一种自动覆膜设备的制作方法
[0001]
本实用新型属于机动车和电动自行车号牌制作技术领域,具体涉及一种自动覆膜设备。
背景技术:
[0002]
传统的机动车和电动自行车号牌覆膜,一般通过机械落料,人工覆膜的方法进行机动车和电动自行车号牌的覆膜工作,且因为反光膜的拉伸延展特性,在覆膜过程中易出现覆膜位置偏差、反光膜过度拉伸等问题,且存在生产效率低、人力劳动强度大、人力成本高等技术问题。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是:提供一种自动覆膜设备,可自动纠正覆膜偏差,覆膜张力恒定可防止过度拉伸,自动化程度高,降低了人工劳动强度,节约了人力成本。
[0004]
为解决上述技术问题,本实用新型的技术方案是:
[0005]
一种自动覆膜设备,包括柜体,所述柜体上安装有电气控制系统、人机交互系统、放卷装置、收卷装置、覆膜输送装置,所述人机交互系统用于进行数据显示和数据设置;所述覆膜输送装置的上下两侧分别设置有反光膜贴合压紧装置和铝带贴合压紧装置,所述放卷装置和所述收卷装置均包括张力自动控制装置,所述柜体上还安装有反光膜自动纠偏装置、号牌铝带定位装置和用于检测已覆膜号牌铝带状态的物料感应装置;所述人机交互系统、所述覆膜输送装置、所述张力自动控制装置、所述反光膜自动纠偏装置和所述物料感应装置分别与所述电气控制系统电连接。
[0006]
进一步的,所述物料感应装置为激光感应器,所述激光感应器安装在所述柜体上已覆膜号牌铝带出料口一侧的下端。
[0007]
进一步的,所述号牌铝带定位装置设置有两个,分别位于所述覆膜输送装置的两侧。
[0008]
进一步的,所述号牌铝带定位装置包括导轨和两个竖向滑动安装在所述导轨上的定位滚筒,所述定位滚筒上设置有用于固定所述定位滚筒位置的锁紧把手。
[0009]
进一步的,所述柜体上还安装有反光膜压紧装置,所述反光膜压紧装置位于所述放卷装置与所述反光膜自动纠偏装置之间。
[0010]
进一步的,所述反光膜压紧装置包括竖向设置的压板和位于所述压板一侧的压块,所述压板上固定有气缸,所述压块连接在所述气缸的活塞杆上,所述活塞杆收缩时,所述压块压紧所述压块与所述压板之间的反光膜。
[0011]
进一步的,所述压块的两端分别连接有气缸,所述压块上下设置有两个。
[0012]
进一步的,所述柜体上设置有报警指示装置,所述报警指示装置与所述电气控制系统电连接。
[0013]
进一步的,所述柜体上设置有用于检测所述放卷装置上反光膜卷的直径的检测装
置,所述检测装置与所述电气控制系统电连接。
[0014]
进一步的,所述柜体的上部分活动安装有透明的柜门。
[0015]
采用了上述技术方案后,本实用新型的有益效果是:
[0016]
由于本实用新型的自动覆膜设备包括柜体,柜体上安装有电气控制系统、人机交互系统、放卷装置、收卷装置、覆膜输送装置,人机交互系统用于进行数据显示和数据设置;覆膜输送装置的上下两侧分别设置有反光膜贴合压紧装置和铝带贴合压紧装置,放卷装置和收卷装置均包括张力自动控制装置,柜体上还安装有反光膜自动纠偏装置、号牌铝带定位装置和用于检测已覆膜号牌铝带状态的物料感应装置;人机交互系统、覆膜输送装置、张力自动控制装置、反光膜自动纠偏装置和物料感应装置分别与电气控制系统电连接,物料感应装置感应到已覆膜号牌铝带数量不足时向电气控制系统发送信号,电气控制系统控制放卷装置、收卷装置、覆膜输送装置等装置开始覆膜工作,放卷装置和收卷装置可使覆膜张力恒定,防止过度拉伸,反光膜自动纠偏装置和号牌铝带定位装置可自动纠正覆膜偏差,同时通过人机交互系统可手动设置覆膜输送速度,实现覆膜速度可调的自动化覆膜。
[0017]
本实用新型中柜体上还安装有反光膜压紧装置,反光膜压紧装置位于放卷装置与反光膜自动纠偏装置之间,反光膜压紧装置在进行反光膜卷的更换时可压紧发光膜,使反光膜的位置保持固定,方便与新反光膜的端部粘贴到一起。
[0018]
本实用新型中柜体上设置有报警指示装置,报警指示装置与电气控制系统电连接,柜体上设置有用于检测放卷装置上反光膜卷的直径的检测装置,检测装置与电气控制系统电连接,当自动覆膜设备内部故障或放卷装置上的反光膜卷将要用完,报警指示装置报警可提醒工作人员。
[0019]
本实用新型中柜体的上部分活动安装有透明的柜门,柜体上部分封闭起来可防止灰尘等杂物落到反光膜上,保证产品质量,其中柜门可打开方便更换反光膜卷和底纸卷,柜门透明方便工作人员观察覆膜工作状态。
[0020]
综上所述,本实用新型的自动覆膜设备解决了现有技术中机动车和电动自行车号牌覆膜易出现覆膜位置偏差、反光膜过度拉伸的问题,本实用新型的自动覆膜设备通过反光膜自动纠偏装置、号牌铝带定位装置以及放卷装置和收卷装置,实现了自动纠正覆膜偏差,覆膜张力恒定可防止过度拉伸,其自动化程度高,有效降低了人工劳动强度,节约了人力成本。
附图说明
[0021]
图1是本实用新型自动覆膜设备的外部结构示意图;
[0022]
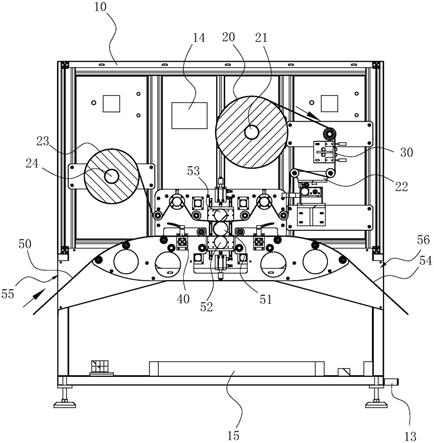
图2是本实用新型自动覆膜设备的使用状态结构示意图;
[0023]
图3是反光膜压紧装置的结构示意图;
[0024]
图4是号牌铝带定位装置结构示意图;
[0025]
图中,10-柜体,11-柜门,12-报警指示装置,13-物料感应装置,14-人机交互系统,15-电气控制系统,20-反光膜,21-放卷装置,22-反光膜自动纠偏装置,23-反光膜底纸,24-收卷装置,30-反光膜压紧装置,31-压板,32-气缸,33-压块,40-号牌铝带定位装置,41-导轨,42-定位滚筒,43-锁紧把手,50-未覆膜号牌铝带,51-覆膜输送装置,52-铝带贴合压紧装置,53-反光膜贴合压紧装置,54-已覆膜号牌铝带,55-进料口,56-出料口。
具体实施方式
[0026]
下面结合附图和实施例对本实用新型进一步说明。
[0027]
本说明书中涉及到的方位均以附图所示为准,仅代表相对位置关系,不代表绝对位置关系。
[0028]
如图2所示,一种自动覆膜设备,包括柜体10,柜体10上安装有电气控制系统15、人机交互系统14、放卷装置21、收卷装置24、覆膜输送装置51,人机交互系统14用于进行数据显示和数据设置。覆膜输送装置51的上下两侧分别设置有反光膜贴合压紧装置53和铝带贴合压紧装置52,放卷装置21和收卷装置24均包括张力自动控制装置,柜体10上还安装有反光膜自动纠偏装置22、号牌铝带定位装置40和用于检测已覆膜号牌铝带54状态的物料感应装置13。人机交互系统14、覆膜输送装置51、张力自动控制装置、反光膜自动纠偏装置22和物料感应装置13分别与电气控制系统15电连接。其中,柜体10的下部分两侧分别开设有号牌铝带的进料口55和出料口56。
[0029]
如图2所示,物料感应装置13为激光感应器,激光感应器安装在柜体10上已覆膜号牌铝带54出料口一侧的下端。号牌履带覆膜后向下一工序冲床裁剪输送,由于覆膜速度比冲床裁剪速度快,输送过程中已覆膜号牌铝带54就会下垂,下垂到一定程度就会遮挡住激光,此时激光感应器接收不到激光信号,就发送信号给电气控制系统15,使自动覆膜设备停止覆膜。随着冲床对号牌铝带的裁剪输送,物料上升,激光感应器重新感应到激光,再向电气控制系统15发送感应到的信号,电气控制系统15就再控制自动覆膜设备进行覆膜,以此往复。
[0030]
如图2和图4共同所示,号牌铝带定位装置40设置有两个,分别位于覆膜输送装置51的两侧。号牌铝带定位装置40包括导轨41和两个竖向滑动安装在导轨41上的定位滚筒42,定位滚筒42上设置有用于固定定位滚筒42位置的锁紧把手43。号牌铝带从两定位滚筒42中间穿过,铝带输送时定位滚筒42转动,不会相互划伤。该装置的限位宽度可手动调节,以适应不同尺寸的号牌铝带的自动覆膜。
[0031]
如图2和图3共同所示,柜体10上还安装有反光膜压紧装置30,反光膜压紧装置30位于放卷装置21与反光膜自动纠偏装置22之间。反光膜压紧装置30包括竖向设置的压板31和位于压板31一侧的压块33,压板31上固定有气缸32,压块33连接在气缸32的活塞杆上,活塞杆收缩时,压块33压紧压块33与压板31之间的反光膜20。其中,压块33的两端分别连接有气缸32,压块33上下设置有两个。
[0032]
如图1所示,柜体10上设置有报警指示装置12,报警指示装置12与电气控制系统15电连接。柜体10上设置有用于检测放卷装置21上反光膜卷的直径的检测装置(图中未示出),检测装置与电气控制系统15电连接,检测装置可以为激光检测器。柜体10的上部分还活动安装有透明的柜门11。
[0033]
人机交互系统14系统用于自动覆膜速度、手动覆膜速度、报警直径等参数的数值设置,还可以进行放卷张力、收卷张力和反光膜卷直径等数据的实时显示,并通过串口rs-232或rs-485与电气控制系统15相连。其中,人机交互系统14为触摸屏。电气控制系统15的主体是可编程控制器plc,plc按照程序运行,根据按钮等电器开关的状态控制各个电子元件和气动元件运动。
[0034]
放卷装置21包括用于放置反光膜卷的放卷轴,收卷装置24包括用于缠绕反光膜底
纸23的收卷轴,张力自动控制装置由张力控制器、张力传感器、伺服电机组成,张力传感器检测张力大小并传送给张力控制器,张力控制器接收后控制伺服电机调整张力大小,以实现张力恒定,张力控制器上可以设置张力的大小。通过对反光膜20在放卷过程中和反光膜底纸23在收卷过程中的张力实时控制与张力实时测量反馈,实现放卷过程和收卷过程中的张力自动控制,以达到反光膜20在放卷过程和反光膜底纸23在收卷过程中张力恒定,避免将反光膜20和反光膜底纸23拉断。
[0035]
反光膜自动纠偏装置22用于在反光膜20输送过程中对反光膜进行实时物理纠偏。检测反光膜20输送过程中输送位置与标准位置的偏差量,将偏差量转化为纠偏盘的运动量予以反光膜纠偏,使反光膜20能够始终保持从相同位置进入反光膜贴合压紧装置53。
[0036]
覆膜输送装置51包括由电机驱动转动的覆膜胶辊,用于反光膜20与号牌铝带的贴合及输送工作,其运转速度由电气控制系统15依据设定速度自动控制。反光膜贴合压紧装置53包括由无动力的反光膜压辊,用于反光膜与号牌铝带贴合时的反光膜压紧工作。号牌铝带贴合压紧装置52包括无动力的号牌铝带压辊,用于反光膜20与号牌铝带贴合时的号牌铝带压紧工作。
[0037]
本实用新型的自动覆膜设备的覆膜方法流程如下:
[0038]
s1、自动覆膜设备上电。上电后电气控制系统15控制放卷装置21、收卷装置24、反光膜压紧装置30、反光膜自动纠偏装置22、反光膜贴合压紧装置53、号牌铝带贴合压紧装置52、覆膜输送装置51的进行状态初始化。
[0039]
s2、号牌铝带上料。手动操作号牌铝带定位装置40,设定号牌铝带在自动覆膜设备内的覆膜及输送位置,并使其限位宽度与号牌铝带宽度相适应。将号牌铝带穿过号牌铝带定位装置40使其位于覆膜输送装置51内,操作电气控制系统15使号牌铝带贴合压紧装置52压紧号牌铝带,完成号牌铝带的上料与固定。
[0040]
s3、反光膜20上料。本自动覆膜方法适用于反光膜卷的自动覆膜,将反光膜卷安装于放卷轴并固定,拉动反光膜使其穿过反光膜压紧装置30和反光膜自动纠偏装置22后进入覆膜输送装置51,操作电气控制系统15使反光膜贴合压紧装置53压紧反光膜20,完成反光膜位置固定;将反光膜20与反光膜底纸23剥离后和号牌铝带进行贴合,而反光膜底纸23成卷后安装于收卷轴并固定。
[0041]
s4、参数设置。进行自动覆膜相关参数设置,如自动覆膜速度、手动覆膜速度、放卷报警直径、覆膜轴直径、收卷张力、放卷张力、反光膜标准位置等覆膜相关参数的设置。其中,自动覆膜速度、手动覆膜速度、覆膜轴直径、放卷报警直径等覆膜输送相关参数通过人机交互系统14在设定范围内进行设置,人机交互系统14将这些参数的设置值传送至电气控制系统15,电气控制系统15将设置值进行运算处理转化为覆膜输送装置51的运转速度,以达到覆膜输送装置51按照设定速度运转。
[0042]
s5、覆膜操作准备。要使自动覆膜设备能够进行自动覆膜操作,需要操作电气控制系统15使放卷装置21处于张力自动控制状态,使收卷装置24处于张力自动控制状态,使反光膜压紧装置30处于反光膜放松状态,使反光膜自动纠偏装置22处于自动控制状态,使反光膜贴合压紧装置53处于反光膜压紧状态,使号牌铝带贴合压紧装置52处于号牌铝带贴合压紧状态;当上述状态达成时,可将自动覆膜设备切换至自动控制状态,由电气控制系统15控制自动覆膜设备进行自动覆膜操作。
[0043]
s6、当自动覆膜设备切换至自动控制状态时,由电气控制系统15控制自动覆膜设备进行自动覆膜操作。具体流程如下:
[0044]
物料感应装置13检测已覆膜号牌铝带54数量,并将物料数量状态信号发送至电气控制系统15,当检测到已覆膜号牌铝带54数量充足时,电气控制系统15控制自动覆膜设备待机;当检测到已覆膜号牌铝带54数量不足时,电气控制系统15控制自动覆膜设备按照人机交互系统14中自动覆膜速度的设置值进行自动覆膜操作;当再次检测到已覆膜号牌铝带54数量充足时,电气控制系统15控制自动覆膜设备恢复待机。如此循环以完成自动覆膜操作。
[0045]
该步骤中,电气控制系统15控制覆膜输送装置51运行,将反光膜20与反光膜底纸23剥离后和号牌铝带进行贴合并输送;放卷装置21自动将反光膜按照设定张力进行恒定张力放卷,放卷张力不会随反光膜卷直径减小而变化;反光膜自动纠偏装置22对输送中的反光膜的位置进行无间断的测量并纠偏,使反光膜始终保持从相同位置进入覆膜区域;收卷装置24自动将反光膜底纸23按照设定张力进行恒定张力收卷,收卷张力不会随反光膜底纸23卷直径变大而变化。
[0046]
电气控制系统15对反光膜卷直径进行实时检测,当检测到放卷轴反光膜卷的直径大于所设置的放卷报警直径时,自动覆膜操作可正常运行;当检测到放卷轴反光膜卷的直径小于所设置的放卷报警直径时,电气控制系统15控制自动覆膜设备停止运行并控制报警指示装置12发出报警提示。
[0047]
本实用新型的自动覆膜设备通过设置电气控制系统、人机交互系统、放卷装置、收卷装置、覆膜输送装置,放卷装置和收卷装置均包括张力自动控制装置,柜体上还安装有反光膜自动纠偏装置、号牌铝带定位装置和用于检测已覆膜号牌铝带状态的物料感应装置,可自动纠正覆膜偏差,防止过度拉伸,同时自动化程度高,降低了人工劳动强度,节约了人力成本。
[0048]
虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应该理解,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例,这些仅仅是举例说明,本实用新型的保护范围是由所述权利要求书限定。本领域的技术人员在不背离本实用新型的原理和实质的前提下,在没有经过任何创造性的劳动下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1