数控装置及数控方法与流程
本发明涉及对同时地使刀具振动的振动切削进行控制的数控装置及数控方法。
背景技术:
在车削加工的领域中,数控装置按照用于对被加工物进行加工的加工程序对刀具的动作进行控制,由此使刀具对被加工物进行加工。在该数控装置中,有时沿刀具路径一边以特定的频率使刀具振动、一边对被加工物进行振动切削。
在专利文献1中记载的数控装置,根据向刀具的移动指令对每单位时间的指令移动量进行计算,根据振动条件对每单位时间的振动移动量进行计算,将指令移动量和振动移动量合成而计算合成移动量,基于合成移动量对振动切削进行控制。
专利文献1:日本专利第5599523号公报
技术实现要素:
但是,通过上述专利文献1所记载的技术,无法应对被称为叠加控制的使用基准轴及叠加轴的控制。即,在专利文献1中,在进行使一个驱动轴即基准轴的移动量叠加于另一个驱动轴即叠加轴而控制的叠加控制的情况下,无法得到振动和叠加的匹配,因此存在无法进行振动切削这样的问题。
本发明就是鉴于上述情况而提出的,其目的在于,得到在进行叠加控制的情况下也能够执行振动切削的数控装置。
为了解决上述的课题,达到目的,本发明的数控装置针对具有进行第1加工的第1刀具或者进行加工对象的移动的第1驱动轴和进行第2加工的第2刀具或者进行加工对象的移动的第2驱动轴的工作机械,将第2驱动轴的移动叠加于第1驱动轴的移动,对第1驱动轴及第2驱动轴进行控制以使得能够与第1加工相对地执行第2加工。另外,本发明的数控装置具有控制运算部,该控制运算部在存在使第2驱动轴的移动叠加于第1驱动轴的移动的叠加控制指令的情况下,基于使第1驱动轴振动的第1振动指令、使第2驱动轴振动的第2振动指令和向加工对象的旋转轴即主轴的每单位时间的主轴转速的指令即主轴转速指令,对第1振动次数、第2振动次数及主轴转速的至少1个进行变更,对第1驱动轴、第2驱动轴及主轴进行控制,以使得主轴旋转一周的期间的第1驱动轴的振动次数即第1振动次数成为恒定的振动次数,并且主轴旋转一周的期间的第2驱动轴的振动次数即第2振动次数成为恒定的振动次数。
发明的效果
本发明所涉及的数控装置具有下述效果,即,在进行叠加控制的情况下也能够执行振动切削。
附图说明
图1是表示本发明的实施方式1所涉及的数控装置的结构例的图。
图2是表示实施方式1所涉及的工作机械的结构的图。
图3是表示实施方式1所涉及的数控装置所使用的加工程序的一个例子的图。
图4是表示实施方式1所涉及的数控装置的第1控制处理的处理顺序的流程图。
图5是表示实施方式1所涉及的数控装置的第2控制处理的处理顺序的流程图。
图6是表示实施方式1所涉及的数控装置的第3控制处理的处理顺序的流程图。
图7是表示实施方式2所涉及的工作机械的结构的图。
图8是表示实施方式2所涉及的数控装置所使用的加工程序的一个例子的图。
图9是表示实施方式2所涉及的数控装置的第1控制处理的处理顺序的流程图。
图10是表示实施方式2所涉及的数控装置的第2控制处理的处理顺序的流程图。
图11是表示实施方式2所涉及的向工作机械的叠加轴的振动指令的第1例的图。
图12是表示实施方式2所涉及的向工作机械的基准轴的振动指令的第1例的图。
图13是表示根据图11及图12的振动指令进行计算的振动波形的图。
图14是表示实施方式2所涉及的向工作机械的叠加轴的振动指令的第2例的图。
图15是表示实施方式2所涉及的向工作机械的基准轴的振动指令的第2例的图。
图16是表示根据图14及图15的振动指令进行计算的振动波形的图。
图17是用于对实施方式2所涉及的工作机械的第1振动动作进行说明的图。
图18是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第1振动动作的图。
图19是用于对实施方式2所涉及的工作机械的第2振动动作进行说明的图。
图20是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第2振动动作的图。
图21是用于对实施方式2所涉及的工作机械的第3振动动作进行说明的图。
图22是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第3振动动作的图。
图23是用于对实施方式2所涉及的工作机械的第4振动动作进行说明的图。
图24是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第4振动动作的图。
图25是表示实施方式2所涉及的正弦波的振动指令的图。
图26是表示实施方式2所涉及的数控装置所使用的加工程序的其他例的图。
图27是表示实施方式2所涉及的数控装置的第3控制处理的处理顺序的流程图。
图28是表示向与图22的加工程序相对应的基准轴的振动指令的波形的图。
图29是表示向与图22的加工程序相对应的叠加轴的振动指令的波形的图。
图30是表示向根据图24及图25的波形而计算出的叠加轴的振动指令的波形的图。
图31是表示实施方式3所涉及的工作机械的结构的图。
图32是表示实施方式3所涉及的数控装置所使用的加工程序的一个例子的图。
图33是表示实施方式3所涉及的数控装置的第1控制处理的处理顺序的流程图。
图34是表示实施方式3所涉及的数控装置的第2控制处理的处理顺序的流程图。
图35是表示实施方式1至3所涉及的控制运算部的硬件结构例的图。
具体实施方式
下面,基于附图对本发明的实施方式所涉及的数控装置及数控方法详细地进行说明。此外,本发明不受本实施方式限定。
实施方式1.
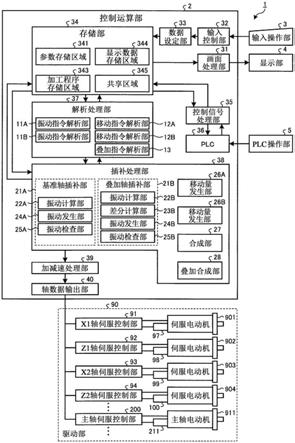
图1是表示本发明的实施方式1所涉及的数控装置的结构例的图。图2是表示实施方式1所涉及的工作机械的结构的图。在图2中,纸面的横向为z轴方向,纸面的纵向为x轴方向。而且,x1轴及x2轴是与x轴平行的轴,z1轴及z2轴是与z轴平行的轴。
数控(nc:numericalcontrol)装置1是针对工作机械110同时地执行低频振动切削的控制和叠加控制的计算机,该低频振动切削是在使刀具振动的同时进行的加工。在下面的说明中有时将低频振动简称为振动。
数控装置1一边通过包含第1驱动轴在内的大于或等于1轴的驱动轴执行第1刀具和作为加工对象的加工工件70的相对性的移动,通过包含第2驱动轴在内的大于或等于1轴的驱动轴执行第2刀具和加工工件70的相对性的移动,一边对加工工件70的加工进行控制。即,数控装置1具有进行第1加工的刀具66a或者进行加工工件70的移动的基准轴61a和进行第2加工的刀具66b或者进行加工工件70的移动的叠加轴61b。而且,数控装置1以将基准轴61a的移动量叠加于叠加轴61b的移动量,能够与第1加工相对地执行第2加工的方式对基准轴61a及叠加轴61b进行控制。另外,此时,数控装置1通过使第1刀具及第2刀具振动,从而使向加工工件70的振动切削进行。在实施方式1中,数控装置1针对2轴的驱动轴进行振动切削及叠加控制,因此对各驱动轴的振动或者加工工件70的旋转进行控制以使得按照用于实现振动切削及叠加控制的限制条件。
加工工件70是由工作机械110进行加工的被加工物。对本实施方式的工作机械110在执行叠加控制时成为第1驱动轴的图2的基准轴61a为z1轴,成为第2驱动轴的图2的叠加轴61b为z2轴的情况进行说明。
数控装置1具有:控制运算部2;输入操作部3;显示部4;以及机械操作面板等plc操作部5,其用于对plc(programmablelogiccontroller:可编程逻辑控制器)36进行操作。在图1中示出了工作机械110的结构要素即驱动部90。数控装置1可以应用于车床加工,也可以应用于机械加工。下面,对数控装置1应用于车床加工的情况进行说明。
驱动部90使工作机械110所具有的刀架65a、65b等进行驱动。驱动部90是一边使加工工件70旋转、一边对2个刀具66a、66b进行驱动的驱动机构。本实施方式的驱动部90使刀具66a沿x1轴方向及基准轴61a的轴向即z1轴方向移动,使刀具66b沿x2轴方向及叠加轴61b的轴向即z2轴方向移动。
在叠加控制的情况下,数控装置1使向基准轴61a指定出的移动量和向叠加轴61b指定出的移动量叠加,对叠加轴61b的实际移动进行控制。因此,在叠加控制中,在没有向叠加轴61b的指令的情况下,在现有的方式中,叠加轴61b成为与基准轴61a同步的动作,因此刀具66a、66b按照相同的振动波形进行动作。此外,关于是哪个轴成为基准轴,根据工作机械的种类而不同。在本实施方式中,对刀具66a的振动方向为基准轴61a的轴向,刀具66b的振动方向为叠加轴61b的轴向及x2轴方向合成后的方向的情况进行说明。因此,在下面的说明中,叠加轴61b的振动这一情况,是指z2轴方向及x2轴方向合成后的方向的振动。
驱动部90具有:伺服电动机901~904,它们在数控装置1上所规定出的各轴方向使刀具66a、66b移动;以及检测器97~100,它们对伺服电动机901~904的位置及速度进行检测。另外,驱动部90具有基于来自数控装置1的指令对伺服电动机901~904进行控制的各轴方向的伺服控制部。各轴方向的伺服控制部基于来自检测器97~100的位置及速度,进行向伺服电动机901~904的反馈控制。
伺服控制部之中的x1轴伺服控制部91通过对伺服电动机901进行控制,从而对刀具66a的x1轴方向的动作进行控制。z1轴伺服控制部92通过对伺服电动机902进行控制,从而对刀具66a的z1轴方向的动作进行控制。x2轴伺服控制部93通过对伺服电动机903进行控制,从而对刀具66b的x2轴方向的动作进行控制。z2轴伺服控制部94通过对伺服电动机904进行控制,从而对刀具66b的z2轴方向的动作进行控制。
另外,驱动部90具有:主轴电动机911,其使用于使加工工件70旋转的主轴60进行旋转;以及检测器211,其对主轴电动机911的位置及转速进行检测。由检测器211进行检测的转速是主轴电动机911的旋转速度。此外,在如工作机械110那样进行车床加工的机械的情况下,主轴为加工工件70的旋转轴,但在进行机械加工的工作机械的情况下,主轴为刀架的旋转轴。
另外,驱动部90具有主轴伺服控制部200,其基于来自数控装置1的指令对主轴电动机911进行控制。主轴伺服控制部200基于来自检测器211的位置及速度,进行向主轴电动机911的反馈控制。在本实施方式中,将每单位时间的主轴60的转速称为主轴转速。主轴转速例如是每一分钟的主轴60的转速。
此外,在工作机械110将2个加工工件70同时地加工的情况下,驱动部90具有两组主轴电动机911、检测器211和主轴伺服控制部200。
输入操作部3是向控制运算部2输入信息的单元。输入操作部3由键盘、按钮或者鼠标等输入单元构成,对由用户进行的针对数控装置1的命令等的输入,或者加工程序或参数等进行接收而输入至控制运算部2。显示部4由液晶显示装置等显示单元构成,将由控制运算部2处理后的信息在显示画面进行显示。plc操作部5对由用户进行的机械操作面板等的操作进行接收,将与操作相对应的指示发送至plc36。
作为控制部的控制运算部2具有输入控制部32、数据设定部33、存储部34、画面处理部31、解析处理部37、控制信号处理部35、plc36、插补处理部38、加减速处理部39和轴数据输出部40。此外,plc36也可以配置于控制运算部2的外部。
存储部34具有参数存储区域341、加工程序存储区域343、显示数据存储区域344及共享区域345。在参数存储区域341内对控制运算部2的处理所使用的参数等进行储存。具体地说,在参数存储区域341内对用于使数控装置1动作的控制参数、伺服参数及刀具数据进行储存。在加工程序存储区域343内对在加工工件70的加工中使用的加工程序进行储存。本实施方式的加工程序包含有使刀具66a、66b振动的指令即振动指令、和使刀具66a、66b移动的指令即移动指令。
在显示数据存储区域344内对由显示部4显示的画面显示数据进行储存。画面显示数据是用于在显示部4对信息进行显示的数据。另外,在存储部34设置有对暂时地使用的数据进行存储的共享区域345。
画面处理部31进行使在显示数据存储区域344中储存的画面显示数据在显示部4显示的控制。输入控制部32接收从输入操作部3输入的信息。数据设定部33使由输入控制部32接收到的信息存储于存储部34。
控制信号处理部35与plc36连接,从plc36接收对工作机械110的机械进行控制的继电器等的信号信息或机械操作面板的信号信息。控制信号处理部35将接收到的信号信息写入至存储部34的共享区域345。这些信号信息在机械运转时供插补处理部38参照。另外,控制信号处理部35如果由解析处理部37向共享区域345输出辅助指令,则从共享区域345读出该辅助指令而发送至plc36。辅助指令是除了使作为数控轴的驱动轴进行动作的指令以外的指令。辅助指令的例子是后面记述的m代码或者t代码。
plc36如果针对机械操作面板等plc操作部5进行了操作,则执行与该操作相对应的动作。plc36储存了记述有机械动作的梯形图程序。plc36如果接收到作为辅助指令的t代码或者m代码,则按照梯形图程序使工作机械110执行与辅助指令相对应的处理。plc36在执行与辅助指令相对应的处理后,为了执行加工程序的下一个程序块,将表示机械控制已完成的完成信号发送至控制信号处理部35。
在控制运算部2中,控制信号处理部35、解析处理部37和插补处理部38经由存储部34连接,经由存储部34进行信息的写入及读出。在下面的说明中,在对控制信号处理部35、解析处理部37和插补处理部38之间的信息的写入及读出进行说明时有时省略经由存储部34的情况。
加工程序选择是由用户通过输入操作部3而输入加工程序编号。输入信息经由输入控制部32、数据设定部33而写入至存储部34。解析处理部37从加工程序存储区域343内读出从共享区域345选择出的加工程序,针对加工程序的各程序块(各行)执行解析处理。解析处理部37例如对g代码(与轴移动等相关的指令)、t代码(刀具更换指令等)、s代码(主轴电动机转速指令)及m代码(机械动作指令)进行解析。
解析处理部37在解析后的行包含有特定的m代码或者特定的t代码的情况下,将解析结果经由共享区域345及控制信号处理部35发送至plc36。另外,解析处理部37在解析后的行包含有m代码或者g代码的情况下,将解析结果经由共享区域345发送至插补处理部38。m代码经由控制信号处理部35发送至plc36,plc36执行与m代码相对应的机械控制。在执行完成的情况下,经由控制信号处理部35将表示m代码的完成的结果写入至存储部34。插补处理部38参照写入至存储部34的执行结果。具体地说,解析处理部37将通过m代码指定出的主轴转速发送至插补处理部38。
解析处理部37具有振动指令解析部11a、11b、移动指令解析部12a、12b和叠加指令解析部13。振动指令解析部11a是对向基准轴61a的振动指令进行解析的单元,振动指令解析部11b是对向叠加轴61b的振动指令进行解析的单元。
振动指令解析部11a对基准轴61a用的加工程序(后面记述的加工程序810a等)所包含的振动指令进行解析而生成基准轴61a的振动条件,将生成的振动条件经由共享区域345发送至插补处理部38。
振动指令解析部11b对叠加轴61b用的加工程序(后面记述的加工程序810b等)所包含的振动指令进行解析而生成叠加轴61b的振动条件,将生成的振动条件经由共享区域345发送至插补处理部38。
向基准轴61a的振动指令是使基准轴61a在基准轴61a的轴向即z1轴方向振动的指令。向叠加轴61b的振动指令是使叠加轴61b在将x2轴方向及叠加轴61b的轴向即z2轴方向合成后的方向振动的指令。振动条件是执行振动切削时的振动的条件。振动条件的例子是振动切削时的振动的振幅及振动次数。基准轴61a的振动次数是主轴60旋转一周的期间的基准轴61a的振动次数,叠加轴61b的振动次数是主轴60旋转一周的期间的叠加轴61b的振动次数。换言之,基准轴61a的振动次数及叠加轴61b的振动次数分别与以主轴60旋转一周的时间为基准的振动的频率相对应。因此,振动条件的例子也可以说是振动切削时的振动的振幅及频率。在本实施方式中,基准轴61a进行振动,因此基准轴61a的振动次数与基准轴61a侧的刀具66a的振动次数相对应。另外,叠加轴61b进行振动,因此叠加轴61b的振动次数与叠加轴61b侧的刀具66b的振动次数相对应。本实施方式的工作机械110在基准轴61a为第1驱动轴、叠加轴61b为第2驱动轴的情况下,基准轴61a的振动次数为第1振动次数,叠加轴61b的振动次数为第2振动次数。另外,本实施方式的工作机械110在基准轴61a为第2驱动轴、叠加轴61b为第1驱动轴的情况下,基准轴61a的振动次数为第2振动次数,叠加轴61b的振动次数为第1振动次数。
移动指令解析部12a生成向与g代码相对应的刀具66a的移动条件而发送至插补处理部38。移动指令解析部12b生成向与g代码相对应的刀具66b的移动条件而发送至插补处理部38。移动条件是用于使刀具66a、66b不断移动至加工位置的刀具进给的条件,通过使刀架65a、65b移动的速度、使刀架65a、65b移动的位置等表示。刀具66a的刀具进给是使刀具66a在基准轴61a的轴向行进的处理,刀具66b的刀具进给是使刀具66b在叠加轴61b的轴向行进的处理。
叠加指令解析部13对在加工程序中是否包含有叠加控制指令进行解析。叠加指令解析部13在加工程序内包含有后面记述的g126的指令的情况下,判定为包含有叠加控制指令。叠加控制指令是用于使基准轴61a的移动量叠加于叠加轴61b的控制指令。叠加指令解析部13将叠加控制指令的解析结果发送至插补处理部38。
插补处理部38具有基准轴插补部21a、叠加轴插补部21b、移动量发生部26a、移动量发生部26b、叠加合成部28和合成部27。插补处理部38为了使基准轴61a的振动及叠加轴61b的振动与主轴转速同步,对主轴转速、基准轴61a的振动次数及叠加轴61b的振动次数中的至少1个进行变更。
例如,插补处理部38在基准轴61a的振动次数及叠加轴61b的振动次数不同的情况下,将叠加轴61b的振动次数变更为与基准轴61a的振动次数相对应的振动次数。在该情况下,插补处理部38对主轴转速进行变更以使得与基准轴61a的振动同步,对叠加轴61b的振动次数进行变更以使得叠加轴61b的振动与变更后的主轴转速同步。
另外,插补处理部38在基准轴61a的振动次数及叠加轴61b的振动次数不同的情况下,也可以将基准轴61a的振动次数变更为与叠加轴61b的振动次数相对应的振动次数。在该情况下,插补处理部38对主轴转速进行变更以使得与叠加轴61b的振动同步,对基准轴61a的振动次数进行变更以使得基准轴61a的振动与变更后的主轴转速同步。
使基准轴61a的振动和主轴转速同步的处理,是对基准轴61a的振动次数或者主轴转速进行调整以使得主轴60旋转一周的期间的基准轴61a的振动次数成为恒定的振动次数的处理。另外,使叠加轴61b的振动和主轴转速同步的处理,是对叠加轴61b的振动次数或者主轴转速进行调整以使得主轴60旋转一周的期间的叠加轴61b的振动次数成为恒定的振动次数的处理。换言之,使基准轴61a的振动和主轴转速同步的处理是使基准轴61a的振动频率(振动数)和主轴转速同步的处理,使叠加轴61b的振动和主轴转速同步的处理是使叠加轴61b的振动频率和主轴转速同步的处理。在实施方式1中,将基准轴61a的振动通过振动次数进行定义,因此有时将基准轴61a的振动和主轴转速的同步称为基准轴61a的振动次数和主轴转速的同步。另外,在实施方式1中,将叠加轴61b的振动通过振动次数进行定义,因此有时将叠加轴61b的振动和主轴转速的同步称为叠加轴61b的振动次数和主轴转速的同步。
此外,基准轴61a中的恒定的振动次数是可变的,能够对与叠加控制相对应的振动次数进行选择。另外,叠加轴61b中的恒定的振动次数是可变的,能够对与叠加控制相对应的振动次数进行选择。
另外,数控装置1在进行叠加控制的情况下,叠加合成部28将基准轴61a的移动量合成于叠加轴61b的移动量,进行控制以使得叠加轴61b的移动叠加于基准轴61a的移动。由此,与刀架65a的振动相同的振动还赋予给刀架65b。因此,插补处理部38在从使刀架65b振动的振动指令的振幅减去使刀架65a振动的振动指令的振幅后使刀架65b振动。由此,相减后的振幅由叠加控制补偿,因此能够使刀架65b以初始的振动指令的振幅进行振动。
移动量发生部26a从解析处理部37接收基准轴61a的解析结果即移动条件及振动条件,进行针对基准轴61a的移动条件及振动条件的插补处理,将与插补处理的结果相对应的每单位时间的移动量发送至叠加合成部28及合成部27。具体地说,移动量发生部26a具有下述功能:基于由解析处理部37解析后的基准轴61a的移动条件,对用于使刀具66a在单位时间移动的刀具进给的移动量进行计算的功能;以及基于由解析处理部37解析后的基准轴61a的振动条件,对用于使刀具66a在单位时间振动的振动的移动量进行计算的功能。移动量发生部26a在对刀具进给的移动量进行计算时,使用直线插补、圆弧插补等。另外,移动量发生部26a具有将刀具进给的移动量和振动的移动量进行合成的功能。移动量发生部26a将合成后的移动量发送至叠加合成部28及合成部27。
移动量发生部26b从解析处理部37接收叠加轴61b的解析结果即移动条件及振动条件,进行针对叠加轴61b的移动条件及振动条件的插补处理,将与插补处理的结果相对应的每单位时间的移动量发送至叠加合成部28。具体地说,移动量发生部26b具有下述功能:基于由解析处理部37解析后的叠加轴61b的移动条件,对用于使刀具66b在单位时间移动的刀具进给的移动量进行计算的功能;以及基于由解析处理部37解析后的叠加轴61b的振动条件,对用于使刀具66b在单位时间振动的振动的移动量进行计算的功能。另外,移动量发生部26b具有将刀具进给的移动量和振动的移动量进行合成的功能。移动量发生部26b将合成后的移动量发送至叠加合成部28。
叠加合成部28将由移动量发生部26a合成后的移动量叠加于由移动量发生部26b合成后的移动量,将叠加后的移动量发送至合成部27。
基准轴插补部21a具有振动计算部22a、振动发生部24a和振动检查部25a。叠加轴插补部21b具有振动计算部22b、作为振幅计算部的差分计算部23b、振动发生部24b和振动检查部25b。
振动计算部22a从共享区域345读出主轴转速、基准轴61a的振动次数、叠加轴61b的振动次数及基准轴61a的振幅,将主轴转速变更为与基准轴61a的振动次数同步的主轴转速。换言之,振动计算部22a将通过加工程序规定出的主轴转速即初始的主轴转速(向主轴60的指令转速)变更为与基准轴61a的振动次数同步的主轴转速。并且,振动计算部22a在基准轴61a的振动次数和叠加轴61b的振动次数不同的情况下,根据指定出的主轴转速及振动次数对与基准轴61a及叠加轴61b的振动条件相匹配的主轴转速进行计算而变更。振动计算部22a将变更后的主轴转速发送至振动计算部22b及合成部27。
另外,振动计算部22a如果从振动计算部22b接收到与叠加轴61b的振动次数同步的主轴转速,则对基准轴61a的振动次数进行变更以使得与该主轴转速同步。从振动计算部22b向振动计算部22a发送而来的主轴转速是通过振动计算部22b变更后的主轴转速。振动计算部22a将基准轴61a的振幅和变更后的基准轴61a的振动次数发送至振动发生部24a。
振动发生部24a基于从振动计算部22a发送来的基准轴61a的振动次数及振幅,生成基准轴61a用的振动波形(以下称为基准振动波形)。基准振动波形表示相对于时间的各轴方向的位置。作为基准振动波形,能够使用正弦波等任意的波形,但以下对振动波形为三角波的情况进行说明。振动发生部24a将生成的基准振动波形发送至合成部27。
振动检查部25a对是否存在向叠加轴61b的振动指令进行判定。振动检查部25a在没有向叠加轴61b的振动指令的情况下,将没有向叠加轴61b的振动指令的情况发送至振动计算部22a、22b及差分计算部23b。另外,振动检查部25a也可以在没有向叠加轴61b的振动指令的情况下,将没有向叠加轴61b的振动指令的情况通知给合成部27。
振动计算部22b从共享区域345读出主轴转速、基准轴61a的振动次数及叠加轴61b的振动次数,将主轴转速变更为与叠加轴61b的振动次数同步的主轴转速。换言之,振动计算部22b将通过加工程序规定出的主轴转速即初始的主轴转速变更为与叠加轴61b的振动次数同步的主轴转速。并且,振动计算部22b在基准轴61a的振动次数和叠加轴61b的振动次数不同的情况下,根据指定出的主轴转速及振动次数对与基准轴61a及叠加轴61b的振动条件相匹配的主轴转速进行计算而变更。振动计算部22b将变更后的主轴转速发送至振动计算部22a及合成部27。
另外,振动计算部22b如果从振动计算部22a接收到与基准轴61a的振动次数同步的主轴转速,则对叠加轴61b的振动次数进行变更以使得与该主轴转速同步。从振动计算部22a向振动计算部22b发送而来的主轴转速是通过振动计算部22a变更后的主轴转速。振动计算部22b将变更后的叠加轴61b的振动次数发送至振动发生部24b。
差分计算部23b从共享区域345读出基准轴61a(刀架65a)的振幅及叠加轴61b(刀架65b)的振幅。差分计算部23b对从叠加轴61b的振幅减去基准轴61a的振幅得到的振幅的差分进行计算而作为振幅差分。差分计算部23b从叠加轴61b的振幅减去计算完成的振幅差分,将相减后的叠加轴61b的振幅发送至振动发生部24b。此外,实际上振动的叠加轴61b的振幅的计算方法仅记载了一个例子,如果能够使实际上振动的叠加轴61b的振幅以初始的振动指令的振幅进行振动,则该计算方法不受限定。
振动发生部24b基于从振动计算部22b发送来的叠加轴61b的振动次数及从差分计算部23b发送而来的叠加轴61b的振幅,生成叠加轴61b用的振动波形(以下称为叠加振动波形)。叠加振动波形示出将z2轴方向及x2轴方向合成后的合成方向上的刀具66b的每时间的位置。作为叠加振动波形而能够使用正弦波等任意的波形,但以下对振动波形为三角波的情况进行说明。振动发生部24b将生成的叠加振动波形发送至合成部27。
振动检查部25b对是否存在向基准轴61a的振动指令进行判定。振动检查部25b在没有向基准轴61a的振动指令的情况下,将没有向基准轴61a的振动指令的情况发送至振动计算部22a、22b及差分计算部23b。另外,振动检查部25b也可以在没有向基准轴61a的振动指令的情况下,将没有向基准轴61a的振动指令的情况通知给合成部27。
在本实施方式中,在基准轴61a为第1驱动轴、叠加轴61b为第2驱动轴的情况下,振动检查部25a为第1振动检查部,振动检查部25b为第2振动检查部。另外,在基准轴61a为第2驱动轴、叠加轴61b为第1驱动轴的情况下,振动检查部25a为第2振动检查部,振动检查部25b为第1振动检查部。
刀具66a、66b的移动是将用于振动切削的移动和向相对于加工工件70使加工行进的方向(进给方向)的移动相加得到的。因此,合成部27使得用于振动切削的移动量和相对于加工工件70用于使加工行进的移动量相加。用于振动切削的刀具66a的移动量通过从振动发生部24a发送来的基准振动波形表示,用于振动切削的刀具66b的移动量通过从振动发生部24b发送来的叠加振动波形表示。
合成部27通过将从振动发生部24a发送来的基准振动波形和从移动量发生部26a发送来的向基准轴61a的移动量进行合成,从而对基准轴61a用的每单位时间的合成移动量进行计算。
另外,合成部27通过将从振动发生部24b发送来的叠加振动波形和从叠加合成部28发送来的向叠加轴61b的移动量进行合成,从而对叠加轴61b用的每单位时间的合成移动量进行计算。
合成部27将插补处理的结果(计算结果)发送至加减速处理部39。具体地说,合成部27将基准轴61a用的合成移动量及叠加轴61b用的合成移动量发送至加减速处理部39。另外,合成部27将主轴转速发送至加减速处理部39。
加减速处理部39针对从插补处理部38供给的插补处理的结果,进行用于使加速度平顺地变化的加减速处理。例如,加减速处理部39进行移动的开始及停止时的加减速处理。具体地说,加减速处理部39基于基准轴61a用的合成移动量而生成向基准轴61a的速度指令,基于叠加轴61b用的合成移动量而生成向叠加轴61b的速度指令。由加减速处理部39生成的速度指令是指定出每单位时间的速度的指令。加减速处理部39针对x1轴、x2轴、z1轴及z2轴而生成速度指令。
本实施方式的加减速处理部39在从振动发生部24a接收到基准振动波形的情况下,生成向x1轴及z1轴的速度指令,在从振动发生部24b接收到叠加振动波形的情况下,生成向x2轴及z2轴的速度指令。加减速处理部39将加减速处理的处理结果即速度指令发送至轴数据输出部40。加减速处理部39将与主轴转速相对应的转速指令发送至轴数据输出部40。
轴数据输出部40将速度指令输出至驱动部90。具体地说,轴数据输出部40将向x1轴的速度指令输出至x1轴伺服控制部91,将向z1轴的速度指令输出至z1轴伺服控制部92。另外,轴数据输出部40将向x2轴的速度指令输出至x2轴伺服控制部93,将向z2轴的速度指令输出至z2轴伺服控制部94。另外,轴数据输出部40将向主轴60的转速指令输出至主轴伺服控制部200。由此,x1轴伺服控制部91、z1轴伺服控制部92、x2轴伺服控制部93、z2轴伺服控制部94、主轴伺服控制部200对刀具66a的x1轴方向及z1轴方向的动作、刀具66b的x2轴方向及z2轴方向的动作和主轴60的旋转动作进行控制。
在这里,对通过数控装置1进行的加工控制的动作顺序的概略进行说明。在通过工作机械110进行的加工开始时,plc36向控制信号处理部35输出循环开始信号,控制信号处理部35将循环开始信号输出至插补处理部38。由此,插补处理部38启动解析处理部37。
然后,解析处理部37针对每1个程序块读入加工程序而进行解析,将解析结果即振动条件、移动条件及主轴转速储存于共享区域345。而且,插补处理部38基于解析处理部37的解析结果,对基准轴61a用的每单位时间的合成移动量及叠加轴61b用的每单位时间的合成移动量进行计算而发送至加减速处理部39。
由此,加减速处理部39基于来自插补处理部38的基准振动波形及叠加振动波形,生成向各轴的速度指令。该速度指令从轴数据输出部40输出至驱动部90,驱动部90按照速度指令对各轴的动作进行控制。
此外,由数控装置1进行控制的工作机械110也可以使加工工件70振动。即,为了一边使刀具66a、66b或者加工工件70振动一边进行加工,在进行加工时只要使加工工件70和刀具66a、66b相对地移动即可。关于该情况下的处理,通过后面记述的实施方式2进行说明。在本实施方式中,对固定加工工件70、使刀具66a及刀具66b振动的情况进行说明。
实施方式1所涉及的工作机械110是在刀架65a存在基准轴61a的1心轴2刀架的车床。1心轴2刀架的车床是具有1个主轴和2个刀架的车床。刀架65a、65b也被称为转塔。工作机械110的一个例子是转塔车床。
工作机械110具有主轴台,该主轴台具有第1心轴75。第1心轴75在安装有加工工件70的状态下旋转,由此使加工工件70旋转。第1心轴75所涉及的加工工件70的旋转轴是设置于主轴台的主轴60。
工作机械110具有第1刀架即刀架65a和第2刀架即刀架65b,在刀架65a设置有基准轴61a,在刀架65b设置有叠加轴61b。刀架65a能够在x1轴方向及z1轴方向进行移动,刀架65b能够在x2轴方向及z2轴方向进行移动。图2所示的工作机械110是z1轴为基准轴61a、z2轴为叠加轴61b的情况下的一个例子。数控装置1并不限定于z轴方向,也可以针对x轴方向进行叠加控制。例如,工作机械110也有时是x1轴为基准轴,x2轴为叠加轴。另外,工作机械110也可以将基准轴和叠加轴的多个组合设为有效。即,工作机械110也可以是相对于z1轴的基准轴,z2轴为叠加轴、且相对于x1轴的基准轴,x2轴为叠加轴。数控装置1在沿z轴方向及x轴方向进行叠加控制的情况下,将z1轴方向及x1轴方向合成后的第1方向作为基准轴,将z2轴方向及x2轴方向合成后的第2方向作为叠加轴。第1方向与第2方向平行。
刀架65a是基准轴61a侧的刀架,刀架65b是叠加轴61b侧的刀架。刀架65a、65b是回转式的刀架。刀架65a能够安装多个刀具66a,通过使刀具66a回转而对使用的刀具66a进行切换。同样地,刀架65b能够安装多个刀具66b,通过使刀具66b回转而对使用的刀具66b进行切换。
刀架65a在z1轴方向振动,由此通过刀具66a进行加工工件70的振动切削加工。刀架65b在将z2轴方向和x2轴方向合成后的方向振动,由此通过刀具66b进行加工工件70的振动切削加工。在刀架65b的z2轴方向的振动成分中包含有叠加控制所涉及的z1轴方向的振动成分。此外,在下面的说明中,为了便于说明,有时将刀架65a的振动作为刀具66a的振动而进行说明。另外,有时将刀架65b的振动作为刀具66b的振动而进行说明。
工作机械110中的振动的限制条件是以下的(l1-1)至(l1-3)。
(l1-1)振动切削中的主轴转速必须在基准轴61a侧和叠加轴61b侧是相同的。
(l1-2)主轴60旋转一周的期间的刀具66a、66b的振动次数可以在基准轴61a侧和叠加轴61b侧不同。但是,在基准轴61a侧和叠加轴61b侧,都必须以与振动切削中的主轴转速同步的振动次数进行动作。
(l1-3)振动的振幅可以在基准轴61a侧和叠加轴61b侧不同。
如(l1-2)及(l1-3)那样,振动次数及振幅可以在基准轴61a侧和叠加轴61b侧不同的原因在于,在工作机械110中,基准轴61a的振动没有传递至叠加轴61b。
图3是表示实施方式1所涉及的数控装置所使用的加工程序的一个例子的图。加工程序81在由数控装置1对工作机械110进行控制时被使用。因此,加工程序81包含有基准轴61a用的加工程序810a和叠加轴61b用的加工程序810b。
加工程序81内的主轴转速指令即m3s1是向主轴60的主轴转速的指令。m3s1=1200是使主轴60每一分钟旋转1200周的指令。另外,g0为定位指令,g126为叠加控制指令,g165为低频振动指令,g1为移动指令。在g165中规定的“a”为振动的振幅,“d”为主轴60旋转一周的期间的振动次数。
在加工程序81中,通过加工程序810a中的g0进行刀具66a的定位,通过加工程序810b中的g0进行刀具66b的定位。
在使用g126的情况下,对通过g126指定出的轴的移动进行叠加控制。加工程序810a中的g126是使z1轴叠加控制于z2轴的指令。具体地说,g126是使叠加轴61b的移动叠加于基准轴61a的移动的指令。基准轴61a的移动量合成于叠加轴61b的移动量,由此叠加轴61b即z2轴的动作叠加于基准轴61a即z1轴的动作之上。
另外,在基准轴61a用的加工程序810a中使用g165的情况下,以通过g165指定出的振幅及振动次数使刀具66a在z1轴方向振动。在这里,示出了使刀具66a以振幅为0.2mm、主轴60旋转一周的期间的振动次数为0.5次进行振动的情况。
另外,在叠加轴61b用的加工程序810b中使用g165的情况下,以通过g165指定出的振幅及振动次数使刀具66b振动。在这里,示出了使刀具66b以振幅为0.3mm、主轴60旋转一周的期间的振动次数为4.5次进行振动的情况。
在基准轴61a为第1驱动轴的情况下,基准轴61a中的g165为第1振动指令,在叠加轴61b为第2驱动轴的情况下,叠加轴61b中的g165为第2振动指令。另外,在基准轴61a为第2驱动轴的情况下,基准轴61a中的g165为第2振动指令,在叠加轴61b为第1驱动轴的情况下,叠加轴61b中的g165为第1振动指令。
在使用加工程序81的情况下,振动计算部22a、22b通过以下的(m1-1)至(m1-3)的任意方法对叠加控制用的新的振动次数及叠加控制用的新的主轴转速进行计算而变更。由此,通过变更后的振动次数及主轴转速对各轴进行控制。
(m1-1)与基准轴61a的振动次数相应地对叠加轴61b的振动次数进行变更的方法
在该情况下,振动计算部22a根据基准轴61a的振动次数即d=0.5和向主轴60的主轴转速指令即s1=1200,对能够与基准轴61a的振动次数同步的主轴转速进行计算。振动计算部22a使用数控装置1内的信息对主轴转速进行计算。由振动计算部22a计算出的主轴转速成为振动切削时的实际的主轴转速。振动计算部22a在主轴转速存在多个候选的情况下,采用与初始的主轴转速即1200(次/min)接近的主轴转速。
由振动计算部22a计算出的主轴转速设为是1205(次/min)。振动计算部22a将计算出的主轴转速发送至振动计算部22b。振动计算部22b对叠加轴61b的振动次数进行计算而变更,以使得与计算的结果即1205(次/min)同步。振动计算部22b使用数控装置1内的信息对叠加轴61b的振动次数进行计算。振动计算部22b在叠加轴61b的振动次数存在多个候选的情况下,采用与初始的叠加轴61b的振动次数即4.5次接近的振动次数。在这里,由振动计算部22b计算出的叠加轴61b的振动次数设为3.5次。
(m1-2)与叠加轴61b的振动次数相应地对基准轴61a的振动次数进行变更的方法
在该情况下,振动计算部22b根据叠加轴61b的振动次数即d=4.5和向主轴60的主轴转速指令即s1=1200,对能够与叠加轴61b的振动次数同步的主轴转速进行计算。振动计算部22b使用数控装置1内的信息对主轴转速进行计算。由振动计算部22b计算出的主轴转速成为振动切削时的实际的主轴转速。振动计算部22b在主轴转速存在多个候选的情况下,采用与初始的主轴转速即1200(次/min)接近的主轴转速。
由振动计算部22b计算出的主轴转速设为是1205(次/min)。振动计算部22b将计算出的主轴转速发送至振动计算部22a。振动计算部22a对基准轴61a的振动次数进行计算而变更以使得与计算的结果即1250(次/min)同步。振动计算部22a使用数控装置1内的信息对基准轴61a的振动次数进行计算。振动计算部22a在基准轴61a的振动次数存在多个候选的情况下,采用与初始的基准轴61a的振动次数即0.5次接近的振动次数。在这里,由振动计算部22a计算出的叠加轴61b的振动次数设为1.5次。
(m1-3)取基准轴61a的振动次数和叠加轴61b的振动次数的平均次数的方法
基准轴61a的振动次数和叠加轴61b的振动次数的平均次数可以由振动计算部22a进行计算,也可以由振动计算部22b进行计算。在这里,说明由振动计算部22a对基准轴61a的振动次数和叠加轴61b的振动次数的平均次数进行计算的情况。
振动计算部22a对基准轴61a的振动次数即d=0.5和叠加轴61b的振动次数即d=4.5的平均值即平均次数进行计算。在这里的平均次数为2.5次。振动计算部22a将计算结果设定为基准轴61a的振动次数及叠加轴61b的振动次数。
另外,振动计算部22a对能够与计算出的平均次数的2.5次同步的主轴转速进行计算。振动计算部22a使用数控装置1内的信息对主轴转速进行计算。振动计算部22a在主轴转速存在多个候选的情况下,采用与初始的主轴转速即1200(次/min)接近的主轴转速。在这里,由振动计算部22a计算出的主轴转速设为是1227(次/min)。
接下来,说明对工作机械110进行控制时的处理顺序。图4是表示实施方式1所涉及的数控装置的第1控制处理的处理顺序的流程图。图4示出了通过数控装置1进行的向工作机械110的控制处理顺序。在这里的第1控制处理是将叠加轴61b的振动次数变更为与基准轴61a的振动次数相对应的振动次数的情况下的控制处理。
振动指令解析部11a对基准轴61a用的加工程序810a所包含的振动指令进行解析(步骤s110),生成基准轴61a的振动条件。另外,振动指令解析部11b对叠加轴61b用的加工程序810b所包含的振动指令进行解析(步骤s120),生成叠加轴61b的振动条件。在本实施方式中,在加工程序810a的振动指令中包含有基准轴61a的振幅即第1振幅,在加工程序810b的振动指令中包含有叠加轴61b的振幅即第2振幅。
振动指令解析部11a将基准轴61a的振动条件储存于共享区域345,振动指令解析部11b将叠加轴61b的振动条件储存于共享区域345。振动计算部22a、22b从共享区域345读出基准轴61a的振动次数、叠加轴61b的振动次数和主轴转速。
振动计算部22a对基准轴61a的振动次数和叠加轴61b的振动次数是否不同进行判定(步骤s130)。在基准轴61a的振动次数和叠加轴61b的振动次数不同的情况下(步骤s130,yes),振动计算部22a、22b执行前述的(m1-1)的处理。具体地说,振动计算部22a对与基准轴61a的振动次数同步的主轴转速进行计算,振动计算部22b对叠加轴61b的振动次数进行变更以使得与该主轴转速同步。如上所述,振动计算部22a、22b与基准轴61a的振动次数相应地对叠加轴61b的振动次数进行变更(步骤s140)。
此外,在步骤s140中,振动计算部22a、22b也可以通过前述的(m1-2)的处理,与叠加轴61b的振动次数相应地对基准轴61a的振动次数进行变更。另外,在步骤s140中,振动计算部22a或者振动计算部22b也可以通过前述的(m1-3)的处理,对基准轴61a的振动次数和叠加轴61b的振动次数的平均次数进行计算,将平均次数设定为基准轴61a的振动次数及叠加轴61b的振动次数。
振动计算部22a、22b执行上述的(m1-1)至(m1-3)的任意的处理,由此求出基准轴61a的振动次数、叠加轴61b的振动次数和主轴转速。振动计算部22a将基准轴61a的振动次数发送至振动发生部24a,振动计算部22b将叠加轴61b的振动次数发送至振动发生部24b。另外,振动计算部22a或者振动计算部22b将主轴转速发送至合成部27。
差分计算部23b从共享区域345读出基准轴61a的振幅及叠加轴61b的振幅。差分计算部23b对叠加轴61b的振幅和基准轴61a的振幅的差分即振幅差分进行计算(步骤s150)。并且,差分计算部23b从叠加轴61b的振幅减去振幅差分(步骤s160)。差分计算部23b将计算结果即叠加轴61b的振幅发送至振动发生部24b。
在叠加轴61b的振幅大于基准轴61a的振幅的情况下,差分成为正值,因此从叠加轴61b的振幅减去正值的振幅。由此,叠加轴61b的振幅与初始的振幅相比变小。
另一方面,在叠加轴61b的振幅小于基准轴61a的振幅的情况下,差分成为负值,因此从叠加轴61b的振幅减去负值的振幅。由此,叠加轴61b的振幅与初始的振幅相比变大。
如上所述,差分计算部23b基于从叠加轴61b的振幅即第2振幅减去基准轴61a的振幅即第1振幅而得到的振幅差分,对使刀架65b振动时的振幅即第3振幅进行计算。
振动发生部24b基于从振动计算部22b发送而来的叠加轴61b的振动次数及从差分计算部23b发送而来的叠加轴61b的振幅,生成叠加振动波形。
另外,振动发生部24a基于从振动计算部22b发送而来的基准轴61a的振动次数及基准轴61a的振幅,生成基准振动波形。
振动发生部24a将生成的基准振动波形发送至合成部27,振动发生部24b将生成的叠加振动波形发送至合成部27。合成部27对将基准振动波形和向基准轴61a的移动条件的插补处理的结果即移动量合成后的基准轴61a用的合成移动量进行计算。另外,合成部27对将叠加振动波形和向叠加轴61b的移动条件的插补处理的结果即移动量合成后的叠加轴61b用的合成移动量进行计算。
加减速处理部39基于基准轴61a用的合成移动量而生成向基准轴61a的速度指令,基于叠加轴61b用的合成移动量而生成向叠加轴61b的速度指令。另外,加减速处理部39生成与主轴转速相对应的转速指令。加减速处理部39将向主轴60的转速指令、向基准轴61a的速度指令及向叠加轴61b的速度指令发送至轴数据输出部40。由此,轴数据输出部40将转速指令及速度指令这样的指令输出至驱动部90(步骤s170)。
其结果,在使用(m1-1)的方法的情况下,按照由振动计算部22b计算而变更后的叠加轴61b的振动次数对z2轴的振动动作进行控制。另外,按照由振动计算部22a计算而变更后的主轴转速对主轴60的旋转进行控制。
具体地说,工作机械110以由振动计算部22a计算出的主轴转速通过第1心轴75使加工工件70旋转,以由振动计算部22b计算出的振动次数通过刀架65b使刀具66b振动。在该情况下,刀架65a不变更振动次数而使刀具66a振动。
另外,在使用(m1-2)的方法的情况下,按照由振动计算部22a计算而变更后的基准轴61a的振动次数对z1轴的振动动作进行控制。另外,按照由振动计算部22b计算而变更后的主轴转速对主轴60的旋转进行控制。
具体地说,工作机械110以由振动计算部22b计算出的主轴转速通过第1心轴75使加工工件70旋转,以由振动计算部22a计算出的振动次数通过刀架65a使刀具66a振动。在该情况下,刀架65b不变更振动次数而使刀具66b振动。
另外,在使用(m1-3)的方法的情况下,按照由振动计算部22a设定出的基准轴61a的振动次数对z1轴的动作进行控制,按照由振动计算部22b设定出的叠加轴61b的振动次数对z2轴的振动动作进行控制。另外,按照由振动计算部22a或者振动计算部22b计算出的主轴转速对主轴60的旋转进行控制。
具体地说,工作机械110以由振动计算部22a或者振动计算部22b计算出的主轴转速通过第1心轴75使加工工件70旋转。另外,以由振动计算部22a计算出的振动次数通过刀架65a使刀具66a振动,以由振动计算部22b计算出的振动次数通过刀架65b使刀具66b振动。
此外,振动计算部22a、22b也可以在步骤s140中执行(m1-1)至(m1-3)的全部处理。在该情况下,振动计算部22a、22b对通过(m1-1)至(m1-3)得到的计算结果之中的、与初始的主轴转速的差小的主轴转速进行选择。
另外,向数控装置1可以预先设定是采用(m1-1)至(m1-3)的哪一者,也可以由用户选择是采用(m1-1)至(m1-3)的哪一者。另外,振动计算部22a、22b也可以与先执行g165的指令侧相匹配地选择(m1-1)或者(m1-2)。即,在通过基准轴61a先执行g165的指令的情况下,振动计算部22a、22b应用(m1-1),在通过叠加轴61b先执行g165的指令的情况下,振动计算部22a、22b应用(m1-2)。
如上所述,控制运算部2对基准轴61a的振动次数、叠加轴61b的振动次数及主轴转速中的至少1个进行变更,对基准轴61a、叠加轴61b及主轴60进行控制。
另外,在加工程序81中,有时只有向基准轴61a的振动指令而没有向叠加轴61b的振动指令。对该情况下的处理顺序进行说明。图5是表示实施方式1所涉及的数控装置的第2控制处理的处理顺序的流程图。在这里的第2控制处理是在没有向叠加轴61b的振动指令的情况下,在叠加轴61b设定振动次数的情况下的控制处理。
在这里,对在加工程序81内没有向叠加轴61b的振动指令的情况下,由数控装置1向叠加轴61b输出与基准轴61a相同的振动指令的情况下的处理进行说明。
图5中的步骤s210、220的处理与步骤s110、s120的处理相同,因此省略其说明。
振动检查部25a基于是否由振动指令解析部11b生成了向叠加轴61b的振动条件,对是否存在向叠加轴61b的振动指令进行判定(步骤s230)。另外,振动检查部25b基于是否由振动指令解析部11a生成了向基准轴61a的振动条件,对是否存在向基准轴61a的振动指令进行判定。
在这里,由于存在向基准轴61a的振动指令,因此振动检查部25b将存在向基准轴61a的振动指令的情况通知给振动计算部22a、22b。由此,振动计算部22a、22b从共享区域345读出基准轴61a的振动条件。
在存在向叠加轴61b的振动指令的情况下(步骤s230,yes),振动检查部25a将存在向叠加轴61b的振动指令的情况通知给振动计算部22a、22b。由此,振动计算部22a、22b从共享区域345读出叠加轴61b的振动条件。然后,数控装置1执行在图4中说明的步骤s130及其以后的处理。
另一方面,在没有向叠加轴61b的振动指令的情况下(步骤s230,no),振动检查部25a将没有向叠加轴61b的振动指令的情况通知给振动计算部22a、22b及差分计算部23b。由此,振动计算部22a、22b都读出基准轴61a的振动的信息。在振动的信息中包含有振动次数和振幅。而且,振动计算部22a基于基准轴61a的振动的信息,对基准轴61a的新的振动的信息及新的主轴转速进行计算,振动计算部22b基于基准轴61a的振动的信息,对叠加轴61b的新的振动的信息进行计算。如上所述,在没有向叠加轴61b的振动指令的情况下,振动计算部22b基于基准轴61a的振动,对叠加轴61b的振动进行计算(步骤s240)。此外,差分计算部23b不计算振幅差分。
然后,按照与在图4的流程图中说明的处理相同的处理,生成向驱动部90的指令而向驱动部90输出(步骤s250)。
此外,振动检查部25a也可以将没有向叠加轴61b的振动指令的情况通知给合成部27。在该情况下,合成部27在将与从振动发生部24a发送而来的基准振动波形相同的波形设定于叠加振动波形后,将叠加振动波形和向叠加轴61b的移动量进行合成。
另外,在加工程序81中,有时只有向叠加轴61b的振动指令而没有向基准轴61a的振动指令。在该情况下,数控装置1也通过与上述的图5的流程图相同的处理顺序,在基准轴61a的振动条件中应用叠加轴61b的振动条件。此外,数控装置1也可以在图5的步骤s230中对是否存在向叠加轴61b的振动指令和向基准轴61a的振动指令这两者进行判定。
另外,在加工程序81中没有向叠加轴61b的振动指令的情况下,数控装置1可以仅向基准轴61a输出振动指令。对该情况下的处理顺序进行说明。
图6是表示实施方式1所涉及的数控装置的第3控制处理的处理顺序的流程图。在这里,对在加工程序81内没有向叠加轴61b的振动指令的情况下,由数控装置1仅向基准轴61a输出振动指令的情况下的处理进行说明。在这里的第3控制处理是在没有向叠加轴61b的振动指令的情况下仅使基准轴61a侧振动的情况下的控制处理。
图6中的步骤s310至s330的处理是与图5中的步骤s210至s230的处理相同的处理,因此省略其说明。在步骤s330中没有向叠加轴61b的振动指令的情况下(步骤s330,no),振动检查部25a将没有向叠加轴61b的振动指令的情况通知给振动计算部22a、22b及差分计算部23b。该情况下的振动计算部22b不读出基准轴61a的振动条件,不计算叠加轴61b的振动条件。振动计算部22a基于基准轴61a的振动条件,对新的主轴转速及叠加控制用的新的基准轴61a的振动次数进行计算。
然后,通过与在图4的流程图中说明的情况相同的处理,生成向驱动部90的指令而向驱动部90输出。在该情况下,轴数据输出部40仅向基准轴61a输出与振动条件相对应的速度指令(步骤s340),不向叠加轴61b输出与振动条件相对应的速度指令。换言之,轴数据输出部40仅向基准轴61a输出与移动条件及振动条件相对应的速度指令,向叠加轴61b输出与移动条件相对应的速度指令。
另外,在加工程序81中,有时只有向叠加轴61b的振动指令而没有向基准轴61a的振动指令。在该情况下,数控装置1也通过与上述的图6的流程图相同的处理顺序,在基准轴61a的振动条件中应用叠加轴61b的振动条件。
通过执行在图5中说明的处理,从而基准轴61a和叠加轴61b的振动动作及移动动作成为相同。另一方面,通过执行在图6中说明的处理,从而叠加轴61b不振动,因此基准轴61a和叠加轴61b的移动动作成为相同。
向数控装置1可以预先设定是执行在图5中说明的处理和在图6中说明的处理的哪一者,也可以由用户选择是采用哪一者。是执行在图5中说明的处理和在图6中说明的处理的哪一者可以通过任意的方法进行决定。在图5中说明的处理和在图6中说明的处理例如可以使用参数进行指定,也可以在加工程序81内进行指定。
此外,刀架65a也与刀架65b同样地,可以在将2轴方向合成后的方向进行移动及振动。在该情况下,刀架65a在将x1轴方向和z1轴方向合成后的方向,即,使用x1轴方向及z1轴方向的插补方向进行移动及振动。
如上所述,在实施方式1中,可以与向基准轴61a的振动相应地变更向叠加轴61b的振动,或者与向叠加轴61b的振动相应地变更向基准轴61a的振动。由此,即使在基准轴61a和叠加轴61b中设定有不同的振动条件的情况下,也能够通过基准轴61a及叠加轴61b这两者同时地进行期望的振动。因此,数控装置1在进行叠加控制的情况下也能够通过基准轴61a及叠加轴61b执行期望的低频振动切削。另外,由于对加工工件70的不同部位同时进行加工,因此具有能够缩短加工时间的效果。
实施方式2.
接下来,使用图7至图20对本发明的实施方式2进行说明。在实施方式2中,针对在主轴台具有基准轴的1心轴2刀架的车床,进行叠加控制及低频振动切削的控制。
图7是表示实施方式2所涉及的工作机械的结构的图。在图7中,与图2同样地,纸面的横向为z轴方向,纸面的纵向为x轴方向。对图7的各结构要素之中的具有与图2所示的实施方式1的工作机械110相同功能的结构要素标注有相同标号,省略重复的说明。
实施方式2所涉及的工作机械120是1心轴2刀架的车床。工作机械120的一个例子是自动车床。在工作机械120中,第1心轴75所涉及的加工工件70的旋转轴是主轴60,使该主轴60在z轴方向移动的z1轴是基准轴62a。
工作机械120具有第1刀架即刀架65a′和第2刀架即刀架65b,在刀架65b设置有叠加轴61b。刀架65a′能够在x1轴方向进行移动,刀架65b能够在x2轴方向及z2轴方向进行移动。另外,加工工件70能够在z1轴方向进行移动。此外,在这里的z1轴方向是正方向与在图2中说明的z1轴方向成为相反方向,但z1轴方向只要是与旋转轴相同的方向,则任意方向都可以是正方向。如上所述,在工作机械120中,z1轴为基准轴62a,z2轴为叠加轴61b。此外,工作机械120也可以在刀架65a′设置有叠加轴61b。
刀架65a′与刀架65a同样地是回转式的刀架。刀架65a′与刀架65a相比较,不同点在于,移动方向仅为x1轴方向,不在z1轴方向进行移动。
在工作机械120中,第1心轴75使加工工件70在z1轴方向振动,刀架65b使刀具66b在z2轴方向振动,由此通过刀具66a、66b进行加工工件70的振动切削加工。
工作机械120中的振动的限制条件是以下的(l2-1)至(l2-3)。
(l2-1)振动切削中的主轴转速必须在基准轴62a侧和叠加轴61b侧是相同的。
(l2-2)主轴60旋转一周的期间的刀具66a、66b的振动次数必须在基准轴62a侧和叠加轴61b侧是相同的。
(l2-3)振动的振幅可以在基准轴62a侧和叠加轴61b侧不同。但是,考量基准轴62a侧的振动,必须使叠加轴61b侧振动。
如(l2-2)那样,振动次数必须在基准轴62a侧和叠加轴61b侧相同的原因在于,在工作机械120中,由于加工工件70振动,因此基准轴62a的振动会传递至叠加轴61b。在工作机械120中,如果振动次数在基准轴62a侧和叠加轴61b侧不相同,则叠加轴61b侧的振动不是如正弦波或者三角波这样的一定形状的波形。
另外,如(l2-3)那样,考量基准轴62a侧的振动而必须使叠加轴61b侧振动的原因在于,在工作机械120中,由于加工工件70振动,因此基准轴62a的振动会传递至叠加轴61b。
图8是表示实施方式2所涉及的数控装置所使用的加工程序的一个例子的图。此外,关于加工程序82p之中的与在实施方式1的图3中说明的加工程序81相同的指令,省略其说明。
加工程序82p在由数控装置1对工作机械120进行控制时被使用。因此,加工程序82p包含有基准轴62a用的加工程序820a和叠加轴61b用的加工程序820b。
加工程序820a中的g165是向加工工件70的基准轴62a的方向的低频振动指令。因此,在基准轴62a用的加工程序820a中,在使用g165的情况下,以通过g165指定出的振幅及振动次数使加工工件70在基准轴62a的方向振动。在这里,示出了使刀具66a以振幅为0.2mm、主轴60旋转一周的期间的振动次数为2.5次进行振动的情况。另外,在叠加轴61b用的加工程序820b中,示出了使刀具66b以振幅为0.3mm、主轴60旋转一周的期间的振动次数为4.5次进行振动的情况。另外,在加工程序820a中,成为m3s1=1200,因此向主轴60的主轴转速指令为旋转1200周。
在使用加工程序82p的情况下,振动计算部22a通过以下的(m2-1)至(m2-3)的任意方法对振动次数及主轴转速进行计算而变更。由此,通过变更后的振动次数及主轴转速对各轴进行控制。
(m2-1)使叠加轴61b的振动次数与基准轴62a的振动次数相匹配的方法
在该情况下,振动计算部22b将叠加轴61b的振动次数即d=4.5变更为基准轴62a的振动次数即d=2.5。并且,振动计算部22b根据叠加轴61b的振动次数即d=2.5和向主轴60的主轴转速指令即s1=1200,对能够与基准轴62a侧及叠加轴61b的振动次数同步的主轴转速进行计算。振动计算部22b使用数控装置1内的信息对主轴转速进行计算。由振动计算部22b进行计算的主轴转速成为振动切削时的实际的主轴转速。振动计算部22b在主轴转速存在多个候选的情况下,采用与初始的主轴转速即1200(次/min)接近的主轴转速。在这里,由振动计算部22b计算出的主轴转速设为是1227(次/min)。
(m2-2)使基准轴62a的振动次数与叠加轴61b的振动次数相匹配的方法
在该情况下,振动计算部22a将基准轴62a的振动次数即d=2.5变更为叠加轴61b的振动次数即d=4.5。并且,振动计算部22a根据基准轴62a的振动次数即d=4.5和向主轴60的主轴转速指令即s1=1200,对能够与基准轴62a侧及叠加轴61b的振动次数同步的主轴转速进行计算。振动计算部22a使用数控装置1内的信息对主轴转速进行计算。由振动计算部22a进行计算的主轴转速成为振动切削时的实际的主轴转速。振动计算部22a在主轴转速存在多个候选的情况下,采用与初始的主轴转速即1200(次/min)接近的主轴转速。在这里,由振动计算部22a计算出的主轴转速设为是1250(次/min)。此外,振动计算部22b也可以计算主轴转速。
(m2-3)取基准轴62a的振动次数和叠加轴61b的振动次数的平均次数的方法
基准轴62a的振动次数和叠加轴61b的振动次数的平均次数可以由振动计算部22a进行计算,也可以由振动计算部22b进行计算。在这里,说明由振动计算部22a对基准轴62a的振动次数和叠加轴61b的振动次数的平均次数进行计算的情况。
振动计算部22a对基准轴62a的振动次数即d=2.5和叠加轴61b的振动次数即d=4.5的平均值即平均次数进行计算。在这里的平均次数为3.5次。振动计算部22a将计算结果设定为基准轴62a的振动次数及叠加轴61b的振动次数。振动计算部22a将叠加轴61b的振动次数发送至振动计算部22b。
另外,振动计算部22a对能够与计算出的平均次数的3.5次同步的主轴转速进行计算。振动计算部22a使用数控装置1内的信息对主轴转速进行计算。振动计算部22a在主轴转速存在多个候选的情况下,采用与初始的主轴转速即1200(次/min)接近的主轴转速。在这里,由振动计算部22a计算出的主轴转速设为是1205(次/min)。
接下来,说明对工作机械120进行控制时的处理顺序。图9是表示实施方式2所涉及的数控装置的第1控制处理的处理顺序的流程图。图9示出了通过数控装置1进行的向工作机械120的控制处理顺序。在这里的第1控制处理是使叠加轴61b的振动次数与基准轴62a的振动次数相匹配的情况下的控制处理。
图9中的步骤s410至s420的处理是与图4中的步骤s110至s120的处理相同的处理,因此省略其说明。解析处理部37将振动条件等的解析结果发送至插补处理部38。
振动计算部22b通过前述的(m2-1)的方法,执行步骤s430、s440的处理。即,振动计算部22b使叠加轴61b的振动次数与基准轴62a的振动次数相匹配(步骤s430)。而且,振动计算部22b基于通过步骤s430求出的振动次数和初始的主轴转速,对能够与基准轴62a侧及叠加轴61b的振动次数同步的主轴转速进行计算(步骤s440)。此外,振动计算部22b也可以通过前述的(m2-2)的处理,对基准轴62a的振动次数及叠加轴61b的振动次数进行计算。
然后,通过与在图4的流程图中说明的情况相同的处理,由振动发生部24a生成基准振动波形,由振动发生部24b生成叠加振动波形。而且,通过与图4的步骤s170相同的处理,轴数据输出部40将主轴转速的转速指令及速度指令输出至驱动部90(步骤s450)。
其结果,在使用(m2-1)的方法的情况下,按照由振动计算部22b计算而变更后的叠加轴61b的振动次数,对z2轴的振动动作进行控制。另外,按照由振动计算部22b计算出的主轴转速对主轴60的旋转进行控制。
另外,在使用(m2-2)的方法的情况下,按照由振动计算部22a计算而变更后的基准轴62a的振动次数,对z1轴的振动动作进行控制。另外,按照由振动计算部22a计算出的主轴转速对主轴60的旋转进行控制。
此外,在步骤s430中,也可以是振动计算部22b通过前述的(m2-3)的处理,取基准轴62a的振动次数和叠加轴61b的振动次数的平均次数。对该情况下的处理顺序进行说明。
图10是表示实施方式2所涉及的数控装置的第2控制处理的处理顺序的流程图。在这里的第2控制处理是对叠加轴61b及基准轴62a设定叠加轴61b的振动次数和基准轴62a的振动次数的平均次数的情况下的控制处理。图10中的步骤s510至s520的处理是与图4中的步骤s110至s120的处理相同的处理,因此省略其说明。
振动指令解析部11a将基准轴62a的振动条件储存于共享区域345,振动指令解析部11b将叠加轴61b的振动条件储存于共享区域345。
振动计算部22b通过前述的(m2-3)的处理,执行步骤s530、s540的处理。即,振动计算部22b对基准轴62a的振动次数和叠加轴61b的振动次数的平均值即平均振动次数进行计算(步骤s530)。而且,振动计算部22b基于通过步骤s530求出的振动次数和初始的主轴转速,对能够与平均振动次数同步的主轴转速进行计算(步骤s540)。此外,步骤s530、s540的处理也可以由振动计算部22a进行计算。
然后,通过与在图4的流程图中说明的情况相同的处理,由振动发生部24a生成基准振动波形,由振动发生部24b生成叠加振动波形。而且,通过与图4的步骤s170相同的处理,由轴数据输出部40将主轴转速的转速指令及速度指令输出至驱动部90(步骤s550)。
在使用(m2-3)的方法的情况下,按照平均振动次数对z1轴及z2轴的振动动作进行控制。另外,按照由振动计算部22a或者振动计算部22b计算出的主轴转速对主轴60的旋转进行控制。
此外,振动计算部22a、22b也可以在步骤s430、530中执行(m2-1)至(m2-3)的全部处理。在该情况下,振动计算部22a、22b对通过(m2-1)至(m2-3)得到的计算结果之中的、与初始的主轴转速的差小的主轴转速进行选择。
另外,向数控装置1可以预先设定是采用(m2-1)至(m2-3)中的哪一者,也可以由用户选择是采用(m2-1)至(m2-3)中的哪一者。另外,振动计算部22a、22b也可以与先执行g165的指令侧相匹配地选择(m2-1)或者(m2-2)。即,在通过基准轴62a先执行g165的指令的情况下,振动计算部22a、22b应用(m2-1),在通过叠加轴61b先执行g165的指令的情况下,振动计算部22a、22b应用(m2-2)。
另外,在加工程序82p中,有时只有向基准轴62a的振动指令而没有向叠加轴61b的振动指令。另外,在加工程序82p中,有时只有向叠加轴61b的振动指令而没有向基准轴62a的振动指令。在这些情况下,数控装置1进行与在实施方式1的图5中说明的处理相同的处理。
在这里,对基于向基准轴62a的振幅及向叠加轴61b的振幅的、振幅差分的计算方法进行说明。振幅差分是通过向叠加轴61b的振动条件规定出的振幅(后面记述的指令振幅p1b等)和通过向基准轴62a的振动条件规定出的振幅(后面记述的指令振幅p1a等)的差分。在这里,分为基准轴62a的振幅小于叠加轴61b的振幅的情况和叠加轴61b的振幅小于或等于基准轴62a的振幅的情况而进行说明。
(在基准轴62a的指令振幅p1a<叠加轴61b的指令振幅p1b的情况下)
图11是表示实施方式2所涉及的向工作机械的叠加轴的振动指令的第1例的图,图12是表示实施方式2所涉及的向工作机械的基准轴的振动指令的第1例的图。图11及图12所示的图形的横轴是主轴60的旋转角度,时间t1是主轴60旋转一周所需的时间。另外,图11所示的图形的纵轴是叠加轴61b的z2轴方向的位置,图12所示的图形的纵轴是基准轴62a的z1轴方向的位置。此外,在图11中,纵轴的正方向与z2轴的正方向相对应,在图12中,纵轴的正方向与z1轴的正方向相对应。
图11所示的波形41tb、42tb是与向叠加轴61b的振动指令相对应的振动波形,图12所示的波形41ta、42ta是与向基准轴62a的振动指令相对应的振动波形。在这里,为了便于说明,将波形41tb、42tb作为刀具66b的振动波形,将波形41ta、42ta作为刀具66a的振动波形而进行说明。
如图11及图12所示,在工作机械120中,主轴60旋转一周的期间的刀具66a、66b的振动次数必须在基准轴62a侧和叠加轴61b侧是相同的。在这里,示出了刀具66a、66b的振动次数为2.5次的情况。
在图11中,将主轴60旋转一周的期间的向刀具66b的向z2轴方向的进给量通过进给量f1表示。该进给量f1与刀具66b,所涉及的向加工工件70的z2轴方向的加工速度相对应。
在图12中,将主轴60旋转一周的期间的向刀具66a的向z1轴方向的进给量通过进给量f2表示。该进给量f2与刀具66a所涉及的向加工工件70的z1轴方向的加工速度相对应。
如图11所示,刀具66b在主轴60的第1次旋转时以波形41tb进行移动,在主轴60的第2次旋转时以波形42tb进行移动。在该情况下,在波形41tb和波形42tb中具有重叠的时间段t10、t11。这些时间段t10、t11是主轴60的第2次旋转的时间段。在这些时间段t10、t11中,通过主轴60的第1次旋转已经加工过的位置不通过主轴60的第2次旋转进行加工。通过主轴60的第1次旋转已经加工过的位置是加工工件70已经成为切屑而被加工后的部分,该位置不通过主轴60的第2次旋转进行加工。即,示出了切屑被断开。如上所述,通过主轴60的第1次旋转加工后的位置在主轴60的第2次旋转所涉及的时间段t10、t11中被空摆加工(气割),由此在各个时间段t10、t11中,加工工件70的切屑被断开。其结果,能够将加工工件70的切屑精细地排出。
对于图12所示的波形41ta、42ta,也在波形41ta和波形42ta中存在重叠的时间段t12、t13。该时间段t12、t13也与时间段t10、t11同样地刀具66a不与加工工件70接触,因此能够将加工工件70的切屑精细地排出。
向刀具66b的进给量f1大于向刀具66a的进给量f2,因此叠加轴61b的指令振幅p1b大于基准轴62a的指令振幅p1a。在该情况下,如果从叠加轴61b的指令振幅p1b减去基准轴62a的指令振幅p1a,则能够计算出叠加轴61b和基准轴62a的振幅差分(正值)。
图13是表示根据图11及图12的振动指令进行计算的振动波形的图。图13所示的波形41tc、42tc是与从叠加轴61b的波形41tb、42tb减去基准轴62a的波形41ta、42ta得到的差分相对应的振动波形。因此,图13所示的差分振幅p1c与从指令振幅p1b减去指令振幅p1a得到的差分相对应。图13所示的进给量f3是通过波形41tc、42tc使刀具66b振动的情况下的进给量,基于差分振幅p1c进行设定。如上所述,在基准轴62a的指令振幅p1a<叠加轴61b的指令振幅p1b的情况下,叠加轴61b和基准轴62a的振幅差分成为正值。
此外,在将指令振幅p1b设为固定值的情况下,如果进给量f1变得过快,则波形41tb和波形42tb不重叠,因此时间段t10、t11消失。在该情况下,加工工件70和刀具66b不分离,因此无法进行切屑的断开。因此,在使进给量f1增加时与进给量f1相应地使指令振幅p1b增加。由此,即使在进给量f1变快的情况下也能够进行切屑的断开。
(在基准轴62a的指令振幅p1a≥叠加轴61b的指令振幅p1b的情况下)
图14是表示实施方式2所涉及的向工作机械的叠加轴的振动指令的第2例的图,图15是表示实施方式2所涉及的向工作机械的基准轴的振动指令的第2例的图。图14所示的图形是与图11所示的图形相同的图形,图15所示的图形是与图12所示的图形相同的图形。
图14所示的波形43tb、44tb是与向叠加轴61b的振动指令相对应的振动波形,图15所示的波形43ta、44ta是与向基准轴62a的振动指令相对应的振动波形。
在图14中,将主轴60旋转一周的期间的向刀具66b的向z2轴方向的进给量通过进给量f4表示。另外,在图15中,将主轴60旋转一周的期间的向刀具66a的向z1轴方向的进给量通过进给量f5表示。
在这里,向刀具66b的进给量f4小于向刀具66a的进给量f5,因此叠加轴61b的指令振幅p2b小于基准轴62a的指令振幅p2a。在该情况下,如果从叠加轴61b的指令振幅p2b减去基准轴62a的指令振幅p2a,则能够计算出叠加轴61b和基准轴62a的振幅差分(负值)。
图16是表示根据图14及图15的振动指令进行计算的振动波形的图。图16所示的波形43tc、44tc是与从叠加轴61b的波形43tb、44tb减去基准轴62a的波形43ta、44ta得到的差分相对应的振动波形。因此,图16所示的差分振幅p2c与从指令振幅p2b减去指令振幅p2a得到的差分相对应。图16所示的进给量f6是通过波形43tc、44tc使刀具66b振动的情况下的进给量,基于差分振幅p2c进行设定。如上所述,在基准轴62a的指令振幅p2a≥叠加轴61b的指令振幅p2b的情况下,叠加轴61b和基准轴62a的振幅差分成为负值。
在叠加控制的情况下,实际的叠加轴61b的振动动作与向叠加轴61b侧的振动指令及向基准轴62a侧的振动指令相对应。因此,使叠加轴61b侧实际上如何振动是由通过向基准轴62a的振动条件规定出的振幅(以下称为指令振幅qa)及通过向叠加轴61b的振动条件规定出的振幅(以下称为指令振幅qb)决定的。指令振幅qa、qb与通过加工程序82p的振动指令(g165)规定出的振幅相对应。在这里,使用图17至图24,对与指令振幅qa、qb相对应的叠加轴61b的振动方式进行说明。
在以下的图17至图24中,分为指令振幅qb和指令振幅qa相同的情况、指令振幅qb为0的情况、指令振幅qb大于指令振幅qa的情况和指令振幅qb小于指令振幅qa的情况而进行说明。此外,在图17至图24中,对刀具66b的振动方向为叠加轴61b的轴向的情况进行说明。图18、图20、图22、图24所示的图形的横轴是主轴60的旋转角度,时间t2是主轴60旋转一周所需的时间。另外,图18、图20、图22、图24所示的图形的纵轴示出了刀具66b的z2轴方向的位置,纵轴的正方向与加工工件70的进给方向相对应。此外,加工工件70的进给方向为z2轴的正方向(z1轴的正方向)。因此,刀具66a、66b在z2轴的负方向(z1轴的负方向)使加工不断进行。
图17是用于对实施方式2所涉及的工作机械的第1振动动作进行说明的图。图18是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第1振动动作的图。在图17及图18中,示出了向叠加轴61b的指令振幅qb与向基准轴62a的指令振幅qa相同(qb=qa)的情况下的叠加轴61b的振动动作。
在叠加轴61b没有移动指令、且为了通过指令振幅qb=指令振幅qa进行叠加控制,只要对叠加轴61b侧的刀架65b进行固定,使具有主轴60的主轴台在基准轴62a方向振动即可。由此,刀架65b的移动路径51a~51c与基准轴62a的振动动作相对应,因此在叠加轴61b侧也能够通过与基准轴62a侧相同的振幅进行振动切削。
在图18中,将在主轴60旋转1周的期间刀架65b移动的距离通过移动距离v1表示,将刀架65b的实际的振幅通过振幅qb′表示。移动距离v1与刀架65b的实际的移动速度相对应。刀架65b的实际的移动速度是用于刀具进给的移动速度,不包含通过振动产生的移动。即,刀架65b的移动距离v1与通过移动条件规定出的移动速度相对应。因此,通过移动条件规定出的移动速度越快,移动距离v1变得越大。另外,实际的振幅qb′与通过振动条件规定出的指令振幅qb相对应。
图19是用于对实施方式2所涉及的工作机械的第2振动动作进行说明的图。图20是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第2振动动作的图。在图19及图20中,示出了向叠加轴61b的指令振幅qb为0的情况下的叠加轴61b的动作。
为了通过指令振幅qb=0进行叠加控制,只要以与基准轴62a侧的主轴台的振动同步的方式使叠加轴61b的刀架65b振动即可。由此,在刀架65b中能够进行没有振动的切削。换言之,如果进行叠加控制,并且使叠加轴61b的刀架65b进行与基准轴62a侧的主轴台相同的振动,则刀架65b和加工工件70成为相同的振动动作,因此刀架65b的刀具66b能够进行没有振动的切削。因此,刀架65b的移动路径52a~52g成为不进行振动而向加工工件70的进给方向移动的切削路径。在图20中,将在主轴60旋转1周的期间刀架65b移动的距离通过移动距离v0表示。移动距离v0与刀架65b的实际的移动速度相对应。
图21是用于对实施方式2所涉及的工作机械的第3振动动作进行说明的图。图22是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第3振动动作的图。在图21及图22中,示出了向叠加轴61b的指令振幅qb大于向基准轴62a的指令振幅qa的情况下的叠加轴61b的振动动作。
为了通过指令振幅qb>指令振幅qa进行叠加控制,只要使叠加轴61b侧的刀架65b以与基准轴62a侧的主轴台的振动相反的相位进行振动即可。由此,刀架65b的移动路径53a、53b与基准轴62a及叠加轴61b的振动动作相对应,因此能够以在叠加轴61b侧比基准轴62a侧大的振幅进行振动切削。此外,刀架65b的实际的振幅成为从与指令振幅qb相对应的振幅qb′减去与指令振幅qa相对应的振幅qa′而得到的振幅。
在图22中,将在主轴60旋转1周的期间刀架65b移动的距离通过移动距离v2表示,将刀架65b的实际的振幅通过振幅qb′表示。移动距离v2与刀架65b的实际的移动速度相对应。即,刀架65b的移动距离v2与通过移动条件规定出的移动速度相对应。另外,实际的振幅qb′与通过振动条件规定出的指令振幅qa、qb相对应。
图23是用于对实施方式2所涉及的工作机械的第4振动动作进行说明的图。图24是表示实施方式2所涉及的叠加轴相对于工作机械所具有的基准轴的相对性的第4振动动作的图。在图24中,示出了向叠加轴61b的指令振幅qb小于向基准轴62a的指令振幅qa的情况下的叠加轴61b的振动动作。
为了通过指令振幅qb<指令振幅qa进行叠加控制,只要使叠加轴61b侧的刀架65b以与基准轴62a侧的主轴台的振动相同的相位进行振动即可。由此,刀架65b的移动路径54a~54c与基准轴62a及叠加轴61b的振动动作相对应,因此能够以在叠加轴61b侧比基准轴62a侧小的振幅进行振动切削。此外,刀架65b的实际的振幅成为从与指令振幅qa相对应的振幅qa′减去与指令振幅qb相对应的振幅qb′而得到的振幅。
在图24中,将在主轴60旋转1周的期间刀架65b移动的距离通过移动距离v3表示,将刀架65b的实际的振幅通过振幅qb′表示。移动距离v3与刀架65b的实际的移动速度相对应。即,刀架65b的移动距离v3与通过移动条件规定出的移动速度相对应。另外,实际的振幅qb′与通过振动条件规定出的指令振幅qa、qb相对应。
在本实施方式中,数控装置1基于指令振幅qa、qb的关系对向用于进行叠加控制的叠加轴61b的振动指令进行计算。由此,刀架65b执行图17至图20所示那样的指令动作。
在本实施方式中,对振动波形为三角波的情况进行了说明,但振动波形并不限定于三角波,也可以是如正弦波、矩形波、梯形波、锯齿波这样的不同于三角波的波形。
图25是表示实施方式2所涉及的正弦波的振动指令的图。在这里,示出了向工作机械120的叠加轴61b的振动指令的例子。如正弦波41t′,42t′这样的正弦波是能够直接指定理想的振动形状的振动波形。因此,在反馈相对于指令充分地追随的情况下,正弦波能够创建理想的振动形状。此外,在实施方式1及后面记述的实施方式3中,振动波形也可以是三角波、正弦波、矩形波、梯形波、锯齿波的任意波形。
此外,在本实施方式中,说明了通过(m2-1)至(m2-3)的任意方法对振动次数及主轴转速进行计算而变更的情况,但也可以将从基准轴62a的振动指令减去叠加轴61b的振动指令得到的振动指令输出至叠加轴61b。
图26是表示实施方式2所涉及的数控装置所使用的加工程序的其他例的图。此外,关于加工程序82q之中的与加工程序82p、或者在实施方式1的图3中说明的加工程序81相同的指令,省略其说明。
加工程序82q与加工程序82p同样地,在由数控装置1对工作机械120进行控制时被使用。因此,加工程序82q包含有基准轴62a用的加工程序821a和叠加轴61b用的加工程序821b。
在加工程序821a中,成为m3s1=1000,因此向主轴60的主轴转速指令为旋转1000周。在使用加工程序82q的情况下,数控装置1的振动计算部22b将从向基准轴62a的振动指令的波形减去向叠加轴61b的振动指令的波形得到的振动指令应用于针对叠加轴61b的振动指令。另外,数控装置1对与基准轴62a及叠加轴61b的振动次数同步的主轴转速进行计算。
接下来,对通过从叠加振动波形减去基准振动波形得到的指令使叠加轴61b动作的情况下的处理顺序进行说明。图27是表示实施方式2所涉及的数控装置的第3控制处理的处理顺序的流程图。图27示出了通过数控装置1进行的向工作机械120的控制处理顺序。在这里的第3控制处理是通过从向基准轴62a的振动指令的波形减去向叠加轴61b的振动指令的波形得到的指令使叠加轴61b进行动作的情况下的控制处理。
图27中的步骤s561至s562的处理是与图4中的步骤s110至s120的处理相同的处理,因此省略其说明。解析处理部37将解析结果即向基准轴62a的振动指令的波形及向叠加轴61b的振动指令的波形发送至插补处理部38。
振动计算部22b对从向基准轴62a的振动指令的波形减去向叠加轴61b的振动指令的波形得到的指令进行计算。即,振动计算部22b对(基准轴62的振动指令)-(叠加轴61b的振动指令)进行计算(步骤s563)。而且,振动计算部22b基于通过步骤s563求出的振动波形的指令和主轴转速,对能够与基准轴62a及叠加轴61b的振动次数同步的主轴转速进行计算(步骤s564)。
然后,通过与在图4的流程图中说明的情况相同的处理,由振动发生部24a生成基准振动波形,由振动发生部24b生成叠加振动波形。而且,通过与图4的步骤s170相同的处理,由轴数据输出部40将主轴转速的转速指令及速度指令输出至驱动部90(步骤s565)。
图28是表示向与图26的加工程序相对应的基准轴的振动指令的波形的图。图29是表示向与图26的加工程序相对应的叠加轴的振动指令的波形的图。图30是表示向根据图28及图29的波形而计算出的叠加轴的振动指令的波形的图。图28至图29所示的图形的横轴是主轴60的旋转角度,时间t3是主轴60旋转一周所需的时间。另外,图28所示的图形的纵轴是基准轴62a的z1轴方向的位置,图29及图30所示的图形的纵轴是叠加轴61b的z2轴方向的位置。
在加工程序821a中,基准轴62a的振动次数成为2.5次,振幅为0.2mm。因此,向基准轴62a的振动指令的波形如图28所示,成为振动次数为2.5次、振幅为0.2mm的波形。
另外,在加工程序821b中,叠加轴61b的振动次数成为4.5次,振幅为0.3mm。因此,向叠加轴61b的振动指令的波形如图29所示,成为振动次数为4.5次、振幅为0.3mm的波形。
图30所示的波形是(基准轴62的振动指令)-(叠加轴61b的振动指令)的波形。即,图30所示的波形是从振动次数为2.5次、振幅为0.2mm的波形减去振动次数为4.5次、振幅为0.3mm的波形而得到的波形。
如上所述,根据实施方式2,针对1心轴2刀架的车床,也能够得到与实施方式1相同的效果。即,数控装置1在进行叠加控制的情况下,也能够通过基准轴62a及叠加轴61b执行期望的低频振动切削。
实施方式3.
接下来,使用图31至图34对本发明的实施方式3进行说明。在实施方式3中,针对2心轴1刀架的车床而进行叠加控制及低频振动切削的控制。
图31是表示实施方式3所涉及的工作机械的结构的图。在图31中,与图2同样地,纸面的横向为z轴方向,纸面的纵向为x轴方向。对图31的各结构要素之中的具有与图2所示的实施方式1的工作机械110相同功能的结构要素标注有相同标号,省略重复的说明。本实施方式的加工对象为加工工件71、72。
实施方式3所涉及的工作机械130是2心轴1刀架的车床。2心轴1刀架的车床是具有2个主轴和1个刀架的车床。工作机械130的一个例子是转塔车床。在工作机械130中,第1心轴76所涉及的加工工件71的旋转轴为第1主轴68,第2心轴77所涉及的加工工件72的旋转轴为第2主轴69。
工作机械130具有刀架65c,在刀架65c设置有基准轴63c。刀架65c能够在x1轴方向及z1轴方向进行移动。
另外,加工工件72能够在x2轴方向及z2轴方向进行移动。此外,在这里的z2轴方向是正方向与在图2中说明的z2轴方向成为相反方向,但z2轴方向只要是与旋转轴相同的方向,则任意方向都可以是正方向。在工作机械130中,z1轴为基准轴63c,z2轴为叠加轴63d。此外,工作机械130,第1主轴68也可以是z2轴即叠加轴63d。
刀架65c与刀架65a同样地是回转式的刀架。刀架65c与刀架65a相比较,不同点在于能够同时地使用2个刀具66c、66d。刀具66c对加工工件71进行切削,刀具66d对加工工件72进行切削。
在工作机械130中,第1心轴76使加工工件71通过第1主轴68进行轴旋转,第2心轴77使加工工件72通过第2主轴69进行轴旋转。而且,工作机械130是刀架65c使刀具66c、66d在z1轴方向进行振动,使加工工件72在z2轴方向进行振动。由此,刀具66c对加工工件71进行振动切削,刀具66d对加工工件72进行振动切削。
工作机械130中的振动的限制条件是以下的(l3-1)至(l3-3)。
(l3-1)振动切削中的主轴转速可以在基准轴63c侧和叠加轴63d侧不同。但是,基准轴63c及叠加轴63d必须都以与振动次数同步的主轴转速进行动作。
(l3-2)第1主轴68旋转一周的期间的刀具66c、66d的振动次数必须在基准轴63c侧和叠加轴63d侧是相同的。
(l3-3)振动的振幅可以在基准轴63c侧和叠加轴63d侧不同。但是,考量基准轴63c侧的振动,必须指定叠加轴63d侧的振动。
如(l3-2)那样,振动次数必须在基准轴63c侧和叠加轴63d侧相同的原因在于,在工作机械130中,刀架65c具有2个刀具66c、66d,因此基准轴63c的振动传递至叠加轴63d。在工作机械130中,如果振动次数在基准轴63c侧和叠加轴63d侧不相同,则叠加轴63d侧的振动不是如正弦波或者三角波这样的一定形状的波形。
另外,如(l3-3)那样,考量基准轴63c侧的振动而必须指定叠加轴63d侧的振动的原因在于,刀架65c具有2个刀具66c、66d,因此在工作机械130中,基准轴63c的振动传递至叠加轴63d。
图32是表示实施方式3所涉及的数控装置所使用的加工程序的一个例子的图。此外,关于加工程序83之中的与在实施方式1的图3中说明的加工程序81相同的指令,省略其说明。
加工程序83在由数控装置1对工作机械130进行控制时被使用。因此,加工程序83包含有基准轴63c用的加工程序830c和叠加轴63d用的加工程序830d。
加工程序830c中的g165是使刀架65c在z1轴方向振动的指令,加工程序830d中的g165是使加工工件72在z2轴方向振动的指令。在加工程序830c中使用g165的情况下,以通过g165指定出的振幅及振动次数使刀具66c、66d在z1轴方向振动。在这里,示出了使刀具66c、66d以振幅为0.2mm、振动次数为2.5次进行振动的情况。另外,在加工程序830d中使用g165的情况下,以通过g165指定出的振幅及振动次数使加工工件72在z2轴方向振动。在这里,示出了使加工工件72以振幅为0.3mm、振动次数为4.5次进行振动的情况。
另外,在加工程序830c中,成为m3s1=2000,因此向第1主轴68的第1主轴转速指令为旋转2000周。另外,在加工程序830d中,成为m3s2=1200,因此向第2主轴69的第2主轴转速指令为旋转1200周。此外,在下面的说明中,将第1主轴68的主轴转速称为第1主轴转速,将第2主轴69的主轴转速称为第2主轴转速。
在使用加工程序83的情况下,振动计算部22a通过以下的(m3-1)至(m3-3)的任意方法对振动次数及主轴转速进行计算而变更。由此,通过变更后的振动次数及主轴转速对各轴进行控制。
(m3-1)使叠加轴63d的振动次数与基准轴63c的振动次数相匹配
在该情况下,振动计算部22b将叠加轴63d的振动次数即d=4.5变更为基准轴63c的振动次数即d=2.5。另外,振动计算部22a根据基准轴63c的振动次数即d=2.5和向第1主轴68的转速指令即s1=2000,对能够与基准轴63c侧及叠加轴63d的振动次数同步的第1主轴转速进行计算。振动计算部22a使用数控装置1内的信息对第1主轴转速进行计算。由振动计算部22a进行计算的第1主轴转速成为实际的第1主轴68的第1主轴转速。振动计算部22a在第1主轴转速存在多个候选的情况下,采用与初始的主轴转速即2000(次/min)接近的第1主轴转速。在这里,由振动计算部22a计算出的第1主轴转速设为是1929(次/min)。
并且,振动计算部22b根据在叠加轴63d的振动次数中设定的d=2.5和向第2主轴69的转速指令即s2=1200,对能够与叠加轴63d的振动次数同步的第2主轴转速进行计算。振动计算部22b使用数控装置1内的信息对第2主轴转速进行计算。由振动计算部22b进行计算的第2主轴转速成为实际振动切削了的情况下的第2主轴69的第2主轴转速。振动计算部22b在第2主轴转速存在多个候选的情况下,采用与初始的主轴转速即1200(次/min)接近的主轴转速。在这里,由振动计算部22b计算出的第2主轴转速设为是1227(次/min)。
(m3-2)使基准轴63c的振动次数与叠加轴63d的振动次数相匹配
在该情况下,振动计算部22a将基准轴63c的振动次数即d=2.5变更为叠加轴63d的振动次数即d=4.5。然后,振动计算部22a通过与(m2-2)相同的方法对第1主轴转速进行计算。在这里,由振动计算部22a计算出的第1主轴转速设为是1875(次/min)。
另外,振动计算部22b根据在叠加轴63d的振动次数中设定的d=2.5和向第2主轴69的转速指令即s2=1200,对能够与叠加轴63d的振动次数同步的第2主轴转速进行计算。振动计算部22b通过与(m2-3)相同的方法对第2主轴转速进行计算。在这里,由振动计算部22b计算出的第2主轴转速设为是1250(次/min)。
(m3-3)取基准轴63c的振动次数和叠加轴63d的振动次数的平均次数
基准轴63c的振动次数和叠加轴63d的振动次数的平均次数可以由振动计算部22a进行计算,也可以由振动计算部22b进行计算。在这里,说明由振动计算部22a对基准轴63c的振动次数和叠加轴63d的振动次数的平均次数进行计算的情况。
振动计算部22a对基准轴63c的振动次数即d=2.5和叠加轴63d的振动次数即d=4.5的平均值即平均次数进行计算。在这里的平均次数为3.5次。振动计算部22a将计算结果设定为基准轴63c的振动次数及叠加轴63d的振动次数。
另外,振动计算部22a对能够与计算出的平均次数的3.5次同步的第1主轴转速进行计算。振动计算部22a使用数控装置1内的信息对第1主轴转速进行计算。振动计算部22a在第1主轴转速存在多个候选的情况下,采用与初始的第1主轴转速即2000(次/min)接近的第1主轴转速。在这里,由振动计算部22a计算出的主轴转速设为是1929(次/min)。
另外,振动计算部22b对能够与计算出的平均次数的3.5次同步的第2主轴转速进行计算。振动计算部22b使用数控装置1内的信息对第2主轴转速进行计算。振动计算部22b在第2主轴转速存在多个候选的情况下,采用与初始的第2主轴转速即1200(次/min)接近的第2主轴转速。在这里,由振动计算部22b计算出的主轴转速设为是1205(次/min)。
接下来,说明对工作机械130进行控制时的处理顺序。图33是表示实施方式3所涉及的数控装置的第1控制处理的处理顺序的流程图。图33示出了通过数控装置1进行的向工作机械130的控制处理顺序。在这里的第1控制处理是使叠加轴63d的振动次数与基准轴63c的振动次数相匹配的情况下的控制处理。
图33中的步骤s610至s620的处理是与图4中的步骤s110至s120的处理相同的处理,因此省略其说明。解析处理部37将振动条件等的解析结果发送至插补处理部38。
振动计算部22a、22b通过前述的(m3-1)的方法,执行步骤s630至s640的处理。即,振动计算部22b使叠加轴63d的振动次数与基准轴63c的振动次数相匹配(步骤s630)。而且,振动计算部22a基于通过步骤s630求出的振动次数和初始的第1主轴转速,对能够与基准轴63c侧及叠加轴63d的振动次数同步的第1主轴转速进行计算(步骤s640)。
另外,振动计算部22b基于通过步骤s630求出的振动次数和初始的第2主轴转速,对能够与叠加轴63d的振动次数同步的第2主轴转速进行计算(步骤s650)。此外,振动计算部22a、22b也可以通过前述的(m3-2)的处理,对基准轴63c的振动次数及叠加轴63d的振动次数进行计算。
然后,通过与在图4的流程图中说明的情况相同的处理,由振动发生部24a生成基准振动波形,由振动发生部24b生成叠加振动波形。而且,通过与图4的步骤s170相同的处理,由轴数据输出部40将主轴转速及速度指令输出至驱动部90(步骤s660)。
其结果,在使用了(m3-1)的方法或者(m3-2)的方法的情况下,按照由振动计算部22a计算而变更后的基准轴63c的振动次数对z1轴的振动动作进行控制。另外,按照由振动计算部22a计算出的第1主轴转速对第1主轴68的旋转进行控制。另外,按照由振动计算部22b计算而变更后的叠加轴63d的振动次数对z2轴的振动动作进行控制。另外,按照由振动计算部22b计算出的第2主轴转速对第2主轴69的旋转进行控制。
具体地说,以由振动计算部22a计算出的第1主轴转速通过第1心轴76使加工工件71旋转,并且以由振动计算部22a计算出的振动次数通过刀架65c使刀具66c、66d振动。另外,以由振动计算部22b计算出的第2主轴转速通过第2心轴77使加工工件72旋转,并且以由振动计算部22b计算出的振动次数使加工工件72振动。
此外,在步骤s630中,也可以由振动计算部22a、22b通过前述的(m3-3)的处理,取得基准轴63c的振动次数和叠加轴63d的振动次数的平均次数。对该情况下的处理顺序进行说明。
图34是表示实施方式3所涉及的数控装置的第2控制处理的处理顺序的流程图。在这里的第2控制处理是在叠加轴63d及基准轴63c设定叠加轴63d的振动次数和基准轴63c的振动次数的平均次数的情况下的控制处理。图34中的步骤s710至s720的处理是与图4中的步骤s110至s120的处理相同的处理,因此省略其说明。解析处理部37将振动条件等的解析结果发送至插补处理部38。
振动计算部22a、22b通过前述的(m3-3)的处理,执行步骤s730至s740的处理。即,振动计算部22b对基准轴63c的振动次数和叠加轴63d的振动次数的平均值即平均振动次数进行计算(步骤s730)。然后,振动计算部22a、22b执行步骤s740、s750的处理。
由振动计算部22a执行的步骤s740的处理是与图33中的步骤s640相同的处理。振动计算部22a在步骤s640的处理中,使用通过步骤s630求出的振动次数而计算出第1主轴转速,与此相对,在步骤s740的处理中,使用通过步骤s730求出的平均振动次数而计算第1主轴转速。
另外,由振动计算部22b执行的步骤s750的处理是与图33中的步骤s650相同的处理。振动计算部22a在步骤s650的处理中,使用通过步骤s630求出的振动次数而计算出第2主轴转速,与此相对,在步骤s750的处理中,使用通过步骤s730求出的平均振动次数而计算第2主轴转速。
然后,通过与在图4的流程图中说明的情况相同的处理,由振动发生部24a生成基准振动波形,由振动发生部24b生成叠加振动波形。而且,通过与图4的步骤s170相同的处理,轴数据输出部40将主轴转速及速度指令输出至驱动部90(步骤s760)。
其结果,在使用(m3-3)的方法的情况下,也与使用(m3-1)的方法或者(m3-2)的方法的情况同样地,对z1轴、z2轴、第1主轴68、第2主轴69进行控制。
另外,在加工程序83中,有时只有向基准轴63c的振动指令而没有向叠加轴63d的振动指令。另外,在加工程序83中,有时只有向叠加轴63d的振动指令而没有向基准轴63c的振动指令。在这些情况下,数控装置1进行与在实施方式1的图5或者图6中说明的处理相同的处理。
此外,振动计算部22a、22b也可以在步骤s630、s730中,执行(m3-1)至(m3-3)的全部处理。在该情况下振动计算部22a、22b对通过(m3-1)至(m3-3)得到的计算结果之中的、与初始的主轴转速的差小的主轴转速进行选择。
另外,向数控装置1可以预先设定是采用(m3-1)至(m3-3)中的哪一者,也可以由用户选择是采用(m3-1)至(m3-3)中的哪一者。另外,振动计算部22a、22b也可以与先执行g165的指令侧相匹配地选择(m3-1)或者(m3-2)。即,在通过基准轴63c先执行g165的指令的情况下,振动计算部22a、22b应用(m3-1),在通过叠加轴63d先执行g165的指令的情况下,振动计算部22a、22b应用(m3-2)。
如上所述,根据实施方式3,针对2心轴1刀架的车床也能够得到与实施方式1相同的效果。即,数控装置1在进行叠加控制的情况下也能够通过基准轴63c及叠加轴63d执行期望的低频振动切削。
在这里,对数控装置1所具有的控制运算部2的硬件结构进行说明。图35是表示实施方式1至3所涉及的控制运算部的硬件结构例的图。
控制运算部2能够通过图35所示的控制电路300即处理器301、存储器302而实现。处理器301的例子是cpu(也称为centralprocessingunit、中央处理装置、处理装置、运算装置、微处理器、微型计算机、处理器、dsp)或者系统lsi(largescaleintegration)。存储器302的例子是ram(randomaccessmemory)或者rom(readonlymemory)。
控制运算部2是由处理器301将在存储器302中存储的、用于执行控制运算部2的动作的程序读出并执行而实现的。另外,该程序也可以说是使计算机执行控制运算部2的顺序或者方法。存储器302还被用于由处理器301执行各种处理时的暂时存储器。
由处理器301执行的程序可以是具有能够由计算机执行的、包含用于进行数据处理的多个命令在内的计算机可读取且非易失性的(non-transitory)记录介质的计算机程序产品。由处理器301执行的程序使计算机执行由多个命令进行数据处理。
另外,可以将控制运算部2通过专用的硬件而实现。另外,关于控制运算部2的功能,可以将一部分通过专用的硬件而实现,将一部分通过软件或者固件而实现。
另外,可以将在实施方式2的图26~图30中说明的实施内容应用于实施方式1或者实施方式3。
以上的实施方式所示的结构,表示本发明的内容的一个例子,也能够与其他公知技术进行组合,在不脱离本发明的主旨的范围,也能够对结构的一部分进行省略、变更。
标号的说明
1数控装置,2控制运算部,3输入操作部,4显示部,5plc操作部,11a、11b振动指令解析部,21a基准轴插补部,21b叠加轴插补部,22a、22b振动计算部,23b差分计算部,24a、24b振动发生部,25a、25b振动检查部,26a、26b移动量发生部,27合成部,28叠加合成部,34存储部,37解析处理部,38插补处理部,51a~51c、52a~52g、53a、53b、54a~54c移动路径,60主轴,61a、62a、63c基准轴,61b、63d叠加轴,65a、65b、65c刀架,66a、66b、66c、66d刀具,68第1主轴,69第2主轴,70~72加工工件,75、76第1心轴,77第2心轴,81、82p、82q、83加工程序,90驱动部,110、120、130工作机械,p1a、p1b、p2a、p2b指令振幅,p1c、p2c差分振幅。
- 还没有人留言评论。精彩留言会获得点赞!