一种自动化豆卷生产流水线的制作方法
1.本发明涉及食品加工机械技术领域,具体涉及的是一种自动化豆卷生产流水线。
背景技术:
2.豆皮中含有丰富的优质蛋白和大量卵磷脂,营养价值较高,可以防止血管硬化,预防心血管疾病,保护心脏,还含有多种矿物质,补充钙质,防止因缺钙引起的骨质疏松,促进骨骼发育,在食用时,豆皮一般为片状或卷状,卷状的豆皮通常采用手工卷制,生产效率低,因此设计豆皮卷加工设备,提高豆卷的生产效率十分必要。
3.有鉴于此,本申请人针对上述问题进行深入研究,遂有本案产生。
技术实现要素:
4.本发明的主要目的在于提供一种自动化豆卷生产流水线,解决现有豆卷加工效率低的问题。
5.为了达成上述目的,本发明的解决方案是:提供一种自动化豆卷生产流水线,包括将豆皮裁切成块的切块装置、运输豆皮的输送装置、位于输送装置末端并将豆皮翻卷成豆卷的翻卷装置、以及将豆卷从翻卷装置上卸下的卸料装置;所述切块装置包括对豆皮进行切块的切块组件,以及将豆皮输送至切块组件的第一输送带,所述切块组件包括位于第一输送带的输出端上方的切刀、固定切刀的支撑架以及位于切刀下方的垫板,所述支撑架包括支撑柱以及与支撑柱相垂直的横梁,所述横梁上还设有驱动切刀向下切割的第一气缸;所述输送装置包括位于上游的第一输送机构、位于下游的第二输送机构、以及位于第一输送机构与第二输送机构之间并用以将豆皮从第一输送机构转移到第二输送机构的换位机构;所述换位机构包括位于第一输送机构输出端的第一换位输送组件、位于第二输送机构输入端的第二换位输送组件、以及位于第一换位输送组件与第二换位输送组件之间的换位组件;所述换位组件包括换位件、驱动换位件上下移动的第二气缸以及驱动换位件旋转的第一电机。
6.进一步,所述换位件包括多根在同一水平上并列设置的支杆,以及承载支杆的固定板;所述固定板的端部设有连接支杆的连接杆,多根所述支杆间隔设置在连接杆上。
7.进一步,所述换位组件还包括安装承载所述第二气缸与第一电机的固定座;所述固定座上形成有安装腔;所述第二气缸固定安装在所述安装腔的底部,所述第一电机固定连接在第二气缸的活塞杆上,所述固定板固定连接在第一电机的输出轴上。
8.进一步,所述第一换位组件包括多个在同一水平上并列设置的第一换位输送带;每相邻第一换位输送带之间具有供所述支杆穿过的缝隙。
9.进一步,所述第二换位组件包括多个在同一水平上并列设置的第二换位输送带;每相邻第二换位输送带之间具有供所述支杆穿过的缝隙。
10.进一步,所述第一输送机构包括第二输送带以及承载安装第二输送带的第一安装架;所述第一安装架包括第一安装板,以及承载第一安装板的第一安装座,所述第一安装板
固定在第一安装座的侧面,所述第一输送带安装在第一安装板的上方。
11.进一步,所述第二输送机构包括平行设置的第三输送带与第四输送带,以及承载安装第三输送带与第四输送带的第二安装架;所述第三输带与第四输送带处于同一水平高度,且第三输送带与第四输送带之间具有间隙。
12.进一步,所述第二安装架包括第二安装板,以及承载第二安装板的第二安装座;所述第二安装板固定连接在所述第二安装座的侧面,所述第二输送带与第三输送带安装在第二安装板的上方。
13.进一步,所述第二安装板上的末端形成有与间隙相对应的缺口。
14.进一步,所述翻卷装置包括夹持豆皮的夹持组件、驱动夹持组件旋转的旋转机构、驱动夹持组件上下移动的竖向驱动机构、以及驱动夹持组件在时评方向上移动的第一水平驱动机构。
15.进一步,所述夹持组件包括上下平行设置的第一夹持件、第二夹持件以及固定第一夹持件与第二夹持件的底座;所述第一夹持件与第二夹持件之间具有空隙。
16.进一步,所述第一夹持件与第二夹持件的相对面分别形成有第一斜面与第二斜面;所述第一斜面与第二斜面之间的距离由端部向内部逐渐减小。
17.进一步,所述旋转驱动机构包括第二电机,以及承载固定第二电机的承载块;所述第二电机的输出轴固定连接在所述底座的端部。
18.进一步,所述竖向驱动机构包括承载安装所述承载块的承载板,所述承载板上形成有供所述承载块上下滑动的滑动槽。
19.进一步,所述竖向驱动机构还包括位于所述滑动槽上方的第三电机,以及固定连接在所述第三电机的输出轴上的螺杆,所述螺杆穿过所述承载块,延伸至滑动槽的底部。
20.进一步,所述第一水平驱动机构包括第一导轨,以及固定连接在所述承载板底部的第一滑块;所述第一导轨上形成有与第一滑块相配合的第一滑槽。
21.进一步,所述翻卷装置还包括翻卷适应机构;所述翻卷适应机构包括翻卷适应件以及承载翻卷适应件的承载座。
22.进一步,所述翻卷适应件位于所述承载座的侧壁;所述承载座上还设有驱动翻卷适应件靠近或远离夹持组件的第三气缸。
23.进一步,所述翻卷适应件包括适应块,以及连接适应块与第三气缸的连接板;所述适应块为长方体;所述适应块的棱角为圆角。
24.进一步,所述卸料装置包括第三输送机构,以及驱动第三输送机构在水方向上靠近或远离翻卷装置的第二水平驱动机构。
25.进一步,所述第三输送机构包括第五输送带,以及安装第五输送带的第三安装架。
26.进一步,所述第三安装架上在靠近所述翻卷装置的一侧形成有可供所述第一夹持件与第二夹持件穿过的开口。
27.进一步,所述第二水平驱动机构包括包括第二导轨,以及固定连接在所述第三安装架底部的第二滑块;所述第二导轨上形成有第二滑块相配合的第二滑槽。
28.采用上述结构后,本发明涉及的一种自动化豆卷生产流水线,首先通过第一输送带将整条的豆皮向切块组件输送,通过切块组件将整条的豆皮切成块状,接着通过换位机构将豆皮从第一输送机构转移到第二输送机构,其中在第二输送机构平行设置两个输送
带,两个输送带之间具有可供翻卷装置中夹持组件穿过的间隙,将夹持组件移动到第三输送带与第四输送带之间,此时,第三输送带与第四输送带将豆皮输送到夹持组件,通过夹持组件中的第一夹持件与第二夹持件将豆皮夹住,接着通过竖向驱动机构将夹持组件向上移动至与翻卷适应件在同一水平高度,然后驱动夹持组件旋转,通过翻卷适应件与豆皮时时接触,使豆皮裹卷比较紧实,然后再通过驱动夹持组件移动与卸料装置同一水平高度,通过第二水平驱动机构驱动第三输送机构向夹持组件移动,使第一夹持件与第二夹持件从第三安装架的开口进入第五输送带,然后通过第一水平驱动机构驱动夹持组件远离卸料装置,是第一夹持件与第二夹持件从开口的侧面退出,从而将豆卷从夹持组件上刮落,落在第四输送带上并运输出去。与现有技术相比,本案实现了全自动化将豆皮加工成豆卷,提高了都卷的加工效率,节省了人工成本。
附图说明
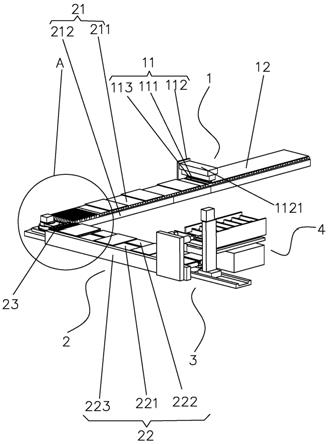
29.图1为本发明的立体结构示意图;
30.图2为图1中a处的局部放大图;
31.图3为本发明中换位组件的结构示意图;
32.图4为本发明中翻卷装置的结构示意图;
33.图5为本发明中夹持组件的立体结构示意图;
34.图6为本发明中卸料装置的结构示意图。
35.图中:1
‑
切块装置、11
‑
切块组件、111
‑
切刀、112
‑
支撑架、1121
‑
横梁、113
‑
垫板、12
‑
第一输送带;
[0036]2‑
输送装置、21
‑
第一输送机构、211
‑
第二输送带、212
‑
第一安装架、22
‑
第二输送机构、221
‑
第三输送带、222
‑
第四输送带、223
‑
第二安装架、23
‑
换位机构、231
‑
第一换位输送组件、2311
‑
第一换位输送带、232
‑
第二换位输送组件、2321
‑
第二换位输送带、233
‑
换位组件、2331
‑
换位件、23311
‑
支杆、23312
‑
固定板、23313
‑
连接杆、2332
‑
固定座;
[0037]3‑
翻卷装置、31
‑
夹持组件、311
‑
第一夹持件、312
‑
第二夹持件、32
‑
旋转机构、321
‑
承载块、33
‑
竖向驱动机构、331
‑
承载板、3311
‑
滑动槽、332
‑
第三电机、333
‑
螺杆、34
‑
第一水平驱动机构、341
‑
第一滑块、342
‑
第一滑槽、35
‑
翻卷适应机构、351
‑
翻卷适应件、3511
‑
适应块、3512
‑
连接板、352
‑
承载座;
[0038]4‑
卸料装置、41
‑
第三输送机构、411
‑
第五输送带、412
‑
第三安装架、4121
‑
开口、42
‑
第二水平驱动机构、421
‑
第二滑块、422
‑
第二滑槽。
具体实施方式
[0039]
为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
[0040]
如图1
‑
6所示,一种自动化豆卷生产流水线,包括将豆皮裁切成块的切块装置1、运输豆皮的输送装置2、位于输送装置2末端并将豆皮翻卷成豆卷的翻卷装置3、以及将豆卷从翻卷装置3上卸下的卸料装置4;切块装置1包括对豆皮进行切块的切块组件11,以及将豆皮输送至切块组件11的第一输送带12,切块组件11包括位于第一输送带12的输出端上方的切刀111、固定切刀111的支撑架112以及位于切刀111下方的垫板113,支撑架112包括支撑柱
以及与支撑柱相垂直的横梁1121,横梁1121上还设有驱动切刀111向下切割的第一气缸;输送装置2包括位于上游的第一输送机构21、位于下游的第二输送机构22、以及位于第一输送机构21与第二输送机构22之间并用以将豆皮从第一输送机构21转移到第二输送机构22的换位机构23;换位机构23包括位于第一输送机构21输出端的第一换位输送组件231、位于第二输送机构22输入端的第二换位输送组件232、以及位于第一换位输送组件231与第二换位输送组件232之间的换位组件233;换位组件233包括换位件2331、驱动换位件2331上下移动的第二气缸以及驱动换位件2331旋转的第一电机。首先通过第一输送带12将整条的豆皮向切块组件11输送,通过切块组件11将整条的豆皮切成块状,接着通过换位机构23将豆皮从第一输送机构21转移到第二输送机构22,其中在第二输送机构22平行设置两个输送带,两个输送带之间具有可供翻卷装置3中夹持组件31穿过的间隙,将夹持组件31移动到第三输送带221与第四输送带222之间,此时,第三输送带221与第四输送带222将豆皮输送到夹持组件31,通过夹持组件31中的第一夹持件311与第二夹持件312将豆皮夹住,接着通过竖向驱动机构33将夹持组件31向上移动至与翻卷适应件351在同一水平高度,然后驱动夹持组件31旋转,通过翻卷适应件351与豆皮时时接触,使豆皮裹卷比较紧实,然后再通过驱动夹持组件31移动与卸料装置4同一水平高度,通过第二水平驱动机构42驱动第三输送机构41向夹持组件31移动,使第一夹持件311与第二夹持件312从第三安装架412的开口4121进入第五输送带411,然后通过第一水平驱动机构34驱动夹持组件31远离卸料装置4,是第一夹持件311与第二夹持件312从开口4121的侧面退出,从而将豆卷从夹持组件31上刮落,落在第四输送带222上并运输出去。实现了全自动化将豆皮加工成豆卷,提高了都卷的加工效率,节省了人工成本。
[0041]
优选的,换位件2331包括多根在同一水平上并列设置的支杆23311,以及承载支杆23311的固定板23312;固定板23312的端部设有连接支杆23311的连接杆23313,多根支杆23311间隔设置在连接杆23313上。换位组件233还包括安装承载第二气缸与第一电机的固定座2332;固定座2332上形成有安装腔;第二气缸固定安装在安装腔的底部,第一电机固定连接在第二气缸的活塞杆上,固定板23312固定连接在第一电机的输出轴上。第一换位组件233包括多个在同一水平上并列设置的第一换位输送带2311;每相邻第一换位输送带2311之间具有供支杆23311穿过的缝隙。第二换位组件233包括多个在同一水平上并列设置的第二换位输送带2321;每相邻第二换位输送带2321之间具有供支杆23311穿过的缝隙。首先,换位件2331位于第一换位输送带2311上,支杆23311穿插在多个第一换位输送带2311的缝隙中,当第一输送带12将豆皮输送至第一换位输送带2311上时,第一气缸驱动换位件2331上升,将豆皮顶起,接着第一电机驱动换位件2331转动至第二换位输送带2321上方,再通过第一气缸将换位件2331降下,使豆皮落在第二换位输送带2321上,通过第二换位输送带2321将豆皮输送至第二输机构上。
[0042]
优选的,第一输送机构21包括第二输送带211以及承载安装第二输送带211的第一安装架212;第一安装架212包括第一安装板,以及承载第一安装板的第一安装座,第一安装板固定在第一安装座的侧面,第一输送带12安装在第一安装板的上方。通过将第一安装板连接在第一安装座的侧面可以方便第二输送带211与第三输送带221相接。
[0043]
优选的,第二输送机构22包括平行设置的第三输送带221与第四输送带222,以及承载安装第三输送带221与第四输送带222的第二安装架223;第三输带与第四输送带222处
于同一水平高度,且第三输送带221与第四输送带222之间具有间隙。第三输送带221与第四输送带222之间的间隙可以方便夹持组件31穿过,将夹持组件31移动到第三输送带221与第四输送带222的间隙,当豆皮被输送过来时,刚好可以进入夹持组件31。
[0044]
优选的,第二安装架223包括第二安装板,以及承载第二安装板的第二安装座;第二安装板固定连接在第二安装座的侧面,第二输送带211与第三输送带221安装在第二安装板的上方。第二安装板连接在第二安装座的侧面可以方便第三输送带221与第二输送带211相接。
[0045]
优选的,第二安装板上的末端形成有与间隙相对应的缺口。第二安装板的末端为第三输送带221与第四输送带222的输出端,缺口可以供夹持组件31穿过。
[0046]
优选的,翻卷装置3包括夹持豆皮的夹持组件31、驱动夹持组件31旋转的旋转机构32、驱动夹持组件31上下移动的竖向驱动机构33、以及驱动夹持组件31在时评方向上移动的第一水平驱动机构34。通过夹持组件31可以将豆皮夹住,通过竖向驱动机构33可以驱动夹持组件31上下移动,通过旋转驱动机构驱动夹持组件31旋转,实现将豆皮卷成卷,通过第一水平驱动机构34可以驱动夹持组件31远离卸料装置4从而将豆卷刮落。
[0047]
优选的,夹持组件31包括上下平行设置的第一夹持件311、第二夹持件312以及固定第一夹持件311与第二夹持件312的底座;第一夹持件311与第二夹持件312之间具有空隙。第一夹持件311与第二夹持件312之间的间隙,可以使豆皮进入夹持组件31。
[0048]
优选的,第一夹持件311与第二夹持件312的相对面分别形成有第一斜面与第二斜面;第一斜面与第二斜面之间的距离由端部向内部逐渐减小。这样可以使豆皮更容易进入夹持组件31被夹持组件31夹住。
[0049]
优选的,旋转驱动机构包括第二电机,以及承载固定第二电机的承载块321;第二电机的输出轴固定连接在底座的端部。通过第二电机驱动夹持组件31旋转。
[0050]
优选的,竖向驱动机构33包括承载安装承载块321的承载板331,承载板331上形成有供承载块321上下滑动的滑动槽3311。竖向驱动机构33还包括位于滑动槽3311上方的第三电机332,以及固定连接在第三电机332的输出轴上的螺杆333,螺杆333穿过承载块321,延伸至滑动槽3311的底部。承载块321上设有与螺杆333相配合的螺纹孔,通过第三电机332驱动螺杆333转动,驱动承载块321上下移动,从而带动夹持组件31上下移动。
[0051]
优选的,第一水平驱动机构34包括第一导轨,以及固定连接在承载板331底部的第一滑块341;第一导轨上形成有与第一滑块341相配合的第一滑槽342。通过第一滑块341与第一滑槽342的配合可以使承载板331的移动更加稳定,另外可以通过丝杆或气缸来驱动承载板331移动。
[0052]
优选的,翻卷装置3还包括翻卷适应机构35;翻卷适应机构35包括翻卷适应件351以及承载翻卷适应件351的承载座352。翻卷适应件351位于承载座352的侧壁;承载座352上还设有驱动翻卷适应件351靠近或远离夹持组件31的第三气缸。通过第三气缸驱动翻卷适应件351向夹持组件31靠近,使豆皮在翻卷时可以与翻卷适应件351贴紧,可以让豆皮卷得更紧。
[0053]
优选的,翻卷适应件351包括适应块3511,以及连接适应块3511与第三气缸的连接板3512;适应块3511为长方体;适应块3511的棱角为圆角。适应块3511的棱角为圆角,可以防止豆皮被刮破,造成损坏。
[0054]
优选的,卸料装置4包括第三输送机构41,以及驱动第三输送机构41在水方向上靠近或远离翻卷装置3的第二水平驱动机构42。通过第二水平驱动机构42驱动第三输送机构41靠近或远离翻卷装置3,从而使夹持组件31可以进入卸料装置4。
[0055]
优选的,第三输送机构41包括第五输送带411,以及安装第五输送带411的第三安装架412。第三安装架412上在靠近翻卷装置的一侧形成有可供第一夹持件311与第二夹持件312穿过的开口4121。通过第三安装架412上的开口4121可以将豆卷从夹持组件31上刮下,并落在第五输送带411上。
[0056]
优选的,第二水平驱动机构42包括包括第二导轨,以及固定连接在第三安装架412底部的第二滑块421;第二导轨上形成有第二滑块421相配合的第二滑槽422。通过第二滑块421与第二滑槽422的配合可以使第三安装架412的移动更加稳定,另外可以通过丝杆或者气缸来驱动第三安装架412移动。
[0057]
上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1