多层陶瓷电容器及制造多层陶瓷电容器的方法与流程
本申请要求于2019年11月29日在韩国知识产权局提交的第10-2019-0156838号韩国专利申请的优先权的权益,所述韩国专利申请的全部公开内容通过引用被包含于此。
本公开涉及一种多层陶瓷电容器及制造多层陶瓷电容器的方法,在该多层陶瓷电容器中,可改善防潮可靠性,同时可改善耐受电压。
背景技术:
通常,诸如电容器、电感器、压电元件、压敏电阻或热敏电阻的使用陶瓷材料的电子组件包括利用陶瓷材料形成的陶瓷主体、形成在陶瓷主体内部的内电极以及设置在陶瓷主体的表面上以连接到内电极的外电极。
近来,由于电子产品已小型化和多功能化,芯片组件也已小型化和高度功能化。因此,要求多层陶瓷电容器具有高容量和小尺寸。
如上所述,对于小且高容量的产品,确保可靠性和高耐受电压特性是必要的。
多层陶瓷电容器的小型化和高电容要求显著增大有效电极面积(增大电容实现所需的有效体积分数)。
为了实现如上所述的小且高容量的多层陶瓷电容器,在制造多层陶瓷电容器时,可使内电极在主体的宽度方向上暴露,从而通过无边缘设计在宽度方向上显著增大内电极面积。例如,在预烧制阶段,在制造这样的片之后,采用将侧边缘部单独地附着到片的宽度方向的电极暴露表面以完成多层陶瓷电容器的方法。
然而,在按照以上方法形成侧边缘部的工艺中,侧边缘部中的空隙增多,并且湿气可贯穿空隙,从而降低了防潮可靠性。
提高烧制温度以去除空隙可能引起这样的问题:可能由于与侧边缘部相邻的内电极的过度烧制而降低耐受电压。
因此,需要研究在超小且高容量的产品中改善防潮可靠性并确保高击穿电压(bdv)。
技术实现要素:
提供本发明内容以按照简化的形式介绍所选择的构思,并在下面的具体实施方式中进一步描述所述构思。本发明内容既不意在限定所要求保护主题的关键特征或必要特征,也不意在用于帮助确定所要求保护主题的范围。
本公开的一方面在于提供一种可改善防潮可靠性同时可改善耐受电压的多层陶瓷电容器及制造多层陶瓷电容器的方法。
根据本公开的一方面,一种多层陶瓷电容器包括:陶瓷主体,包括介电层,所述陶瓷主体具有彼此相对的第一表面和第二表面、连接所述第一表面和所述第二表面的第三表面和第四表面以及连接到所述第一表面、所述第二表面、所述第三表面和所述第四表面并且彼此相对的第五表面和第六表面;多个第一内电极和多个第二内电极,设置在所述陶瓷主体内部,暴露于所述第一表面和所述第二表面,并且具有暴露于所述第三表面或所述第四表面的端部;以及第一侧边缘部和第二侧边缘部,分别设置在暴露于所述第一表面和所述第二表面的所述多个第一内电极和所述多个第二内电极的侧部上。比db/da满足大于等于1.00且小于等于1.07,其中,“db”是所述第一侧边缘部和所述第二侧边缘部的相应边缘区域的在所述介电层的堆叠方向上的两端之间的距离,并且“da”是所述陶瓷主体的在中央区域的在所述堆叠方向上的距离。
根据本公开的一方面,一种制造多层陶瓷电容器的方法包括:制备第一陶瓷生片和第二陶瓷生片,在所述第一陶瓷生片上以预定间隔形成多个第一内电极图案,在所述第二陶瓷生片上以预定间隔形成多个第二内电极图案;以所述多个第一内电极图案和所述多个第二内电极图案彼此交错重叠的这样的方式层叠所述第一陶瓷生片和所述第二陶瓷生片,以形成陶瓷生片层叠主体;切割所述陶瓷生片层叠主体以具有所述多个第一内电极图案的边缘和所述多个第二内电极图案的边缘在宽度方向上暴露的侧表面;在切割的层叠主体的所述侧表面上分别形成第一侧边缘部和第二侧边缘部;以及烧制所述切割的层叠主体以提供包括介电层以及第一内电极和第二内电极的陶瓷主体。比db/da满足大于等于1.00且小于等于1.07,其中,“db”是所述第一侧边缘部和所述第二侧边缘部的相应边缘区域的在所述介电层的层叠方向上的两端之间的距离,并且“da”是所述陶瓷主体的在中央区域的在所述层叠方向上的距离。
附图说明
通过下面结合附图进行的详细描述,本公开的以上和其他方面、特征和优点将被更清楚地理解,在附图中:
图1是示出根据示例性实施例的多层陶瓷电容器的示意性透视图;
图2是示出图1的陶瓷主体的外型的透视图;
图3是示出图2的陶瓷主体的烧制之前的陶瓷生片层叠主体的透视图;
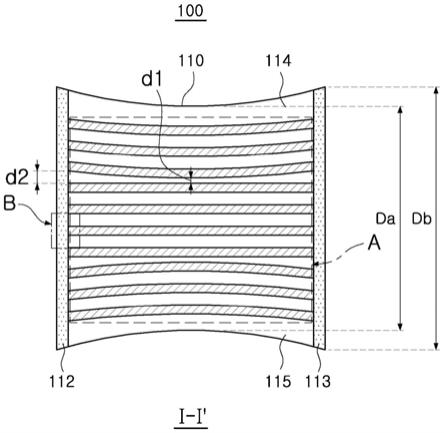
图4是沿着图1的线i-i'截取的截面图;
图5是图4的b区域的放大图;以及
图6a至图6f是示意性示出根据另一示例性实施例的制造多层陶瓷电容器的方法的截面图和透视图。
具体实施方式
提供以下具体实施方式以帮助读者获得对在此描述的方法、设备和/或系统的全面理解。然而,在此描述的方法、设备和/或系统的各种变化、修改和等同物对本领域普通技术人员来说将是显而易见的。在此所描述的操作的顺序仅仅是示例,并不限于在此所阐述的顺序,而是除了必须以特定顺序发生的操作以外,可做出对本领域普通技术人员来说将是显而易见的改变。此外,为了提高清楚性和简洁性,可省略对本领域普通技术人员来说将是公知的功能和构造的描述。
在此描述的特征可按照不同的形式呈现,并且将不被解释为局限于这里描述的示例。更确切地说,已经提供这里描述的示例使得本公开将是彻底的和完整的,并且将把本公开的范围充分地传达给本领域普通技术人员。
这里,注意的是,关于示例或实施例的术语“可”的使用(例如,关于示例或实施例可包括或实现什么)意味着存在包括或实现这样的特征的至少一个示例或实施例,而所有的示例和实施例不限于此。
在整个说明书中,当元件(诸如层、区域或基板)被描述为“在”另一元件“上”、“连接到”另一元件或“结合到”另一元件时,该元件可直接“在”所述另一元件“上”、直接“连接到”所述另一元件或直接“结合到”所述另一元件,或者可存在介于它们之间的一个或更多个其他元件。相比之下,当元件被描述为“直接在”另一元件“上”、“直接连接到”另一元件或“直接结合到”另一元件时,可不存在介于它们之间的其他元件。
如在此使用的,术语“和/或”包括相关所列项中的任意一项和任意两项或更多项的任意组合。
尽管在此可使用诸如“第一”、“第二”和“第三”的术语来描述各种构件、组件、区域、层或部分,但是这些构件、组件、区域、层或部分不受限于这些术语。更确切地说,这些术语仅用于将一个构件、组件、区域、层或部分与另一构件、组件、区域、层或部分区分开。因此,在不脱离示例的教导的情况下,在此描述的示例中所称的第一构件、第一组件、第一区域、第一层或第一部分也可称为第二构件、第二组件、第二区域、第二层或第二部分。
为了便于描述,在此可使用诸如“上方”、“上面”、“下方”和“下面”的空间相对术语以描述如附图中所示的一个元件与另一元件的关系。这样的空间相对术语意图除了包含附图中描绘的方位之外还包含装置在使用或操作中的不同方位。例如,如果附图中的装置被翻转,则被描述为相对于另一元件位于“上方”或“上面”的元件于是将相对于另一元件位于“下方”或“下面”。因此,术语“上方”根据装置的空间方位包含上方和下方两种方位。装置也可按照其他方式(例如,旋转90度或处于其他方位)定位,并且在此使用的空间相对术语将被相应地解释。
在此使用的术语仅用于描述各种示例,并不用于限制本公开。除非上下文另有明确说明,否则单数形式也意图包括复数形式。术语“包括”、“包含”和“具有”列举存在所陈述的特征、数量、操作、构件、元件和/或它们的组合,但不排除存在或添加一个或更多个其他特征、数量、操作、构件、元件和/或它们的组合。
由于制造技术和/或公差,可能出现附图中示出的形状的变化。因此,在此描述的示例不限于附图中示出的特定形状,而是包括在制造期间发生的形状变化。
在此描述的示例的特征可按照在理解本申请的公开内容之后将是显而易见的各种方式组合。此外,尽管在此描述的示例具有各种构造,但在理解本申请的公开内容之后将是显而易见的其他构造是可行的。
附图可不按比例绘制,并且为了清楚、说明和方便,可夸大附图中的元件的相对尺寸、比例和描绘。
随后,参照附图进一步详细地描述示例。
图1是示出根据示例性实施例的多层陶瓷电容器的示意性透视图。
图2是示出图1的陶瓷主体的外型的透视图。
图3是示出图2的陶瓷主体的烧制之前的陶瓷生片层叠主体的透视图。
图4是沿着图1的线i-i'截取的截面图。
参照图1至图4,根据示例性实施例的多层陶瓷电容器100包括:陶瓷主体110;多个内电极121和122,形成在陶瓷主体110中;以及外电极131和132,形成在陶瓷主体110的外表面上。
陶瓷主体110可具有彼此相对的第一表面1和第二表面2、连接第一表面和第二表面的第三表面3和第四表面4以及作为上表面的第五表面5和作为下表面的第六表面6。
第一表面1和第二表面2可以是在陶瓷主体110的作为第二方向的宽度方向上彼此相对的表面,第三表面3和第四表面4可以是在作为第一方向的长度方向上彼此相对的表面,第五表面5和第六表面6可以是在作为第三方向的厚度方向上彼此相对的表面。
陶瓷主体110的形状没有特别限制,但可以是如附图中所示的矩形平行六面体形状。
形成在陶瓷主体110中的多个内电极121和122的一端暴露于陶瓷主体的第三表面3或第四表面4。
内电极121和122可设置为具有不同极性的一对第一内电极121和第二内电极122。
第一内电极121的一端可暴露于第三表面3,第二内电极122的一端可暴露于第四表面4。
第一内电极121的另一端形成为距离第四表面4预定间隔,第二内电极122的另一端形成为距离第三表面3预定间隔。
第一外电极131可形成在陶瓷主体的第三表面3上,第二外电极132可形成在陶瓷主体的第四表面4上,以电连接到内电极。
根据示例性实施例的多层陶瓷电容器100包括:多个内电极121和122,设置在陶瓷主体110内部,暴露于第一表面1和第二表面2,并且具有暴露于第三表面3的一端或第四表面4的一端;以及第一侧边缘部112和第二侧边缘部113,分别设置在暴露在第一表面1和第二表面2上的内电极121和122的侧部上。
多个内电极121和122形成在陶瓷主体110中,并且多个内电极121和122的相应侧部暴露于第一表面和第二表面,第一表面和第二表面是陶瓷主体110的在宽度方向上的表面。第一侧边缘部112和第二侧边缘部113设置在内电极121和122的暴露的侧部上。
第一侧边缘部112和第二侧边缘部113的平均厚度可大于等于10μm且小于45μm。
根据示例性实施例,陶瓷主体110可包括堆叠有多个介电层111的层叠体以及设置在层叠体的两侧上的第一侧边缘部112和第二侧边缘部113。
多个介电层111可处于烧结状态,并且可一体化为使得不能识别相邻介电层之间的边界。
陶瓷主体110的长度与从陶瓷主体的第三表面3到第四表面4的距离对应。
介电层111的长度形成陶瓷主体的第三表面3与第四表面4之间的距离。
根据示例性实施例,陶瓷主体的长度可以是400μm至1400μm,具体地,陶瓷主体的长度可以是400μm至800μm或者600μm至1400μm,但不限于此。
内电极121和122可形成在介电层111上,并且内电极121和122可通过烧结形成在陶瓷主体中且一个介电层介于内电极121和122之间。
参照图3,第一内电极121形成在介电层111上。第一内电极121没有形成在介电层的整个长度方向上。例如,第一内电极121的一端形成至第三表面3以暴露于第三表面3,第一内电极121的另一端可形成为距离陶瓷主体的第四表面4预定间隔。
第一内电极的暴露于陶瓷主体的第三表面3的端部连接到第一外电极131。
与第一内电极相比,第二内电极122的一端暴露于第四表面4以连接到第二外电极132,第二内电极122的另一端形成为距离第三表面3预定间隔。
内电极可按照400层或更多层的量堆叠以实现高电容的多层陶瓷电容器,但其实施例不限于此。
介电层111可具有与第一内电极121的宽度相同的宽度。例如,第一内电极121可形成在介电层111的整个宽度方向上。
根据示例性实施例,介电层的宽度和内电极的宽度可以是100μm至900μm,但不限于此。具体地,介电层的宽度和内电极的宽度可以是100μm至500μm或者100μm至900μm。
陶瓷主体110可包括:有效部a,作为对电容器的电容形成有贡献的部分;以及上覆盖部114和下覆盖部115,作为上边缘部和下边缘部分别形成在有效部a的上部和下部上。
有效部a可通过重复地堆叠多个第一内电极121和多个第二内电极122且介电层111介于第一内电极121和第二内电极122之间而形成。
除了不包括内电极之外,上覆盖部114和下覆盖部115可具有与介电层111的材料和构造相同的材料和构造。
例如,上覆盖部114和下覆盖部115可包括陶瓷材料,例如钛酸钡(batio3)基陶瓷材料。
上覆盖部114和下覆盖部115可均具有小于等于20μm的厚度,但不必然限于此。
根据示例性实施例,为了在超小且高容量的产品中改善防潮可靠性并确保高bdv,本公开的特征可在于,控制陶瓷主体的在中央区域的堆叠方向距离与第一侧边缘部和第二侧边缘部的相应边缘区域的在陶瓷主体的堆叠方向上的两端之间的距离的比。
例如,作为本公开的示例性实施例,在其中上覆盖部114和下覆盖部115均具有小于等于20μm的厚度的情况下,可能存在防潮性劣化的问题,而在上覆盖部和下覆盖部的厚度大于20μm的现有技术的情况下,由于覆盖部的厚度而不存在防潮可靠性的问题。
在示例性实施例中,内电极和介电层通过同时被切割而形成,并且内电极的宽度和介电层的宽度可相同,这将在下面更详细地描述。
为了显著增大多层陶瓷电容器的容量,可考虑使介电层变薄的方法、使变薄的介电层高度层叠的方法、提高内电极的覆盖范围的方法等。
此外,可考虑提高形成电容的内电极的重叠面积的方法。
为了增大内电极的重叠面积,应显著减小其中没有形成内电极的边缘面积。
具体地,随着多层陶瓷电容器的尺寸进一步减小,应显著减小边缘面积以增大内电极的重叠面积。
通常,为了实现小且高容量的多层陶瓷电容器,在制造多层陶瓷电容器时,内电极在主体的宽度方向上暴露,从而通过无边缘设计在宽度方向上显著增大内电极面积。例如,在预烧制阶段,在制造这样的片之后,应用将侧边缘部单独地附着到片的宽度方向的电极暴露表面以完成多层陶瓷电容器的方法。
然而,在按照以上方法形成侧边缘部的工艺中,侧边缘部中的空隙增多,并且湿气可贯穿空隙,从而降低了防潮可靠性。
提高烧制温度以去除空隙可能引起这样的问题:可能由于与侧边缘部相邻的内电极的过度烧制而降低耐受电压。
根据本公开的示例性实施例,第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两端之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07(即,大于等于1.00且小于等于1.07)。距离da和db可通过对于本领域普通技术人员来说将显而易见并且本领域普通技术人员将理解的标准方法来测量。例如,参照图4,可通过已知的标准方法在陶瓷主体的长度方向上的中央处的w-t截面中测量距离da和db。在下文中,作为示例,距离da可表示为相应边缘区域的在w-t截面中两个端点之间的距离。
通过控制陶瓷主体的在中央区域的堆叠方向距离与第一侧边缘部和第二侧边缘部的相应边缘区域的两个端点之间的距离的比,可实现超小且高容量的多层陶瓷电容器,并且可改善耐受电压,同时改善防潮可靠性。
具体地,根据本公开的示例性实施例,可提供其中介电层111的厚度小于等于0.6μm且内电极121、122的厚度小于等于0.4μm的超小且高容量的多层陶瓷电容器。介电层111以及内电极121、122的厚度可通过对于本领域普通技术人员来说将显而易见并且本领域普通技术人员将理解的标准方法来测量。
如在实施例中,在应用了薄膜的介电层和内电极并且其中介电层111的厚度小于等于0.6μm且内电极121、122的厚度小于等于0.4μm的超小且高容量的多层陶瓷电容器的情况下,湿气渗透到侧边缘部中导致防潮性降低是一个非常重要的问题。
例如,在本公开的示例性实施例中,由于其中介电层111具有小于等于0.6μm的厚度且内电极121和122具有小于等于0.4μm的厚度的技术应用于超小且高容量的多层陶瓷电容器,因此介电层和内电极的厚度可相对薄,因此,存在由于湿气渗入而导致的防潮可靠性会降低的可能性。
然而,在如本公开的示例性实施例中的具有单独的侧边缘部的超小且高容量的多层陶瓷电容器中,可控制第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da以满足1.00至1.07。因此,即使在介电层111的厚度小于等于0.6μm且内电极121和122的厚度小于等于0.4μm的薄膜的情况下,也可改善防潮可靠性,并且还可改善耐受电压特性。
然而,薄膜的含义不必然意味着介电层111的厚度小于等于0.6μm且内电极121和122的厚度小于等于0.4μm,而可被理解为包括厚度比现有技术产品的介电层和内电极的厚度薄的介电层和内电极。
虽然调节第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da以满足1.00至1.07的方法没有特别限制,但例如,用于形成第一侧边缘部112和第二侧边缘部113的介电材料和组成可实现为与用于形成有效部a的介电层111的介电材料和组成不同。
例如,在现有技术中,由于用于形成侧边缘部的介电材料和组成与用于形成有效部的介电层的介电材料和组成相同,因此在烧制期间在侧边缘部中形成空隙,因此存在防潮性相对低的问题。
此外,当提高烧制温度以去除侧边缘部空隙来改善防潮性时,多层陶瓷电容器的耐受电压降低。
然而,根据本公开的示例性实施例,可与用于形成有效部a的介电层111的介电材料和组成不同地应用用于形成第一侧边缘部112和第二侧边缘部113的介电材料和组成,从而获得改善防潮可靠性和改善耐受电压特性的两个效果。
例如,包括在用于形成第一侧边缘部112和第二侧边缘部113的介电材料中的粘合剂的含量可与包括在用于形成有效部a的介电层111的介电材料中的粘合剂的含量不同,从而实现根据本公开的示例性实施例的特征。
粘合剂含量越高,烧制时的收缩率越大,相反,粘合剂含量越低,收缩率越低。
因此,在包括在用于形成第一侧边缘部112和第二侧边缘部113的介电材料中的粘合剂的含量小于包括在用于形成有效部a的介电层111的介电材料中的粘合剂的含量的情况下,在烧制工艺期间侧边缘部的收缩率低于有效部的介电层的收缩率,从而可根据示例性实施例实现上述特征。
例如,参照图4,第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07。在这种情况下,与陶瓷主体110的中央区域相比,第一侧边缘部112和第二侧边缘部113的边缘区域具有突出的形状。
当第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07时,可获得改善防潮可靠性和改善耐受电压特性的两个效果。
其中第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da小于1.00的情况是现有技术的情况。在这种情况下,与侧边缘的边缘部分相比,陶瓷主体的中央部分具有向上突出的形状。在这种情况下,内电极的端部之间的距离相对短,使得耐受电压特性劣化,并且高温负载特性劣化。
如果第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da大于1.07,则侧边缘部的收缩程度相对小,并且侧边缘部的边缘区域的突起加剧,从而可能形成外电极未涂覆区域或者可能使外电极涂层的厚度减小,从而使防潮性劣化。
更具体地,根据本公开的示例性实施例,当第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da满足大于1.00且小于等于1.07时,可获得改善防潮可靠性和改善耐受电压特性的更优异的两个效果。
例如,在其中第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da为1.00的情况下,可能难以实现实际产品,并且当如在实施例中的db/da超过1.00时,可提高上述两个效果。
参照图4,在根据示例性实施例的多层陶瓷电容器中,第一内电极121与第二内电极122之间的在陶瓷主体110的与第一侧边缘部112或第二侧边缘部113相邻的端部中的间隔d2相对于第一内电极121与第二内电极122之间的在陶瓷主体110的中央区域中的间隔d1的比d2/d1可满足大于1.00且小于等于1.05。因此,当第一内电极121与第二内电极122之间的在陶瓷主体110的端部中的间隔d2增大时,可获得电场集中缓和效果(electricfieldconcentrationrelaxationeffect),并且可增大击穿电压(bdv)。间隔d1和d2可通过对本领域普通技术人员来说将显而易见并且本领域普通技术人员将理解的标准方法来测量。
在一般的多层陶瓷电容器中,由于陶瓷主体的压制工艺,第一内电极与第二内电极之间的在陶瓷主体的端部中的间隔变得小于第一内电极与第二内电极之间的在陶瓷主体的中央区域中的距离。
在这种情况下,当第一内电极与第二内电极之间的间隔在陶瓷主体的端部中变窄时,电场集中,因此击穿电压(bdv)降低。
根据本公开的示例性实施例,当在烧制工艺期间控制侧边缘部的收缩比以低于有效部的介电层的收缩比时,第一内电极121与第二内电极122之间在陶瓷主体110的端部中的间隔d2可大于第一内电极121与第二内电极122之间的在陶瓷主体110的中央区域中的间隔d1。因此,可减轻第一内电极与第二内电极之间的在陶瓷主体的端部中的电场的集中。
为此,在根据示例性实施例的多层陶瓷电容器中,可增大击穿电压(bdv),从而改善可靠性。
如果第一内电极121与第二内电极122之间的在陶瓷主体110的端部中的间隔d2相对于第一内电极121与第二内电极122之间的在陶瓷主体110的中央区域中的间隔d1的比d2/d1小于等于1.00,则击穿电压(bdv)会由于内电极之间的在陶瓷主体的端部中的电场的集中而降低。
如果第一内电极121与第二内电极122之间的在陶瓷主体110的端部中的间隔d2相对于第一内电极121与第二内电极122之间的在陶瓷主体110的中央区域中的间隔d1的比d2/d1超过1.05,则防潮可靠性会劣化。
图5是图4的b区域的放大图。
参照图5,在第一侧边缘部112和第二侧边缘部113中的孔隙的数量与在有效部a的介电层111中的孔隙的数量的比可满足0.9至1.1(即,大于等于0.9且小于等于1.1)。作为示例,可在同一截面(例如,图5中所示的l-t截面)中测量相应部分的单位面积的孔隙p的数量,然后将单位面积的孔隙p的数量进行比较。
根据示例性实施例,第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07,并且在第一侧边缘部112和第二侧边缘部113中的孔隙的数量与在有效部a的介电层111中的孔隙的数量的比满足0.9至1.1,从而改善了防潮可靠性和耐受电压特性。
虽然控制在第一侧边缘部112和第二侧边缘部113中的孔隙的数量与在有效部a的介电层111中的孔隙的数量的比以满足0.9至1.1的方法没有特别限制,但例如,可通过调节在形成有效部a的介电层111、第一侧边缘部112和第二侧边缘部113的工艺中引入的陶瓷粉末的原料的颗粒尺寸来实现该方法。
例如,用于形成有效部a的介电层111的原料的钛酸钡(batio3)粉末的平均粒径可大于用于形成第一侧边缘部112和第二侧边缘部113的原料的钛酸钡(batio3)粉末的平均粒径,可实现如上所述的控制孔隙的数量的比的方法。
虽然没有特别限制,但例如,用于形成有效部a的介电层111的原料的钛酸钡(batio3)粉末的平均粒径为约100nm,用于形成第一侧边缘部112和第二侧边缘部113的原料的钛酸钡(batio3)粉末的平均粒径为约70nm。
图6a至图6f是示意性示出根据另一示例性实施例的制造多层陶瓷电容器的方法的截面图和透视图。
根据另一示例性实施例,一种制造多层陶瓷电容器的方法包括:制备第一陶瓷生片和第二陶瓷生片,在第一陶瓷生片上以预定间隔形成多个第一内电极图案,在第二陶瓷生片上以预定间隔形成多个第二内电极图案;以第一内电极图案和第二内电极图案彼此交错重叠的这样的方式层叠第一陶瓷生片和第二陶瓷生片,以形成陶瓷生片层叠主体;切割陶瓷生片层叠主体以具有第一内电极图案的边缘和第二内电极图案的边缘在宽度方向上暴露的侧表面;在切割的层叠主体的侧表面上分别形成第一侧边缘部和第二侧边缘部;以及烧制切割的层叠主体以提供包括介电层以及第一内电极和第二内电极的陶瓷主体。在这种情况下,第一侧边缘部和第二侧边缘部的相应边缘区域的在陶瓷主体的堆叠方向上的两端之间的距离db相对于陶瓷主体的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07。
在下文中,将描述根据另一示例性实施例的制造多层陶瓷电容器的方法。
如图6a中所示,在陶瓷生片211上以预定间隔形成多个条型第一内电极图案221。可彼此平行地形成多个条型第一内电极图案221。
陶瓷生片211可利用包括陶瓷粉末、有机溶剂和有机粘合剂的陶瓷膏体形成。
陶瓷粉末是具有高介电常数的材料,并且可以是钛酸钡(batio3)基材料、铅复合钙钛矿基材料、钛酸锶(srtio3)基材料等,但不限于此。具体地,可使用钛酸钡(batio3)基粉末。当烧制陶瓷生片211时,陶瓷生片211成为构成陶瓷主体110的介电层111。
条型第一内电极图案221可通过包括导电金属的内电极膏体形成。导电金属可以是镍(ni)、铜(cu)、钯(pd)或它们的合金,但不限于此。
在陶瓷生片211上形成条型第一内电极图案221的方法没有特别限制,而可通过例如诸如丝网印刷法或凹版印刷法的印刷方法来形成。
虽然未示出,但可在陶瓷生片211上以预定间隔形成多个条型第二内电极图案222。
在下文中,其上形成有第一内电极图案221的陶瓷生片可被称为第一陶瓷生片,其上形成有第二内电极图案222的陶瓷生片可被称为第二陶瓷生片。
接下来,如图6b中所示,可按照条型第一内电极图案221和条型第二内电极图案222交替堆叠的这样的方式交替地堆叠第一陶瓷生片和第二陶瓷生片。
此后,条型第一内电极图案221可以是第一内电极121,条型第二内电极图案222可以是第二内电极122。
根据另一示例性实施例,第一陶瓷生片和第二陶瓷生片中的每者的厚度td小于等于1.0μm,第一内电极图案和第二内电极图案中的每者的厚度te小于等于0.5μm。
由于本公开的示例性实施例的特征在于具有包含小于等于0.6μm的厚度的介电层和小于等于0.4μm的厚度的内电极的薄膜的超小且高容量的多层陶瓷电容器,因此第一陶瓷生片和第二陶瓷生片中的每者的厚度td小于等于1.0μm,并且第一内电极图案和第二内电极图案中的每者的厚度te小于等于0.5μm。
图6c是示出根据示例性实施例的其中堆叠第一陶瓷生片和第二陶瓷生片的陶瓷生片堆叠主体220的截面图,图6d是示出其中堆叠第一陶瓷生片和第二陶瓷生片的陶瓷生片堆叠主体220的透视图。
参照图6c和图6d,交替地堆叠其上印刷有多个平行的条型第一内电极图案221的第一陶瓷生片和其上印刷有多个平行的条型第二内电极图案222的第二陶瓷生片。
具体地,可按照印刷在第一陶瓷生片上的条型第一内电极图案221的中央部分和印刷在第二陶瓷生片上的条型第二内电极图案222之间的间隙的中央部分彼此重叠的这样的方式堆叠第一陶瓷生片和第二陶瓷生片。
接下来,如图6d中所示,可横断多个条型第一内电极图案221和多个条型第二内电极图案222来切割陶瓷生片层叠主体220。例如,陶瓷生片层叠主体220可通过沿着彼此正交的c1-c1切割线和c2-c2切割线被切割而成为所提供的层叠主体210。
更具体地,可沿着纵向方向(c1-c1)切割条型第一内电极图案221和条型第二内电极图案222并且将条型第一内电极图案221和条型第二内电极图案222分为具有预定宽度的多个内电极。此时,层叠的陶瓷生片也与内电极图案一起被切割。因此,介电层可形成为具有与内电极的宽度相同的宽度。图6d中示出的宽度(切割线c1-c1之间的距离)仅仅是示例,其不限于此。
可执行沿着c2-c2切割线切割以适合单独的陶瓷主体尺寸。例如,在形成第一侧边缘部和第二侧边缘部之前,可沿着c2-c2切割线将棒形状的层叠体切割成单独的陶瓷主体尺寸,以形成多个层叠主体210。
例如,可按照这样的方式切割棒形状的层叠体:通过相同的切割线切割重叠的第一内电极的中央部分和形成在第二内电极之间的预定间隙的中央部分。因此,可交替地在切割表面上暴露第一内电极的一端和第二内电极的一端。
此后,可在层叠主体210的第一侧表面和第二侧表面上分别形成第一侧边缘部和第二侧边缘部。
接下来,如图6e中所示,可在层叠主体210的第一侧表面和第二侧表面上分别形成第一侧边缘部212和第二侧边缘部(未示出)。
具体地,在形成第一侧边缘部212的方法中,将涂覆有粘合剂(未示出)的侧陶瓷生片212设置在利用橡胶形成的冲压弹性材料300上。
接下来,将层叠主体210旋转90度,使得层叠主体210的第一侧表面面向涂覆有粘合剂(未示出)的侧陶瓷生片212,然后,将层叠主体210压制并粘附到涂覆有粘合剂(未示出)的侧陶瓷生片212。
当将层叠主体210压制并粘附到涂覆有粘合剂(未示出)的侧陶瓷生片212以将侧陶瓷生片212转印到层叠主体210时,由于利用橡胶材料形成的冲压弹性材料300,侧陶瓷生片212形成为层叠主体210的第一侧边缘部,并且可切割剩余部分。
图6f示出了侧陶瓷生片212形成为层叠主体210的第一侧边缘部。
之后,通过旋转层叠主体210,可在层叠主体210的第二侧表面上形成第二侧边缘部。
接下来,可通过煅烧和烧制在层叠主体210的两个侧表面上形成有第一侧边缘部和第二侧边缘部的层叠主体来形成包括介电层以及第一内电极和第二内电极的陶瓷主体。
根据本公开的示例性实施例,由于在侧陶瓷生片212的上部上涂敷粘合剂,因此与现有技术的情况不同,可在相对低的温度和低压条件下将侧陶瓷生片212转印到层叠主体210。
结果,可显著减小对层叠主体210的损坏,从而防止在烧制之后多层陶瓷电容器的电特性的劣化,并且改善可靠性。
另外,通过将涂覆有粘合剂的侧陶瓷生片212转印到层叠主体210的侧面,然后在烧制工艺中压制,可提高层叠主体与陶瓷生片之间的粘合力。
此后,可分别在陶瓷主体的第一内电极暴露的第三侧表面上和陶瓷主体的第二内电极暴露的第四侧表面上形成外电极。
根据另一示例性实施例,由于第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07,因此可改善防潮可靠性和耐受电压特性。
此外,这里将省略与上述实施例中的特征相同的部分的描述,以避免重复。
在下文中,将参照试验示例更详细地描述本公开的示例性实施例,但范围不受试验示例限制。
试验示例
使用小于等于100nm的batio3粉末作为陶瓷主体的主成分,并且以预定比例将mn、v、si、al、ba和dy中的至少一种、有机粘合剂、有机溶剂、增塑剂和分散剂添加到主成分,以制备陶瓷浆料。
在制备浆料时,使用氧化锆球作为主成分粉末和副成分粉末中的混合物/分散介质,并且在混合乙醇/甲苯和分散剂之后执行机械研磨,然后执行粘合剂混合工艺以实现介电片强度。
使用刮刀型涂布机将制备的浆料制造为具有1.0μm的厚度的片。在成型的片上执行ni内电极印刷。可使用诸如丝网印刷、喷绘印刷和凹版印刷的方法作为印刷方法。
通过将具有2μm至3μm的厚度的覆盖片层叠为10层至20层来制造上覆盖部和下覆盖部,并且通过压制其上印刷有内电极的有效片来制造压制棒。使用切割机将压制棒切割为3216(长×宽×厚:3.2mm×1.6mm×1.6mm)的片。
使用小于等于100nm的batio3粉末作为侧边缘部的基体材料成分,并且以预定比例将mg、ba和si中的至少一种、有机粘合剂、有机溶剂、增塑剂及分散剂混合以制备陶瓷浆料。以与陶瓷主体介电层相同的方式制造浆料,并使用头部排出法(headdischargemethod)的辊上成型涂布机(on-rollformingcoater)将片成型为10μm至20μm的厚度以形成侧边缘部。
接下来,使内电极在主体的宽度方向上暴露,并且将成型的片附着到无边缘生坯片的其中使内电极在主体的宽度方向上暴露的电极暴露部分,然后将成型的片切割成预定尺寸以在其上形成侧边缘部。
通过以下方式制造0603尺寸(长×宽×高:0.6mm×0.3mm×0.3mm)的多层陶瓷电容器生坯片:通过在显著减小生坯片变形的条件下施加预定温度和预定压力来将成型的片附着到生坯片的两侧。
将如上所述制造的多层陶瓷电容器样品在400℃或更低的温度和氮气气氛下进行煅烧工艺,并在1200℃或更低的烧制温度和0.5%h2或更低的氢气浓度的条件下烧制,然后全面检查电特性、边缘长度、耐受电压和防潮性。
使用lcr计在1khz和0.5vac下测量多层陶瓷电容器(mlcc)的室温电容和介电损耗,并且取50个样品来测量在25℃的室温下发生绝缘击穿的击穿电压(bdv)。
高温耐受电压指的是在105℃的温度下同时施加持续1个小时的电压阶跃5v/μm并且连续提高电压阶跃进行测量时,ir承受大于等于105ω时的电压。
此外,相对于片的断裂表面和抛光表面,比较了诸如边缘密度和边缘长度的微观结构。
相对于利用堆叠方向(t)和宽度方向(w)构成的表面,在将陶瓷主体抛光为在竖直方向上的1/2长度之后,通过使用放大5000倍的扫描电子显微镜(sem)在30μm×30μm的面积范围内测量和计数来确认有效部的介电层和侧边缘部中的孔隙的数量。
接下来,对示例和比较示例的各个样品执行防潮性测试。在85%的相对湿度和85℃的温度下对40个样品执行防潮性测试,并且在持续24个小时施加4v的额定电压的同时测量绝缘电阻。此时,当在测试期间所有样品的电阻保持大于等于105ω时为ok,当一个或更多个样品的电阻小于105ω时,确定为ng。
[表1]
*:比较示例
在比较示例1至比较示例4的情况下,第一侧边缘部和第二侧边缘部的相应边缘区域的在陶瓷主体的堆叠方向上的两个端点之间的距离db相对于陶瓷主体的在中央区域的堆叠方向距离da的比db/da小于1.00。在这种情况下,防潮性得到满足,但存在室温耐受电压降低至小于100v/μm的问题。
另一方面,在根据本公开的示例性实施例的样品5至样品7的情况下,第一侧边缘部和第二侧边缘部的相应边缘区域的在陶瓷主体的堆叠方向上的两个端点之间的距离db相对于陶瓷主体的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07。在这种情况下,满足大于等于100v/μm的室温耐受电压、大于等于70v/μm的高温耐受电压并且防潮负载特性为ok(根据本公开的示例性实施例的三个特性)。
另一方面,在比较示例8的情况下,第一侧边缘部和第二侧边缘部的相应边缘区域的在陶瓷主体的堆叠方向上的两个端点之间的距离db相对于陶瓷主体的在中央区域的堆叠方向距离da的比db/da为1.10(大于1.07)。在这种情况下,满足室温耐受电压和高温耐受电压,但不满足防潮特性。
此外,在比较示例9和比较示例10中,第一侧边缘部和第二侧边缘部的相应边缘区域的在陶瓷主体的堆叠方向上的两个端点之间的距离db相对于陶瓷主体的在中央区域的堆叠方向距离da的比db/da大于1.07。在这种情况下,室温耐受电压小于100v/μm,高温耐受电压降低至小于70v/μm,并且也不满足防潮性。
作为通过试验测量的结果,可看出,当第一侧边缘部112和第二侧边缘部113的相应边缘区域的在陶瓷主体110的堆叠方向上的两个端点之间的距离db相对于陶瓷主体110的在中央区域的堆叠方向距离da的比db/da满足1.00至1.07时,可满足防潮可靠性和耐受电压特性两者。
如上所述,根据示例性实施例,通过调节陶瓷主体的在中央区域的堆叠方向距离与第一侧边缘部和第二侧边缘部的相应边缘区域的在陶瓷主体的堆叠方向上的两个端点之间的距离的比,可改善防潮可靠性并且还可改善击穿电压。
另外,在根据示例性实施例的多层陶瓷电容器中,可增大击穿电压(bdv),从而改善可靠性。
虽然本公开包括特定的示例,但是对本领域普通技术人员来说将显而易见的是,在不脱离权利要求及其等同物的精神和范围的情况下,可在这些示例中做出形式上和细节上的各种变化。在此所描述的示例将仅被认为是描述性含义,而非出于限制的目的。在每个示例中的特征或方面的描述将被认为可适用于其他示例中的类似特征或方面。如果所描述的技术执行为具有不同的顺序,和/或如果以不同的方式组合描述的系统、架构、装置或者电路中的组件和/或用其他组件或者它们的等同物替换或者补充描述的系统、架构、装置或者电路中的组件,可获得适当的结果。因此,本公开的范围不由具体实施方式限定,而是由权利要求及其等同物限定,并且权利要求及其等同物的范围内的所有变型将被解释为包含在本公开中。
- 还没有人留言评论。精彩留言会获得点赞!