偏析炉坩埚起吊定位装置的制作方法
偏析炉坩埚起吊定位装置
[0001]
技术领域:
[0002]
本实用新型涉及一种坩埚起吊时的防脱钩装置,特别涉及一种偏析炉用坩埚定位起吊装置。
[0003]
背景技术:
:
[0004]
目前,在生产重融用精铝锭的设备为偏析炉,偏析炉在铸锭成型过程中需要使用坩埚,原先坩埚起吊都是由四个钢板夹夹在坩埚一周的四个对称点上,将钢板夹另一端挂在天车钩上进行起吊;由于坩埚没有定位装置,在吊运行走过程中存在来回摆动现象,容易造成钢板夹脱钩和坩埚损伤现象,且效率低下。
[0005]
技术实现要素:
:
[0006]
本实用新型所要解决的技术问题是:克服现有技术的不足,提供一种偏析炉用坩埚定位起吊装置,可有效避免坩埚在起吊过程中出现脱钩的情况,安全性能高,且生产效率高。
[0007]
本实用新型为解决技术问题所采取的技术方案是:
[0008]
一种偏析炉坩埚起吊定位装置,包括承重架、钳臂组件和吊耳,所述承重架为两个,分别呈十字交叉状分布;所述每个承重架为
“ꢀ
u”型结构,在所述每个承重架每个竖杆的上端分别设置有“u”型槽,在所述每个“u”型槽两侧的内壁上分别对应设置有第一定位孔,在所述每个承重架上的每个竖杆的内壁上分别设置有内部移动凹槽,在所述每个内部移动凹槽的上方设置有卡槽;在所述每个承重架上的每个竖杆的外壁上分别设置有外部移动凹槽,在所述每个外部移动凹槽的两侧呈对称状设置有定位螺杆;所述钳臂组件为四个,所述每个“u”型槽内分别设置有一个钳臂组件;所述每个“u”型槽两侧内壁的第一定位孔内分别插设有第一定位销,所述第一定位销与第一定位孔固定连接在一起,所述钳臂组件与第一定位销转动连接在一起;在所述两个承重架内部的底面上设置有弹簧,在所述弹簧的顶端固定连接有按压板;在所述按压板的四周设置有滑块,所述滑块为四个,所述滑块分别与每个承重架内壁上的内部移动凹槽滑动连接在一起;所述每个钳臂组件的右端与对应的承重架外侧面之间设置有加强杆。
[0009]
所述外部移动凹槽每侧的定位螺杆至少有十个,呈竖排状分布,且上、下相邻的定位螺杆之间的间距相同。
[0010]
所述每个外部移动凹槽内分别设置有支撑竖杆,在所述支撑竖杆上套设有第二滑块,在所述支撑竖杆的外部设置有复位弹簧;所述复位弹簧位于第二滑块的上方;在所述第二滑块的顶面上设置有竖向穿孔,所述支撑竖杆插设在第二滑块的竖向穿孔内,且所述第二滑块与支撑竖杆滑动连接在一起。
[0011]
所述第二滑块外侧面的中间位置设置有连接块,在所述连接块的两侧呈对称状设置有定位片,在所述每个定位片上分别设置有第一定位孔,所述每个定位片上第一定位孔的位置分别与设置在外部移动凹槽两侧的定位螺杆的位置相对应;所述每个定位片的内一侧边分别与第二滑块的外侧面铰接在一起。
[0012]
所述钳臂组件由横板、斜臂和“l”状的弯臂组成,所述横板的前端面呈斜坡状分
布,所述横板的后端与斜臂的低端固定连接在一起,且所述横板与斜臂的内角呈120
°
夹角;在所述斜臂的高端处固定连接有l”状的弯臂,在所述l”状的弯臂的顶面设置有吊耳,在所述l”状的弯臂的尾端设置有第二“u”型槽,所述第二“u”型槽的两个内壁上分别设置有第二定位孔;在所述斜臂外侧面的下部设置有卡板;所述第一定位销依次穿过设置在“u”型槽两侧内壁上的第一定位孔、穿过设置在斜臂侧面上的第三定位孔将钳臂组件与承重架的顶端连接在一起;在所述横板上设置有压块,在所述压块的右侧设置有定位杆,在所述定位杆上套设有阶梯状的定位板,在所述定位板低部的板面上设置有第四定位孔。
[0013]
所述第二u型槽两侧内壁上的第二定位孔中插设有第二定位销,且所述第二定位销与第二定位孔的内壁固定连接在一起;所述加强杆的一端与定位销转动连接在一起,所述加强杆的另一端与连接块固定连接在一起;所述每个钳臂组件上的卡板的位置与承重架内侧面上卡槽的位置相对应。
[0014]
所述定位板低部的板面上的第四定位孔套设置在定位杆上,并通过插销锁紧;所述定位杆上设置有插销孔。
[0015]
本实用新型的积极有益效果是:
[0016]
1、本实用新型通过在承重架内部的底面设置弹簧和按压板,当坩埚放置在该装置中,弹簧处于被按压的状态,坩埚上端口的边沿放置在压块上,然后通过定位板将其固定;通过在斜臂后端设置卡板,当坩埚上端口的边沿压在压块上,卡板正好插设在卡槽中,使坩埚处于平衡状态,保证了坩埚运输过程中的稳定性;通过在承重架内部的底面设置弹簧和按压板,避免坩埚落地时,吊爪下方过猛,对坩埚底部造成损害。
[0017]
2、本实用新型通过设置加强杆,加强杆的上端与l状弯臂转动连接在一起,加强案的下端通过第二滑块与外部移动凹槽滑动连接在一起;当坩埚放置在该装置内时,滑块顺着外部移动凹槽向上移动,将设置在滑块上部的弹簧向上挤压,当坩埚处于平衡状态时,将定位片上的第一定位孔套设在对应的定位螺杆上,并拧上配套螺母将其固定,保证了坩埚运输过程中的平稳;当坩埚从该装置中吊出时,将配套螺母从定位螺杆上拧去,滑块顺着外部移动凹槽向下移动,弹簧复位,钳臂组件处于向上半翘开的状态,使坩埚下方的端口变大,便于下次坩埚的下放操作。
[0018]
附图说明:
[0019]
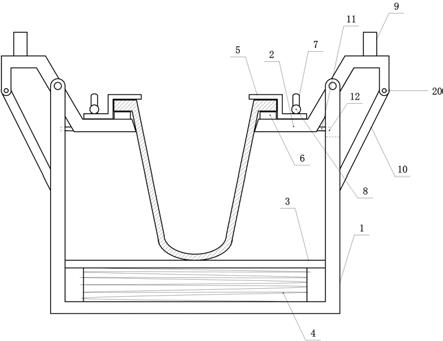
图1为本实用新型的结构示意图;
[0020]
图2为本实用新型承重架的结构示意图;
[0021]
图3为本实用新型按压板和弹簧的结构示意图;
[0022]
图4为本实用新型承重架外侧面的结构示意图;
[0023]
图5为本实用新型滑块的结构示意图;
[0024]
图6为本实用新型定位板的结构示意图;
[0025]
图7为本实用新型钳臂组件的结构示意图。
[0026]
具体实施方式:
[0027]
下面结合附图对本实用新型作进一步的解释和说明:
[0028]
参见图1-图7,其中:图4中的14-1为螺母,一种偏析炉坩埚起吊定位装置,包括承重架1、钳臂组件2和吊耳9,承重架1为两个,分别呈十字交叉状分布;每个承重架1为
“ꢀ
u”型结构,在每个承重架1每个竖杆的上端分别设置有“u”型槽1-a,在每个“u”型槽1-a两侧的内
壁上分别对应设置有第一定位孔1-b,在每个承重架1上的每个竖杆的内壁上分别设置有内部移动凹槽1-d,在每个内部移动凹槽1-d的上方设置有卡槽12;在每个承重架1上的每个竖杆的外壁上分别设置有外部移动凹槽1-c,在每个外部移动凹槽1-c的两侧呈对称状设置有定位螺杆14;钳臂组件2为四个,每个“u”型槽1-a内分别设置有一个钳臂组件2;每个“u”型槽1-a两侧内壁的第一定位孔1-b内分别插设有第一定位销,第一定位销与第一定位孔1-b固定连接在一起,钳臂组件2与第一定位销转动连接在一起;在两个承重架1内部的底面上设置有弹簧4,在弹簧4的顶端固定连接有按压板3;在按压板3的四周设置有滑块3-1,滑块3-1为四个,滑块分别与每个承重架1内壁上的内部移动凹槽1-d滑动连接在一起;每个钳臂组件2的右端与对应的承重架1外侧面之间设置有加强杆10。
[0029]
外部移动凹槽1-c每侧的定位螺杆14至少有十个,呈竖排状分布,且上、下相邻的定位螺杆14之间的间距相同。
[0030]
每个外部移动凹槽1-c内分别设置有支撑竖杆13,在支撑竖杆13上套设有第二滑块16,在支撑竖杆13的外部设置有复位弹簧15;复位弹簧15位于第二滑块16的上方;在第二滑块16的顶面上设置有竖向穿孔16-1,支撑竖杆13插设在第二滑块16的竖向穿孔16-1内,且所述第二滑块16与支撑竖杆13滑动连接在一起。
[0031]
第二滑块16外侧面的中间位置设置有连接块18,在连接块18的两侧呈对称状设置有定位片17,在每个定位片17上分别设置有第一定位孔17-1,每个定位片17上第一定位孔17-1的位置分别与设置在外部移动凹槽1-c两侧的定位螺杆14的位置相对应;每个定位片17的内一侧边分别与第二滑块16的外侧面铰接在一起。
[0032]
钳臂组件2由横板2-a、斜臂2-b和“l”状的弯臂2-c组成,横板2-a的前端面呈斜坡状分布,横板2-a的后端与斜臂2-b的低端固定连接在一起,且横板2-a与斜臂2-b的内角呈120
°
夹角;在斜臂2-b的高端处固定连接有“l”状的弯臂2-c,在“l”状的弯臂2-c的顶面设置有吊耳9,在“l”状的弯臂2-c的尾端设置有第二“u”型槽2-d,在第二“u”型槽2-d的两个内壁上分别设置有第二定位孔2-e;在斜臂2-b外侧面的下部设置有卡板11;第一定位销依次穿过设置在“u”型槽两侧内壁上的第一定位孔1-b、穿过设置在斜臂2-b侧面上的第三定位孔2-f将钳臂组件2与承重架1的顶端连接在一起;在横板2-a上设置有压块6,在压块6的右侧设置有定位杆7,在定位杆7上套设有阶梯状的定位板5,在定位板5低部的板面上设置有第四定位孔5-1。
[0033]
第二u型槽两侧内壁上的第二定位孔2-e中插设有第二定位销20,且第二定位销20与第二定位孔2-e的内壁固定连接在一起;加强杆10的一端与定位销20转动连接在一起,加强杆10的另一端与连接块18固定连接在一起;每个钳臂组件2上的卡板11的位置与承重架1内侧面上卡槽12的位置相对应。
[0034]
定位板5低部的板面上的第四定位孔5-1套设置在定位杆7上,并通过插销8锁紧;定位杆7上设置有插销孔。
[0035]
使用过程:
[0036]
使用前:
[0037]
当坩埚未放置在该装置中时,滑块16位于外部移动凹槽内的最下端位置,按压板3四周的滑块3-1位于内部移动凹槽内1-d最上端的位置;钳臂组件处于半开状态,插销8从插销孔中抽出,定位板高端处的板面位于靠近吊耳9方向处。
[0038]
使用时及使用后:
[0039]
将坩埚放置在该装置内,按压板四周的滑块顺着内部移动凹槽向下移动,坩埚四周边沿处压在压块6上,并将钳臂组件的横板2-a向下按压,直至斜臂后端的卡板11插设在对应的卡槽12中,与此同时,滑块16向上移动,使复位弹簧15向上压,当坩埚处于平衡状态使,将第二滑块16上定位片17上的第一定位孔17-1套在对应的定位螺杆14上,并拧上配套螺母14-1将其固定;然后将定位板高端处的板面转动至压在坩埚四周的边沿处,并插上插销8进行锁紧。
[0040]
最后通过吊耳将该装置与坩埚一起吊起,并进行运转;保障了整体运送稳定,提高了生产效率,保证了人员的人身安全,避免坩埚受损的情况发生。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1