减速机构棘齿加工滚刀的制作方法
[0001]
本发明涉及机加工刀具技术领域,具体是一种加工微型棘齿,尤其是用于减速机构棘齿加工滚刀。
背景技术:
[0002]
某减速器大齿圈棘齿的大径为小径为与它相配的分动箱前壳体的直径为也就是说,在压配减速器大齿圈时,靠前面圆柱导向,棘齿要全部嵌入前壳体(铝合金材料)内部,使之与前壳体安全、有机地联为一体。棘齿主要起传扭防转的作用。为了保证棘齿与壳体配合良好,提高其使用性能和寿命,因此,对棘齿的齿形有精确的要求,棘齿齿形是由齿根大圆弧、两侧短直线、齿顶小圆弧(可不加工)和齿根小段过渡曲线组成。
[0003]
如图1所示,某种减速器齿圈外圆有110个均布的微型棘齿,棘齿的齿厚非常的薄(齿顶为0.2mm,齿根0.6mm,齿高0.5mm)见图2。目前,常用的最直接的两种加工方式就是:(1)、采用成形铣刀,逐齿分度加工。(2)、利用线切割切成形。这两种加工方式的效率都较低。一旦分度不准确,棘齿就会整个被铣掉,造成齿圈的报废;而且棘齿的小径尺寸φ164.350-0.04也很难保证。
[0004]
目前都是采用成形铣削法加工,但要求设备分度精度高,刀具成本也高。试制时采用线切割加工,但效率太低,不能满足量产要求。
[0005]
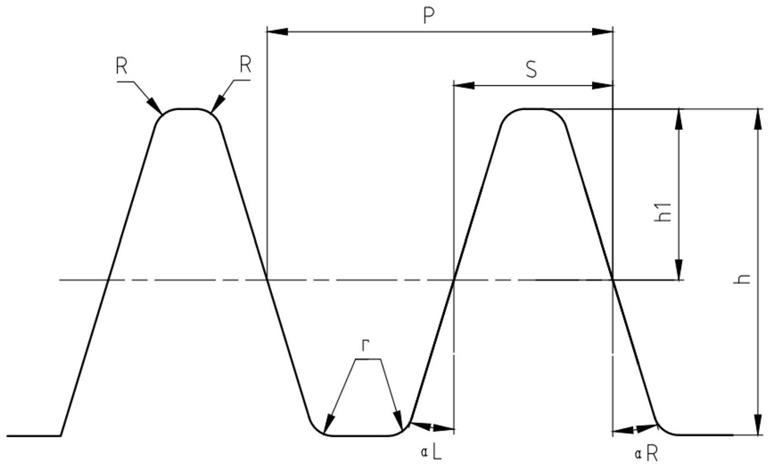
如图3所示,通用滚刀节圆齿厚s/节距p≈0.5;通用滚刀齿全高h
min
≥(制件齿高)+0.3
·
m,m为模数;槽底宽b
min
>0.5mm。
[0006]
为了保证棘齿与壳体配合良好,提高其使用性能和寿命,因此,对棘齿的齿形有精确的要求,棘齿齿形是由齿根大圆弧、两侧短直线、齿顶小圆弧(可不加工)和齿根小段过渡曲线组成,现有滚刀均无法做到上述要求。
技术实现要素:
[0007]
针对背景技术存在的问题,本发明的目的在于提供一种耐用性好、生产效率高、可以加工微型棘齿的减速机构棘齿加工滚刀。
[0008]
为了达到上述目的,本发明设计的减速机构棘齿加工滚刀,包括刀体,其特征在于:切削刃螺旋分布在刀体表面,切削刃的齿顶呈直线型,相邻的切削刃之间设有容屑槽,槽底宽小于待加工零件的齿顶厚。
[0009]
优选的,分度圆齿厚与节距的比值s/p≥0.7。
[0010]
优选的,螺旋升角为0.7
°
~3
°
。
[0011]
优选的,前角为8
°
~12
°
。
[0012]
优选的,所述容屑槽为直槽。
[0013]
优选的,所述容屑槽的槽形角为22
°
~26
°
。
[0014]
本发明的有益效果是:本发明结构简单,但在加工齿根大圆弧、两侧短直线的齿形时,可保证棘齿齿形的加工简便和精确,大大提高了其生产效率。
附图说明
[0015]
图1是待加工零件的局部示意图
[0016]
图2是图1中a处的放大示意图
[0017]
图3是现有滚刀前面齿形放大图
[0018]
图4是本发明的截面图
[0019]
图5是本发明前面齿形放大图
具体实施方式
[0020]
下面通过图4和图5以及列举本发明的一些可选实施例的方式,对本发明的技术方案(包括优选技术方案)做进一步的详细描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0021]
下面以背景技术中提到的零件为例,阐述本发明的结构。
[0022]
如图4和图5所示,本例中,减速机构棘齿加工滚刀,包括刀体1,切削刃2螺旋分布在刀体1表面,切削刃2的齿顶呈直线型,相邻的切削刃2之间设有容屑槽3,槽底宽小于待加工零件的齿顶厚。
[0023]
本发明的节距p=4.709mm,齿数z=12,螺旋升角为1
°
22
’
28",前角为10
°
。
[0024]
滚刀齿形角α
l
=21
°
54
’
18",α
r
=21
°
29
’
22"为产品的齿形角,α=21
°
47'取值范围在
±
2
°
之内;
[0025]
分度圆齿厚/节距:s/p=4.079/4.908≈0.87,大于0.7;
[0026]
齿顶齿槽:p-s=0.612>待加工零件的齿根宽;
[0027]
齿全高h
min
=0.64>待加工零件的齿高;
[0028]
槽底宽b
min
=0.1<待加工零件的齿顶厚。
[0029]
容屑槽的槽形角为24
°
,槽底为圆弧。
[0030]
本领域技术人员容易理解,以上仅为本发明的较佳实施例而已,并不以限制本发明,凡在本发明的精神和原则下所做的任何修改、组合、替换、改进等均包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1