一种制备高性能铁磁性靶材的方法与流程
1.本发明属于靶材制备技术领域,特别涉及一种制备高性能铁磁性靶材的方法。
背景技术:
2.磁控溅射技术是利用磁场控制辉光放电产生的等离子体来轰击出靶材表面的粒子并使其沉积到基片表面的一种技术,制备的薄膜致密度高、附着力强,是半导体领域制备金属电子薄膜的主要方法之一。但是,对于高导磁性靶材,特别是fe、co、ni及合金等高饱和磁感应强度的靶材,由于材料具有对磁场屏蔽的作用,往往很难发生溅射。解决这一根本问题的办法是降低材料的磁导率,降低铁磁性材料磁屏蔽效应,增加靶材表面磁场。通常定义溅射磁场中近靶材表面同一位置有靶材存在时的磁场强度和无靶时的磁场强度之比为透磁率(ptf)。透磁率越高,靶材表面的磁场强度越高,靶材越容易发生溅射。
3.影响铁磁性靶材透磁率的因素有很多,主要包括微观组织织构、厚度及内应力等因素。通过增加靶材内应力,可以有效抑制铁磁性材料中磁畴的转动,这样可以降低磁性材料的饱和磁感应强度,进而降低靶材磁导率。因此,铁磁性靶材可以通过变形来提高透磁率。为了增加应力,专利us5468305采用对靶坯进行冷轧,引入应力,降低niptcr合金靶材磁导率。专利us1586877采用拉伸变形提升靶材透磁率。由于铁磁性靶材透磁率影响着溅射速率,因此,为了保证薄膜均匀性,需要保证靶材透磁率具有较高的均匀性。然而,采用以上专利方法提高靶材透磁率,都会由于应力分布不均匀而使靶材透磁率不均匀,导致靶材使用寿命或溅射薄膜性能无法满足半导体器件或集成电路芯片的严格要求。
技术实现要素:
4.为了克服常规方法制备的靶坯透磁率较低、无法满足正常溅射使用的问题。本发明的目的在于提供一种制备高性能铁磁性靶材的方法,具体技术方案如下:
5.一种制备高性能铁磁性靶材的方法,包括将铁磁性靶坯通过旋压使靶坯均匀变形的步骤。本发明所述的铁磁性靶坯材质为含有铁磁性能的材质,如高纯co、ni、co
‑
fe、ni
‑
fe或pt≤30wt%的ni
‑
pt合金等。
6.进一步地,所述铁磁性靶坯的初始厚度3
‑
5mm,铁磁性靶坯优选为圆形靶坯。
7.进一步地,所述旋压为以圆形铁磁性靶坯圆心为中心点进行旋压,通过旋压控制靶坯厚度与形状。
8.优选地,所述旋压用模具底部设置永磁铁,使靶坯可固定在模具表面。
9.进一步地,所述旋压总的压下变形量为5%
‑
30%,压下道次变形量5%
‑
15%。旋压主轴转速300
‑
2000转/分钟,旋轮进给速度50
‑
300米/分钟。旋压后靶坯形状为平面型、球面型或异型。
10.进一步地,旋压前,铁磁性靶坯通过将高纯铁磁性金属铸锭进行锻造、轧制、再结晶热处理得到板坯,对所得板坯机加工为圆形靶坯制得。其中,再结晶热处理的参数为300
‑
1000℃,具体需要根据材料种类确定。
11.旋压后,对所得靶坯进行焊接、机加工,得到铁磁性靶材。
12.相比所述板坯,利用本发明方法得到的铁磁性靶材透磁率增加20%以上,圆周方向透磁率波动≤1%。
13.本发明的有益效果为:本发明通过旋压变形提升靶材透磁率,进而提升溅射速率。利用本发明方法旋压后的靶坯表面光亮,制备的铁磁性金属靶材透磁率高、均匀性好;利用自动数控旋压设备可批量制备出高透磁、高均匀性的铁磁性靶材,适用于半导体器件及集成电路芯片制造领域。
附图说明
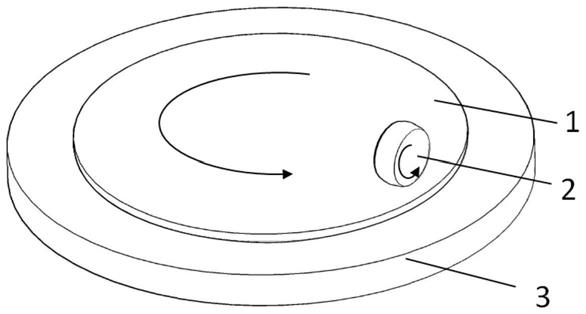
14.图1为平面型铁磁性靶坯旋压示意图。
15.图2为球面型铁磁性靶坯旋压示意图。
16.图3为异型铁磁性靶坯旋压示意图。
17.标号说明:1
‑
靶坯,2
‑
旋轮,3
‑
平面型模具,4
‑
球面型模具,5
‑
异型模具。
18.图4为本发明中实施例1中铁磁性靶材透磁率曲线。
19.图5为本发明中实施例2中铁磁性靶材透磁率曲线。
20.图6为本发明中对比例1铁磁性靶材透磁率曲线。
21.图7为本发明中对比例2铁磁性靶材透磁率曲线。
具体实施方式
22.本发明提供了一种制备高性能铁磁性靶材的方法,下面结合实施例和附图对本发明做进一步的说明。
23.本发明提供的制备高性能铁磁性靶材的方法,包括以下步骤:
24.(1)将高纯铁磁性金属铸锭进行锻造、轧制、再结晶热处理得到板坯,对所得板坯机加工为圆形靶坯,得到圆形铁磁性金属靶坯1,靶坯1初始厚度可以为3
‑
5mm。
25.(2)将铁磁性靶坯通过旋压使靶坯均匀变形,具体操作如图1
‑
3示意图所示。旋压过程中,靶坯1紧贴在永磁模具上,通过旋转旋轮2和平面型模具3、球面型模具4或异型模具5使靶坯1受力变形。靶坯1旋转的同时,旋轮2从靶坯1近中心位置向靶坯外沿移动,靶坯1沿着直径方向变形和流动而成型。
26.本发明的靶坯具有一定的塑形,可以保证靶坯旋压过程中能够按照模具形状发生变形。旋压用模具表面形状可根据靶材需要的形状进行设计,模具底部可增加永磁铁,这样靶坯可以固定在旋压用模具表面,对靶坯进行整体变形。图1
‑
3中分别给出了平面型靶坯、球面型靶坯和异型靶坯旋压过程示意图。
27.其中,旋压过程中需要控制靶坯变形量,总的压下变形量可控制在5%
‑
30%,保证靶材提高足够透磁率。还要控制压下道次变形量,通常控制在5%
‑
15%。根据不同材料对旋压主轴转速和旋轮进给速度进行控制进行调整,防止靶坯在变形过程中发生翘曲、开裂,旋压主轴转速300
‑
2000转/分钟和旋轮进给速度50
‑
300米/分钟。
28.利用图1所示旋压装置旋压后靶坯1形状为平面型,利用图2所示旋压装置旋压后靶坯1形状为球面型,利用图3所示旋压装置旋压后靶坯1形状为异型。靶坯1变形过程中在圆周方向和厚度方向均匀变形,靶坯变形均匀,应力圆周方向均匀分布。
29.(3)步骤(2)旋压后所得靶坯通过焊接与机加工完成靶材成品,厚度3mm。
30.所得靶材成品的透磁率可通过透磁仪在圆周方向检测透磁率,相比板坯,所得靶材成品的透磁率增加20%以上,圆周方向透磁率波动≤1%。
31.实施例1
32.将99.999%co锭在1100℃保温1h下,进行锻造;将锻锭在800℃下保温1h,然后进行热轧,轧制成5mm板坯,在500℃进行再结晶热处理;将板坯进行加工成圆形靶坯。圆形靶坯固定在平面型模具上进行旋压,总的压下变形量为20%,压下道次变形量5%。旋压主轴转速1000转/分钟和旋轮进给速度150米/分钟。旋压后靶坯直径达到350mm,厚度4mm。将所得靶坯进行焊接,并完成精密数控加工,靶材成品厚度3mm。制备的靶材透磁率数据如表1所示,铁磁性靶材透磁率曲线如图4所示。
33.实施例2
34.将99.995%ni锭在1000℃保温1h下,进行锻造;将锻锭700℃下保温1h,然后进行热轧,轧制成4.5mm板坯,在500℃进行再结晶热处理;将板坯进行加工成圆形靶坯。圆形靶坯固定在球面型模具上进行旋压,总的压下变形量为15%,压下道次变形量5%。旋压主轴转速1500转/分钟和旋轮进给速度150米/分钟。旋压后靶坯形成凸起的球面结构,直径达到350mm,厚度3.8mm。将所得靶坯进行焊接,并完成精密数控加工,靶材成品厚度3mm。制备的靶材透磁率数据如表1所示。铁磁性靶材透磁率曲线如图5所示。
35.实施例3
36.将99.99%ni
‑
15wt%pt锭在1100℃保温1h下,进行锻造;将锻锭在900℃下保温1h,然后进行热轧,轧制成4mm板坯,在800℃进行再结晶热处理;将板坯进行加工成圆形靶坯。圆形靶坯固定在异型模具上进行旋压,总的压下变形量为10%,压下道次变形量5%。旋压主轴转速1200转/分钟和旋轮进给速度200米/分钟。旋压后靶坯成为异型结构,厚度3.6mm。将所得靶坯与背板进行焊接,并完成精密数控加工,靶材成品厚度3mm。制备的靶材透磁率数据如表1所示。
37.对比例1
38.将99.999%co锭在1100℃保温1h下,进行锻造;将锻锭在800℃下保温1h,然后进行热轧,轧制成5mm板坯,在500℃进行再结晶热处理;将板坯进行十字轧制,总变形率20%,每次变形5%。冷轧后靶坯直径达到350mm,厚度4mm。将所得靶坯进行焊接,并完成精密数控加工,靶材成品厚度3mm。制备的靶材透磁率数据如表1所示。铁磁性靶材透磁率曲线如图6所示。
39.对比例2
40.将99.995%ni锭在1000℃保温1h下,进行锻造;将锻锭在700℃下保温1h,然后进行热轧,轧制成3.8mm板坯,在500℃进行再结晶热处理;将板坯加工成圆形靶坯,直径达到350mm。并将圆形靶坯固定在球面型模具上进行模压,模压后靶坯成为球型结构,厚度保持不变。将所得靶坯进行焊接,并完成精密数控加工,靶材成品厚度3mm。制备的靶材透磁率数据如表1所示,铁磁性靶材透磁率曲线如图7所示。
41.对比例3
42.将99.99%ni
‑
15wt%pt锭在1100℃保温1h下,进行锻造;将锻锭在900℃下保温1h,然后进行热轧,轧制成4mm板坯,总变形率10%,每次变形5%;轧制后在800℃进行再结
晶热处理;将板坯进行加工成圆形靶坯,直径达到350mm,厚度3.6mm;将圆形靶坯固定在异型模具上进行模压。将所得靶坯进行焊接,并完成精密数控加工,靶材成品厚度3mm。制备的靶材透磁率数据如表1所示。
43.表1给出了采用实施例及对比例中方法制备的铁磁性co、ni及ni
‑
15wt%pt靶的透磁率结果。表1中给出了采用锻造、轧制及热处理制备的初始板坯的透磁率及成品靶材透磁率,从表1可以看出,相比于初始板坯,实施例1~3制备的co、ni及ni
‑
15wt%pt靶材透磁率都有明显提高,均增加了20%以上,透磁率波动均在1%以下。对比例1~3制备得靶材透磁率虽有一定程度提高,但透磁率波动较大。从图6所示对比例1制备得靶材透磁率曲线图可以看出,透磁率波动出现四个峰值,角度差为90
°
,透磁波动达到2.79%。对比例2和对比例3中的ni和ni
‑
15wt%pt靶材透磁率得到提高,但由于模压引入的变形较小,且变形不均匀,因此透磁率增加低于20%,透磁率波动都达到了3%以上。
44.表1
45.样品编号初始板坯ptf(3mm)成品靶材ptf(3mm)ptf波动实施例143.06%77.17%0.61%实施例222.96%43.08%0.62%实施例322.23%42.25%0.65%对比例142.49%76.65%2.79%对比例222.22%35.25%3.94%对比例322.45%36.23%3.85%
46.可见,采用本发明专利方法制备的铁磁性靶材透磁率明显提高,均匀性优于常规的锻造加轧制或模压的工艺,达到了较好的透磁性能控制的需求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1