花键间隔去齿加工刀具的制作方法
[0001]
本发明涉及机加工刀具技术领域,具体是一种花键间隔去齿加工刀具。
背景技术:
[0002]
一般渐开线花键插齿用的刀具都是传统的结构参数,但由于现在传动功能需要导致结构发生了一些新变化:要在圆周上间隔均匀去齿,齿数减少一半后,齿槽变宽了,相当于一个大变位的花键。
[0003]
如图1所示,原加工技术为:普通插齿刀插完花键后,其去齿部分需要再设计另外刀具进行加工。但这样做,既增加了工件的装夹次数和加工成本,又降低了效率,而且齿根处也没法做到圆滑过渡,经过热处理后,容易造成应力集中,影响工件使用寿命。因此,设计一种综合性的新型插齿刀已成为刀具设计中要解决的关键技术难题。
技术实现要素:
[0004]
针对背景技术中存在的问题,本发明的目的在于提供一种直接一次插削完成正常齿和间隔齿直接加工出所需产品的花键间隔去齿加工刀具。
[0005]
为了达到上述目的,本发明设计的花键间隔去齿加工刀具,获取原始加工刀具的齿槽宽、节距、压力角、大径、小径,其特征在于:花键间隔去齿加工刀具的分度圆直径、基圆直径、压力角、大经、小径与原始加工刀具相同,齿数与待加工花键齿数相同,齿槽宽与原始加工刀具的齿槽宽相同,节距为原始加工刀具节距的两倍。
[0006]
优选的,前角γ的范围为5
°±
1.0
°
。
[0007]
优选的,齿顶后角α
e
的范围为6
°±
1.0
°
。
[0008]
优选的,侧后角α
c
的范围为3
°±
0.5
°
。
[0009]
优选的,花键间隔去齿加工刀具的结构为碗形或盘形或锥柄。
[0010]
本发明的有益效果是:本发明利用渐开线形成原理,对原有渐开线参数进行转换。让去齿渐开线齿形一次加工完成;齿根处没有去齿接刀痕迹,圆滑过渡;插齿时只需按新的模数和齿数来调整机床,直接一次插削完成正常齿和间隔齿。;减少去齿时间、设备和人员的投入。
附图说明
[0011]
图1是现有插齿刀的结构示意图
[0012]
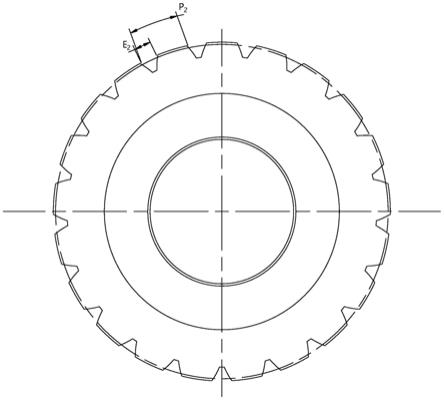
图2是本发明的结构示意图
[0013]
图3是本发明的剖视示意图
[0014]
图4是本发明齿形结构示意图
[0015]
图5是图4中的a-a剖视示意图
具体实施方式
[0016]
下面通过图2~图5以及列举本发明的一些可选实施例的方式,对本发明的技术方案(包括优选技术方案)做进一步的详细描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0017]
如图1所示,为现有插齿刀结构,以表一参数作为示例,齿数38,但是加工好的产品的实际实数为19齿。
[0018]
表一
[0019][0020]
原始的方法是根据图纸原始参数:模数m
1
=1.75,齿数z
1
=38,压力角α
f1
=30
°
,齿厚s
f1
=2.578-2.645,大经小径设计插齿刀,如图1所示,用上述齿形参数设计的插齿刀加工出38齿后,再用单插刀去齿。
[0021]
如图2至图5所示,本发明设计的花键间隔去齿加工刀具采用的齿形参数:模数m
2
=2*m
1
=3.5,齿数z
2
=z
1
/2=19,分圆齿厚s
f2
=s
f1
=2.578-2.645,大径2.645,大径小径来设计新插齿刀。
[0022]
本发明设计的花键间隔去齿加工刀具的齿槽宽e
2
=3.759,节距p
2
=2p
1
=2m
1
*π=10.996,插齿时按照新的模数m
2
=3.5和新的齿数z
2
=19来调整机床,如此即可一次性加工出所需产品的齿形。
[0023]
优选的,前角γ的范围为5
°±
1.0
°
。
[0024]
优选的,齿顶后角α
e
的范围为6
°±
1.0
°
。
[0025]
优选的,侧后角α
c
的范围为3
°±
0.5
°
。
[0026]
本发明的基本结构形式和普通的标准插齿刀基本相同。根据工件、夹具和插齿机等条件确定插齿刀结构是碗形、盘形还是锥柄。
[0027]
本领域技术人员容易理解,以上仅为本发明的较佳实施例而已,并不以限制本发明,凡在本发明的精神和原则下所做的任何修改、组合、替换、改进等均包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1