一种导流罩舱门合模工装的制作方法
[0001]
本实用新型涉及一种合模工装,尤其是一种适用于动车组前端导流罩舱门的合模工装。
背景技术:
[0002]
因玻璃钢产品采用手糊制作方法,制作的产品会出现标准厚度偏差,造成偏差的主要原因有:局部树脂含量不一致、因布层搭接导致的局部纤维厚度过高。
[0003]
原导流罩舱门内外壳合模的方式已不适合进行批量化生产,主要原因为,标准合模需要内外厚度均匀一致,否则合模过程中会有局部高点,阻碍合模,导致合模厚度过高,且合模面处于不可见面,无法确定高点的具体位置影响合模,效率极低。
[0004]
因此急需一种新的合模工装来方便操作且提高生产效率。
技术实现要素:
[0005]
为了解决现有技术的不足,本实用新型提出了一种导流罩舱门合模工装,配合导流罩舱门产品外壳模具使用。通过导流罩舱门合模工装进行定位合模,通过打点测量的方式,可有效测量玻璃钢糊制高点位置,进行局部修正,对于不影响合模的局部高点可以忽略,此方式大大减少操作时间,提高生产效率。
[0006]
本实用新型采用如下技术方案:
[0007]
一种导流罩舱门合模工装,所述导流罩舱门包括导流罩舱门外壳、导流罩舱门内壳,所述导流罩舱门合模工装包括合模定位工装和用于固定合模导流罩舱门的导流罩舱门外壳模具,所述导流罩舱门外壳模具内设有未脱模的导流罩舱门外壳,所述导流罩舱门内壳与合模定位工装固定连接,所述合模定位工装两端固定安装在导流罩舱门外壳模具两侧,使导流罩舱门外壳与导流罩舱门内壳合模。
[0008]
进一步地,所述合模定位工装包括两个平行设置的横梁和固定支撑架;
[0009]
所述横梁的两端分别设有定位销,定位销连接有定位基准平台,横梁通过定位销和定位基准平台与导流罩舱门外壳模具固定连接;
[0010]
所述固定支撑架两侧设有安装定位接口,固定支撑架通过安装定位接口与导流罩舱门内壳固定连接。
[0011]
进一步地,所述导流罩舱门外壳模具的定位凸起上设有与定位基准平台适配的凹槽,凹槽内开有与定位销适配的定位孔。
[0012]
更进一步地,所述导流罩舱门内壳上设有与安装定位接口适配的安装凸起,安装定位接口与安装凸起上均设有螺孔,导流罩舱门内壳与合模定位工装通过螺栓固定连接。
[0013]
采用如上技术方案取得的有益技术效果为:
[0014]
使用导流罩舱门合模工装进行合模,通过打点测量的方式,可有效测量玻璃钢糊制高点位置,进行局部修正,对于不影响合模的局部高点可以忽略,此方式大大减少操作时间,提高生产效率。
附图说明
[0015]
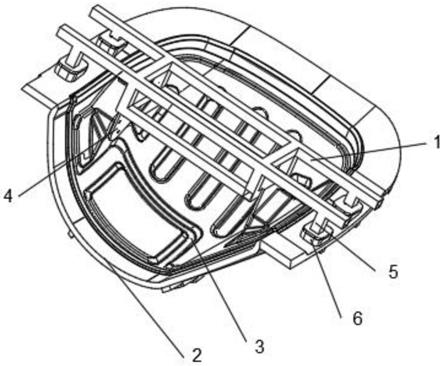
图1为导流罩舱门合模工装结构示意图。
[0016]
图2为导流罩舱门结构示意图。
[0017]
图3为合模定位工装结构示意图。
[0018]
图4为图3的仰视图。
[0019]
图5为图3的左视图。
[0020]
图6为导流罩舱门外壳模具俯视图。
[0021]
图7为导流罩舱门外壳模具正视图。
[0022]
图中,1、合模定位工装,2、导流罩舱门外壳模具,3、导流罩舱门,4、安装定位接口, 5、定位销,6、定位基准平台,7、横梁,8、固定支撑架。
具体实施方式
[0023]
结合附图1至7对本实用新型的具体实施方式做进一步说明:
[0024]
导流罩舱门包括导流罩舱门外壳、导流罩舱门内壳。一种导流罩舱门合模工装,包括合模定位工装1和用于固定合模导流罩舱门3的导流罩舱门外壳模具2,所述导流罩舱门外壳模具内设有未脱模的导流罩舱门外壳,所述导流罩舱门内壳与合模定位工装固定连接,所述合模定位工装两端固定安装在导流罩舱门外壳模具两侧,使导流罩舱门外壳与导流罩舱门内壳合模。
[0025]
合模定位工装包括两个平行设置的横梁7和固定支撑架8;所述横梁的两端分别设有定位销,定位销5连接有定位基准平台6,横梁通过定位销和定位基准平台与导流罩舱门外壳模具固定连接;所述固定支撑架两侧设有安装定位接口4,固定支撑架通过安装定位接口与导流罩舱门内壳固定连接。
[0026]
导流罩舱门外壳模具的定位凸起上设有与定位基准平台适配的凹槽,凹槽内开有与定位销适配的定位孔。
[0027]
导流罩舱门内壳上设有与安装定位接口适配的安装凸起,安装定位接口与安装凸起上均设有螺孔,导流罩舱门内壳与合模定位工装通过螺栓固定连接。
[0028]
使用导流罩舱门合模工装进行合模时,采用如下步骤:
[0029]
1、按工艺铺层首先分别糊制导流罩舱门外壳、导流罩舱门内壳。
[0030]
导流罩舱门为合模产品,制作模具时以导流罩舱门的内外壳分别做导流罩舱门的内外壳模具。
[0031]
2、保持导流罩舱门外壳为未脱模状态,导流罩舱门内壳首先脱模,将导流罩舱门内壳的安装凸起与合模定位工装上的安装定位接口接触,使用螺栓安装在合模定位工装上,并紧固螺栓。
[0032]
3、进行试合模,在导流罩舱门内壳凸起及周边打直径4mm的孔,测量出导流罩舱门外壳、导流罩舱门内壳之间的间隙,保证在1.5mm
±
0.5mm。
[0033]
4mm直径的孔不会影响产品本质,因为合模后合模缝中的树脂会通过孔隙留出,将孔堵上。
[0034]
导流罩舱门外壳、导流罩舱门内壳之间的间隙通过卡尺测量,将卡尺后端伸入打好的4mm 孔中,卡尺后端触到导流罩舱门内表面,用卡尺读书数减去舱门内壳糊制厚度,所
得数值即为内外壳之间的间隙
[0035]
导流罩舱门产品有一部分区域为内外壳不接触,中间缝隙为20mm,合模时此区域不会影响合模,影响合模处为导流罩舱门外壳、导流罩舱门内壳接触处,此位置可通过打磨方式保证缝隙。因根据工艺铺层,糊制的玻璃钢都在标准厚度范围内,通过修正,导流罩舱门外壳、导流罩舱门内壳之间的间隙保证在1.5mm
±
0.5mm。
[0036]
工装定位销所在的下平面与模具定位凸起的上平面重合(测出内壳内表面到外壳内表面的厚度减去内壳孔位处的厚度等于内外壳之间的间隙),可以合模。
[0037]
比如实际导流罩舱门产品总厚度11-12mm,导流罩舱门外壳糊制厚度4mm,导流罩舱门内壳糊制厚度6mm,导流罩舱门内壳内表面到导流罩舱门外壳内表面的厚度为7mm,内外壳之间的间隙为1-2mm。
[0038]
4、使用浸润树脂的毡布,平铺在产品外壳表面,然后将装定位销所在的下平面与模具定位凸起的上平面重合。
[0039]
所用毡布即为合模毡布,树脂加毡布才为玻璃钢,例导流罩舱门产品总厚度11-12mm,导流罩舱门外壳糊制厚度4mm,导流罩舱门内壳糊制厚度6mm,差值1mm即为合模间隙,导流罩舱门内外壳合模需将毡布与树脂粘接。
[0040]
5、合模后,用定位销做定位,用g型卡固定模具与产品交汇的边缘处(间隔不超过30cm 拐角处可在15cm)用卡尺测量周边厚度均匀,尺寸保证在标准尺寸范围内,完成合模。
[0041]
使用导流罩舱门合模工装进行合模,通过打点测量的方式,可有效测量玻璃钢糊制高点位置,进行局部修正,对于不影响合模的局部高点可以忽略,此方式大大减少操作时间,提高生产效率。
[0042]
此工装可以根据项目不同进行局部修改,但操作方式及原理不变。
[0043]
当然,以上说明仅仅为本实用新型的较佳实施例,本实用新型并不限于列举上述实施例,应当说明的是,任何熟悉本领域的技术人员在本说明书的指导下,所做出的所有等同替代、明显变形形式,均落在本说明书的实质范围之内,理应受到本实用新型的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1