以是梯形、ω形、圆形或三角形。
33.然后,将板100放置在向板100馈送传热流体的供应系统与回收从板100中出来的传热流体的回收系统之间。供应系统与板100之间的流体连续性在板100的第一边缘处发生,而板100与回收系统之间的流体连续性在板100的第二边缘处发生,即,通道150在该第一边缘和第二边缘处敞开,以使得传热流体能够流动。
34.两个条带102和104通过在相邻两个变形部106、108之间进行的点焊110而紧固到彼此。
35.用钛生产这种板100提供了更轻质的热交换器,该热交换器同样高效,特别是当在燃料电池的冷却系统中使用时。
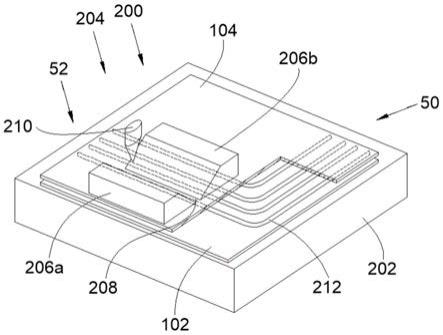
36.图2示出了作为根据本发明的第一实施例的方法的一部分的、用于将钛或钛合金制成的两个条带102和104成形到板100中的工具200。为了附图中清楚起见,第二条带104被部分切去。
37.工具200具有基座202和焊接工具204。在该情况下,焊接工具204包括支撑部分206a
‑
b和焊接单元210,支撑部分206a
‑
b在它们之间界定焊接通道208,焊接单元210沿着焊接通道208运动,例如是使用运动支架。
38.焊接单元210例如是用于激光焊接的激光发射器,但是可以使用任何其它技术,例如电子束焊接、电阻焊接、搅拌摩擦焊接或扩散焊接。
39.一旦形成焊缝,就使支撑部分206a
‑
b和焊接单元210运动以形成新的焊缝。
40.两个条带102和104一个设置在另一个之上并且设置在基座202和焊接工具204之间,并且更具体地,在这种情况下,是在基座202和支撑部分206a
‑
b之间。
41.一旦焊接单元210完成了所有焊缝,焊缝之间的区域,即两个条带102和104没有被焊接在一起的区域就会变形,并最终形成板100的多通道150。
42.如上所述,一些通道150能使传热流体能够流过板100或从板100中出来,并且这些通道150分别在板100的第一边缘50处和在板100的第二边缘52处敞开,它们分别是第一条带102的第一边缘和第二条带104的第一边缘,以及在第一条带102的第二边缘和第二条带104的第二边缘。
43.焊缝之间的区域用于产生这些通道150,通道150在边缘50和52处敞开,并因此分别延伸达到板100的第一边缘50和板100的第二边缘52。
44.为了形成通道150,在条带102和104之间将加压流体注入焊缝之间的区域中,然后在这些区域中将两个条带102和104彼此分开以形成通道150。为了注射加压流体,在第一条带102和第二条带104的边缘50、52中的一个边缘处的第一条带102和第二条带104之间的区域需要阻塞,沿着所述区域,焊缝之间的区域在其一端处敞开。然后,将加压流体经由第一条带102和第二条带104的另一个边缘52、50注入,沿着该边缘,焊缝之间的区域在其另一端处敞开。
45.为了确保通道150正确地形成,在注射加压流体之前,将第一条带102和第二条带104定位在两个冲模之间,其中,每个冲模具有与待形成的通道150的印痕相对应的阴模。因此,在注射压缩流体期间,条带102和104彼此分开以配合阴模,从而形成通道150。阴模在抵靠条带102和104设置的冲模的面上制成。
46.然后打开先前阻塞的区域,以使流体能流入板100的通道150。
47.根据第一实施例的用于热交换器的板100的制造方法包括:
48.‑
第一定位步骤,在该步骤期间,将第一条带102定位在基座202上,
49.‑
第二定位步骤,在该步骤期间,将第二条带104定位在第一条带102上,
50.‑
覆盖步骤,在该步骤期间,将支撑部分206a
‑
b定位在第二条带104上,
51.‑
焊接步骤,在该步骤期间,焊接单元210沿着焊接通道208运动,以沿着焊缝将两
个条带102和104焊接在一起,
52.‑
阻塞步骤,在该步骤期间,阻塞第一条带102与第二条带104之间的区域,在所述区域中,焊缝之间的区域在第一条带102和第二条带104的边缘50、52中的一个边缘处敞开,
53.‑
第三定位步骤,在该步骤期间,将第一焊接带102和第二焊接带104定位在两个冲模之间,每个冲模是阴模,
54.‑
加压步骤,在该步骤期间,将压缩流体通过第一条带102和第二条带104的另一个边缘52、50进行注射,以将条带102和104膨胀到阴模中,其中,焊缝之间的区域在第一条带102和第二条带104之间敞开,以及
55.‑
打开步骤,在该步骤期间打开在阻塞步骤中阻塞的区域。
56.在支撑部分204a
‑
b运动之后,针对每个焊缝重复焊接步骤,以获得通道150的所需布局。此种方法实施起来相对简单且快速。
57.阻塞步骤可以在焊接步骤期间执行。
58.为了提高焊接的精度,即,为了防止两个条带102和104在太大的表面上焊接在一起,在两个条带102和104之间的以下位置处沉积了电绝缘体且热绝缘体制成的焊道212,在所述位置中,在两个条带102和104之间,即在焊缝之间的区域中不会设有焊接。焊道212例如由陶瓷粉末制成。
59.焊道212沉积于其中的区域最终成为板100的多通道150。
60.对于焊缝之间的区域,焊道212延伸到板100的第一边缘50和到板100的第二边缘52。
61.然后,该制造方法包括在第一定位步骤和第二定位步骤之间的沉积步骤,在该沉积步骤期间,在第一条带102上沉积绝缘体制成的焊道212,并且其中焊道212在第一条带102的两个边缘之间延伸,接着第二定位步骤涉及将第二条带104定位在焊道212上,并且其中焊道212在第二条带104的两个边缘之间延伸。
62.如果需要,可以通过将适当的流体注入通道150来移除绝缘体焊道212。
63.图3示出了作为根据本发明的第二实施例的方法的一部分的、用于将钛或钛合金制成的两个条带102和104成形到板100中的工具300。
64.工具300包括在这种情况下形成基座的模具302、定位在模具302上方的反模具303以及焊接工具304。
65.两个条带102和104布置在模具302和反模具303之间。
66.模具302和反模具303包括多个孔306a
‑
b,并且孔306a
‑
b的轴线垂直于条带102和104的平面。
67.焊接工具304具有多个针307a,其中,每个针307a插入模具302的孔306a;以及多个反针307b,其中,每个反针307b插入反模具303的孔306b中。
68.针307a可以设置成面对反针307b。然而,针307a相对于反针307b可能是交错的。
69.焊接工具304还包括电压发生器,该电压发生器为针307a和反针307b供电,以在条带102和104与每个针307a或每个反针307b之间产生焊接弧。
70.在图3所示的本发明的实施例中,焊接工具304具有一排针307a和一排反针307b,但是可以设置更多排的针307a和反针307b,并且所期望的数量的针307a和反针307b可以被供电。
71.在图3所示的实施例中,模具302的孔306a相对于彼此线性地偏移了一步p,并且对模具303的孔306b也相对于彼此线性地偏移了相同的一步p,并且模具302的孔306a和反模具303的孔306b相对于彼此线性偏移半步p,使得反模具303的孔306b与模具302的相继的两个孔306a等距;并且,反之亦然。步p平行于要形成的焊缝的方向延伸。
72.在每个针307a和每个反针307b处进行点焊,并且可以通过依次移动针307a和反针307b来进行一系列的点焊,这些点焊最终将形成焊缝。针307a和反针307b的偏移使得可以在第一条带102的一侧上然后在第二条带104的一侧上进行焊接。
73.焊缝是由针307a和反针307b交替进行的一系列点焊形成的。
74.一旦焊接工具304已完成所有焊缝,则焊缝之间的区域,即两个条带102和104在其中没有被焊接在一起的区域就会变形,并最终形成板100的通道150。
75.如在第一实施例中的那样,焊缝之间的区域用于产生这些通道150,通道150在条带102和104的边缘处敞开,并因此分别延伸达到板100的第一边缘和板100的第二边缘。
76.为了形成通道150,在条带102和104之间将加压流体注入焊缝之间的区域中,然后在这些区域中将两个条带102和104彼此分开以形成通道150。为了注射加压流体,在第一条带102和第二条带104的一个边缘处的第一条带102和第二条带104之间的区域需要阻塞,沿着所述区域,焊缝之间的区域在其一端处敞开。然后,将加压流体经由第一条带102和第二条带104的另一个边缘注入,沿着该边缘,焊缝之间的区域在其另一端处敞开。
77.为了正确形成通道150,模具302和反模具303在孔306a
‑
b之间具有与要形成的通道150的印痕相对应的阴模308a
‑
b。因此,在注射压缩流体期间,条带102和104彼此分开以配合阴模308a
‑
b,由此形成通道150。阴模308a
‑
b制成在设置为抵靠条带102和104的模具302和反模具303的面上。
78.然后打开先前阻塞的区域,以使得流体能流入板100的通道150。
79.根据第一实施例的用于制造热交换器的板100的方法包括:
80.‑
第一定位步骤,在该步骤期间,将第一条带102定位在模具302上,
81.‑
第二定位步骤,在该步骤期间,将第二条带104定位在第一条带102上,
82.‑
覆盖步骤,在该步骤期间,将反模具303定位在第二条带104上,
83.‑
焊接步骤,在该步骤期间,将针307a插入模具302的孔306a,并将反针307b插入反模具303的孔306b,并使用电压发生器对针307a和反针307b供电,以沿着焊缝将两个带102、104焊接在一起,
84.‑
阻塞步骤,在该步骤期间,阻塞第一条带102与第二条带104之间的区域,在所述区域中,焊缝之间的区域在第一条带102和第二条带104的一个边缘处敞开,
85.‑
加压步骤,在该步骤期间,将压缩流体通过第一条带102和第二条带104的另一个边进行注射,以将条带102和104膨胀到阴模中,其中,焊缝之间的区域在第一条带102和第二条带104之间敞开,以及
86.‑
打开步骤,在该步骤期间,打开在阻塞步骤中阻塞的区域。
87.在针307a和反307b运动之后,或者通过依次激活多排针307a和反针307b,对每个焊缝重复焊接步骤。
88.图2中所示的第一实施例和图3中所示的的第二实施例共同的制造方法依次包括:
89.‑
叠放步骤,在该步骤期间,两个条带102、104叠放在彼此之上,
90.‑
焊接步骤,在该步骤期间,将两个条带102和104沿着焊缝焊接在一起,
91.‑
阻塞步骤,在该步骤期间,阻塞第一条带102与第二条带104之间的区域,其中,焊缝之间的区域在第一条带102和第二条带104的边缘50、52中的一个边缘处敞开,
92.‑
加压步骤,在该步骤期间,将压缩流体通过第一条带102和第二条带104的另一边缘52、50进行注射,以使条带102和104膨胀,其中,焊缝之间的区域在第一条带102和第二条带104之间敞开,以及
93.‑
打开步骤,在该步骤期间,打开在阻塞步骤中阻塞的区域。
94.在第一实施例中,叠放步骤依次包括第一定位步骤、第二定位步骤和覆盖步骤,在第一定位步骤期间,将第一条带102定位在基座202上,在第二定位步骤期间,将第二条带104定位在第一条带102上,而在覆盖步骤期间,将支撑部分206a
‑
b布置在第二条带104上。接着,焊接步骤包括焊接单元210沿着焊接通道208的运动,以沿着焊缝将两个条带102和104焊接在一起。
95.在第二实施例中,叠放步骤依次包括第一定位步骤、第二定位步骤和覆盖步骤,在第一定位步骤期间,将第一条带102定位在模具302上,在第二定位步骤期间,将第二条带104定位在第一条带102上,而在覆盖步骤期间,将反模具303定位在第二条带104上。
96.图4示出了作为根据本发明的第三实施例的方法的一部分的、用于将钛或钛合金制成的两个条带102和104成形到板100中的工具400。
97.工具400包括在这种情况下形成基座的模具402、定位在模具402上方的反模具403以及焊接工具404。
98.两个条带102和104布置在模具402和反模具403之间。
99.模具402和反模具403具有多个焊接元件406,例如电阻加热元件,多个焊接元件排成多排,并且模具402和反模具403的焊接元件406对准,在该情形下垂直对准。
100.焊接工具404具有在模具402和反模具403上成(多)排分布的多个焊接元件406,以及为焊接元件406供电以产生电弧的电流发生器,电弧产生温度升高,该温度升高将条带102和104焊接在一起。
101.在每排焊接元件406处形成焊缝。
102.模具402和反模具403还具有与待形成的通道150的压痕相对应的阴模408a
‑
b。
103.焊接元件406和阴模408a
‑
b制成在设置为抵靠条带102和104的模具402和反模具403的面上。
104.板100的制造原理涉及将两个条带102和104的所有边缘焊接在一起,从而在其中形成封闭的容积。然后例如通过通入该封闭的容积的管道409将加压流体注入该封闭的容积。然后将模具402和反模具403放在一起以迫使两个条带102和104在焊接元件406之间接触。在该步骤期间,阻塞管道409,以防止加压流体泄漏,并且同时通过将加压流体的体积保持在封闭的容积中,条带102和104变形到阴模408a
‑
b中,从形成通道150。然后,激活焊接元件406以沿着焊缝焊接两个条带102和104。然后,例如通过切割条带102和104的边缘来打开传热流体流经的通道150的端部。
105.一旦焊接工具404已完成所有焊缝,则焊缝之间的区域,即两个条带102和104在其中没有被焊接在一起的区域已因此变形,形成板100的通道150。
106.在通道150的端部已经被打开之后,焊缝之间的区域在条带102和104的边缘处敞
开,并因此分别延伸远至板100的第一边缘和板100的第二边缘。
107.根据第三实施例的用于制造热交换器的板100的方法依次包括:
108.‑
第一定位步骤,在该步骤期间,将第二条带104定位在第一条带102上,
109.‑
第一焊接步骤,在该步骤期间,将两个条带102和104的边缘焊接在一起以形成封闭的容积,
110.‑
加压步骤,在该步骤期间,将压缩流体注入到封闭的容积中以使封闭的容积充胀,
111.‑
第二定位步骤,在该步骤期间,将充胀的条带102、104定位在模具402与反模具403之间,其中,模具402具有焊接元件406和阴模408a,并且其中,反模具403具有与模具402的焊接元件406对准的焊接元件406以及与模具402的阴模408a对准的阴模408b,
112.‑
夹紧步骤,在该步骤期间,将模具402和反模具403放在一起,使得两个条带102和104沿着焊接元件406接触并且在阴模408a
‑
b中变形,以及
113.‑
第二焊接步骤,在该步骤期间,激活焊接元件406以将两个条带102、104沿着焊缝焊接在一起。
114.加压流体可以例如是空气、油或任何其它合适的流体。
115.可以堆叠这样的热交换器100以紧固热交换器100的变形(部)106、108,并使之与布置在顶部(上部)的另一热交换器100的变形(部)108、106接触,从而形成由两个热交换器100的变形部106和108和经焊接的区域、即通道150之间的区域界定的开放通道。因此,在燃料电池的情况下,冷却液可以流过通道150以提供热交换功能,而空气和氢气可以流经因此所形成的开放通道。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1