经由增材制造来定制风力涡轮台板的方法与流程
经由增材制造来定制风力涡轮台板的方法
1.相关申请该申请要求享有于2018年9月17日提交的美国序列号16/132,657的优先权,其通过引用以其整体结合于本文中。
技术领域
2.本公开内容大体上涉及风力涡轮,且更特别地涉及用于经由增材制造来定制风力涡轮台板的方法。
背景技术:
3.大体上,风力涡轮包括塔架、安装在塔架上的机舱以及联接到机舱的转子。转子大体上包括可旋转毂以及联接到毂且从毂向外延伸的多个转子叶片。每个转子叶片可围绕毂间隔,以便于旋转转子来使动能能够转换为可用的机械能,其然后可传送到设置在机舱内的发电机以用于电能的产生。典型地,使用齿轮箱响应于转子的旋转来驱动发电机。例如,齿轮箱可构造成使由转子提供的低速高转矩输入转换成可驱动发电机的高速低转矩输出。另外,风力涡轮包括支承机舱内的各种构件的台板。台板是机舱的主要结构部件,其反作用于从转子叶片通过塔架并到地面的负载。
4.更特别地,图1示出根据常规构造的风力涡轮台板1的一个实施例的透视图。如示出的,台板1最少支承风力涡轮的主轴2和齿轮箱(未示出)。因此,台板1设计成将推力、转矩和弯矩从主轴2和齿轮箱传递到塔架。另外,台板1设计成使用适当的材料和特征来用于支承内部的风力涡轮设备和/或各种栓接的连接件(诸如转矩臂、偏航驱动器等)。
5.典型的风力涡轮台板经由砂型铸造使用延性铸铁来形成。因此,常规台板的总体形状和设计由铸造工艺的制造能力所限制。另外,由于给定的风力涡轮模型可在不同的环境中操作,风力涡轮台板大体上设计成处理多种风力负载状况。因而,取决于特定风力涡轮位点的风况,许多台板是过度设计或设计不足的。
6.相应地,解决前述问题的用于风力涡轮的改进台板和制造其的方法在本领域中将受欢迎。
技术实现要素:
7.本发明的方面和优点将在以下描述中部分地阐述,或可从描述中明显,或可通过实施本发明来获悉。
8.在一方面,本公开内容涉及一种用于为具有不同负载需求的多个风力涡轮定制台板的方法。方法包括为台板形成多个基本体,其包括台板中一个的近净形状。此外,方法包括确定风力涡轮中每个的台板的负载需求。此外,方法包括经由增材制造工艺将增材施加到多个基本体的外表面,以便定制台板中每个的结构能力,使得台板中每个的结构能力可承受关于风力涡轮中每个的负载需求。相应地,多个基本体中每个的结构能力可相同或可不同。
9.在一个实施例中,方法可包括经由铸造工艺或焊接中的至少一种为台板形成多个基本体。例如,在特定实施例中,铸造工艺可包括将液体材料倾注到台板的基本体的模具中,以及允许液体材料在模具中固化,以便形成台板的多个基本体。在另一实施例中,方法可包括由钢、铸钢、铁或延性铁中的至少一种为台板形成多个基本体。
10.在此外的实施例中,确定风力涡轮中每个的台板的负载需求的步骤可包括经由在控制器中编程的拓扑优化模块来接收关于台板的一个或多个边界条件,以及经由拓扑优化模块基于关于台板的一个或多个边界条件为台板中的每个确定优化的负载路径。
11.在额外的实施例中,经由增材制造工艺将增材施加到多个基本体的外表面的步骤可包括在多个基本体中每个的外表面上的一个或多个位置处打印一个或多个结构部件以对应于优化的负载路径。因而,方法可包括将增材按需要施加到多个基本体的外表面。
12.在某些实施例中,本文中描述的增材制造工艺可包括例如定向能量沉积、粘结剂喷射、材料喷射或任何其它合适的增材制造技术。因而,在增材制造工艺中使用的增材可包括钢合金、铁合金或其组合或类似物。
13.在另一方面,本公开内容涉及一种用于制造风力涡轮的台板的方法。方法包括形成风力涡轮的台板的基本体,其包括台板的近净形状。方法还包括确定风力涡轮的台板的负载需求。因此,方法包括经由增材制造工艺将增材施加到台板的基本体的外表面,以便定制台板的结构能力,使得台板的结构能力可承受台板的负载需求。还应理解的是,方法还可包括本文中描述的额外特征和/或步骤中的任一个。
14.在又一方面,本公开内容涉及一种风力涡轮。风力涡轮包括:塔架;机舱,其安装在塔架顶上;转子,其固定到机舱,该转子具有可旋转毂和安装到毂的多个转子叶片;以及台板,其定位在机舱内且固定到机舱。此外,台板包括:基本体,其经由铸造或焊接中的至少一种形成;以及一个或多个增材区域,其经由增材制造工艺施加到基本体的外表面,使得台板的结构能力设计成承受台板的负载需求。还应理解的是,风力涡轮还可包括本文中描述的额外特征中的任一个。
15.参照以下描述和所附权利要求书,本发明的这些及其它特征、方面和优点将变得更好理解。结合于该说明书中且构成该说明书的一部分的附图示出本发明的实施例,且与描述一起用来解释本发明的原理。
附图说明
16.针对本领域普通技术人员的本发明的完整且开放(enabling)的公开内容(包括其最佳模式)在参照附图的说明书中阐述,在附图中:图1示出根据常规构造的风力涡轮的台板的透视图;图2示出根据本公开内容的风力涡轮的一个实施例的透视图;图3示出根据本公开内容的风力涡轮的机舱的一个实施例的详细内部视图;图4示出根据本公开内容的风力涡轮的台板的一个实施例的透视图;图5示出根据本公开内容的用于制造风力涡轮的台板的方法的一个实施例的流程图;图6示出根据本公开内容的用于为风力涡轮的台板确定优化的负载路径的控制器的一个实施例的示意图;以及
图7示出根据本公开内容的用于为具有不同负载需求的多个风力涡轮定制台板的方法的一个实施例的流程图。
具体实施方式
17.现在将详细地参照本发明的实施例,其一个或多个示例在图中示出。每个示例提供作为本发明的解释,不是本发明的限制。事实上,对本领域技术人员将明显的是,在不脱离本发明的范围或精神的情况下,可在本发明中进行各种修改和变化。例如,示出或描述为一个实施例的部分的特征可供另一实施例使用,以产生还此外的实施例。因此,意在使本发明涵盖如归于所附权利要求书和其等同物的范围内的此类修改和变化。
18.大体上,本公开内容涉及一种用于制造风力涡轮的台板的方法。方法包括形成能够满足关于大多数风力涡轮位点的负载需求的轻量铸造台板,从而减少成本和使用更少的材料。对于其中由于较高的负载导致需要额外结构的风力涡轮位点,可使用增材制造工艺,例如将肋和/或其它结构部件增加到铸造构件,从而使台板能够承受较高的负载。
19.因此,本公开内容提供现有技术中不存在的许多优点。例如,本公开内容的台板可为特定的风力涡轮位点定制,从而避免在大多数应用中过度设计台板的问题。通过使得能够用增材制造工艺按需要定制,本公开内容的台板可特别地设计成仅在需要时适应较高的风力负载环境。
20.现在参照图,图2示出根据本公开内容的风力涡轮10的一个实施例的透视图。如示出的,风力涡轮10大体上包括从支承表面14延伸的塔架12、安装在塔架12上的机舱16以及联接到机舱16的转子18。转子18包括可旋转毂20以及联接到毂20且从毂22向外延伸的至少一个转子叶片22。例如,在示出的实施例中,转子18包括三个转子叶片22。然而,在备选实施例中,转子18可包括多于或少于三个转子叶片22。每个转子叶片22可围绕毂20间隔,以便于旋转转子18来使动能能够从风转换为可用的机械能,且随后转换为电能。例如,毂20可以可旋转地联接到定位在机舱16内的发电机24(图3)以允许产生电能。
21.风力涡轮10还可包括集中在机舱16内的风力涡轮控制器26。然而,在其它实施例中,控制器26可位于风力涡轮10的任何其它构件内或风力涡轮外的位置处。此外,控制器26可通信地联接到风力涡轮10的任何数量的构件,以便控制构件。因而,控制器26可包括计算机或其它合适的处理单元。因此,在若干实施例中,控制器26可包括合适的计算机可读指令,该指令在实施时使控制器26配置成执行各种不同的功能,诸如接收、传送和/或执行风力涡轮控制信号。
22.现在参照图3,示出图2中示出的风力涡轮10的机舱16的一个实施例的简化内部视图。如示出的,风力涡轮10包括容纳在机舱16内的发电机24,其联接到转子18以用于从由转子18生成的旋转能产生电功率。例如,如示出的,转子18可包括转子轴34,其联接到毂20以用于与其旋转。转子轴34继而可通过齿轮箱38可旋转地联接到发电机24的发电机轴36,该齿轮箱38由转矩支承件50连接到台板支承框架48。如大体上理解的,转子轴34可响应于转子叶片22和毂20的旋转向齿轮箱38提供低速高转矩输入。齿轮箱38然后可构造成将低速高转矩输入转换成高速低转矩输出,以驱动发电机轴36以及因此发电机24。
23.每个转子叶片22还可包括变桨调整机构32,该变桨调整机构32构造成使每个转子叶片22围绕其变桨轴线28旋转。此外,每个变桨调整机构32可包括变桨驱动马达40(例如,
任何合适的电动、液压或气动马达)、变桨驱动齿轮箱42和变桨驱动小齿轮44。在此类实施例中,变桨驱动马达40可联接到变桨驱动齿轮箱42,使得变桨驱动马达40将机械力赋予变桨驱动齿轮箱42。类似地,变桨驱动齿轮箱42可联接到变桨驱动小齿轮44以用于与其旋转。变桨驱动小齿轮44继而可与联接在毂20与对应的转子叶片22之间的变桨轴承46旋转接合,使得变桨驱动小齿轮44的旋转引起变桨轴承46的旋转。因此,在此类实施例中,变桨驱动马达40的旋转驱动变桨驱动齿轮箱42和变桨驱动小齿轮44,从而使变桨轴承46和转子叶片22围绕变桨轴线28旋转。类似地,风力涡轮10可包括通信地联接到控制器26的一个或多个偏航驱动机构52,其中每个偏航驱动机构52构造成改变机舱16相对于风的角度(例如,通过接合风力涡轮10的偏航轴承54)。
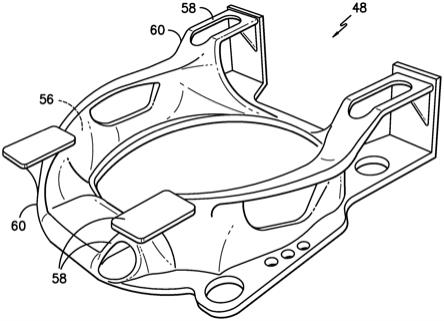
24.现在参照图4,示出根据本公开内容的台板48的一个实施例的详细透视图。如示出的,台板48包括:基本体56,其经由铸造或焊接中的至少一种形成;以及一个或多个增材58区域,其经由增材制造工艺施加到基本体56的外表面60,使得台板48的结构能力设计成承受台板48的负载需求。
25.现在参照图5,示出用于制造风力涡轮10的台板的方法100的一个实施例的一个实施例的流程图。大体上,本文中将参照图2和图3中示出的风力涡轮10和台板48来描述方法100。然而,应了解的是,所公开的方法100可用具有任何其它合适构造的风力涡轮来实施。另外,虽然图5出于示出和论述的目的描绘以特定的顺序执行的步骤,本文中论述的方法不限于任何特定的顺序或布置。使用本文中提供的公开内容,本领域技术人员将了解,本文中公开的方法的各种步骤可在不脱离本公开内容的范围的情况下以各种方式省略、重新布置、组合和/或调整。
26.如(102)处示出的,方法100可包括形成台板48的基本体56。因而,台板48的基本体56大体上形成台板48的近净形状。如本文中使用的,近净形状大体上指非常接近于最终(净)形状的零件,从而减少对增材制造处理的需要。因而,近净形状减少所需要的精加工,诸如机加工或磨削。
27.例如,在一个实施例中,方法100可包括经由铸造或焊接来形成台板48的基本体56。在此类实施例中,铸造工艺可包括将液体材料倾注到台板48的基本体56的模具中,以及允许液体材料在模具中固化,以便形成台板48的基本体56。在另一实施例中,方法可包括由钢、铸钢、铁、延性铁或具有期望的强度和/或结构特性的任何其它合适的材料形成台板48的基本体56。
28.仍参照图5,如(104)处示出的,方法100可包括确定风力涡轮10的台板48的负载需求。更特别地,在一个实施例中,负载需求可经由拓扑优化来确定。如本文中使用的,拓扑优化大体上指一种数学方法,该数学方法对于给定的成组的负载、边界条件和约束以最大限度地增加系统性能的目标来优化在给定的设计空间内的材料布局。更特别地,如图6中示出的,示出配置成确定关于台板48的负载需求的控制器62的一个实施例的示意图。如示出的,控制器62可包括拓扑优化模块64,该拓扑优化模块64配置成接收关于台板48和/或一个或多个负载68(例如,主轴负载、转矩、推力等)的一个或多个边界条件66或约束。
29.应理解的是,本文中描述的控制器可包括一个或多个处理器和相关联的存储器装置,其配置成执行多种计算机实施的功能(例如,执行方法、步骤、计算等以及存储如本文中公开的相关数据)。如本文中使用的,用语“处理器”不仅指本领域中被认为是包括于计算机
中的集成电路,而且指控制器、微型控制器、微型计算机、可编程逻辑控制器(plc)、专用集成电路以及其它可编程电路。本文中描述的处理器还可配置成计算先进的控制算法且以多种ethernet或基于串行的协议(modbus、opc、can等)通信。另外,存储器装置大体上可包括存储器元件,其包括但不限于计算机可读介质(例如,随机存取存储器(ram)、计算机可读非易失性介质(例如,闪速存储器)、软盘、高密度光盘
‑
只读存储器(cd
‑
rom)、磁光盘(mod)、数字多功能盘(dvd)和/或其它合适的存储器元件)。此类存储器装置大体上可配置成存储合适的计算机可读指令,该指令在由处理器实施时使控制器62配置成执行如本文中描述的各种功能。
30.更特别地,在一个实施例中,控制器62的拓扑优化模块64可接收台板48的基本设计。例如,台板48的基本设计可为初始的潜在过度设计的形状。因而,拓扑优化模块64配置成通过简化对于网格划分(mesh)来说任何复杂的特征来简化基本设计。因此,台板48的基本设计的简化配置成在保持接口(interface)的同时最大限度地增加设计空间。拓扑优化模块64然后配置成增加接口(例如,其对应于主轴34、转矩臂50、偏航驱动机构52等)且将边界条件/约束66应用于简化的基本设计。因此,拓扑优化模块64可基于关于台板48的一个或多个边界条件66和/或负载68来为台板48确定优化的负载路径70。如72处示出的,优化的负载路径70还可以可选地后处理,例如以使表面平滑和/或为台板设计提供对称性。
31.因此,往回参照图5,如(106)处示出的,方法100可包括经由增材制造工艺将增材58施加到台板48的基本体56的外表面60,以便定制台板48的结构能力,使得台板48的结构能力可承受台板48的负载需求。换句话说,方法100包括使用优化的负载路径70作为用于将增材58施加到基本体56的路线图。
32.如本文中使用的,增材制造大体上指用来产生三维物体的工艺,其中在计算机控制下沉积或形成材料层来产生物体。因此,在某些实施例中,本文中描述的增材制造工艺可包括例如定向能量沉积、粘结剂喷射、材料喷射或任何其它合适的增材制造技术。因此,在一个实施例中,增材58可经由计算机数字控制(cnc)装置来逐层地沉积到台板48的基本体56上以累积增材58来形成一个或多个结构部件74,该结构部件74增加台板48的结构能力。因此,在一个实施例中,可通过在基本体56的外表面60上的一个或多个位置处打印一个或多个结构部件74以对应于优化的负载路径来将增材58施加到基本体56的外表面60。因而,方法100可包括将增材58按需要施加到台板48的基本体56的外表面60。在此外的实施例中,在增材制造工艺中使用的增材58可包括例如钢合金、铁合金或其组合或类似物。
33.现在参照图7,示出用于为具有不同负载需求的多个风力涡轮定制台板的方法200的一个实施例的一个实施例的流程图。大体上,本文中将参照图2和图3中示出的风力涡轮10来描述方法100。然而,应了解的是,所公开的方法100可用具有任何其它合适构造的风力涡轮来实施。另外,虽然图7出于示出和论述的目的描绘以特定的顺序执行的步骤,本文中论述的方法不限于任何特定的顺序或布置。使用本文中提供的公开内容,本领域技术人员将了解,本文中公开的方法的各种步骤可在不脱离本公开内容的范围的情况下以各种方式省略、重新布置、组合和/或调整。
34.如(202)处示出的,方法200可包括为台板48形成多个基本体56,其各自形成台板48中一个的近净形状。如(204)处示出的,方法200可包括确定风力涡轮10中每个的台板48的负载需求。例如,如提到的,拓扑优化模块64配置成为多个台板48生成优化的负载路径。
如(206)处示出的,方法200可包括经由增材制造工艺将增材58施加到多个基本体56的外表面60,以便定制台板48中每个的结构能力,使得台板48中每个的结构能力可承受关于风力涡轮10中每个的负载需求。相应地,多个基本体48中每个的结构能力可相同或可不同。
35.相应地,方法200配置成影响(leverage)增材制造以定制和增进基本铸造台板的设计,以便改进台板的结构能力,使得它可在不设计全新台板或风力涡轮的情况下在具有高于平均的负载的区域中使用。因此,增材技术可使得能够具有可为给定的风力涡轮位点定制的多个台板设计。
36.该书面描述使用示例来公开本发明(包括最佳模式),且还使本领域的任何技术人员能够实施本发明,包括制作和使用任何装置或系统以及执行任何结合的方法。本发明的可申请专利的范围由权利要求书限定,且可包括本领域技术人员想到的其它示例。如果此类其它示例包括不异于权利要求书的字面语言的结构元件,或如果它们包括与权利要求书的字面语言具有非实质性差异的等同结构元件,此类其它示例意在处于权利要求书的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1