一种适用于小截面空腔拉挤成型玻璃钢填充发泡设备的制作方法
:
[0001]
本实用新型属于玻璃钢填充发泡设备技术领域,具体涉及一种适用于小截面空腔拉挤成型玻璃钢填充发泡设备。
背景技术:
:
[0002]
目前,玻璃钢在进行填充发泡工艺前,一般先在模具内对其进行拉挤成型,即玻璃钢型材在模具内加工成特定尺寸后,再往模具内注入发泡材料,该拉挤成型玻璃钢的填充发泡工艺生产效率低,尤其是在具有小截面空腔的模具内填充发泡,阻碍了玻璃钢的发展。
技术实现要素:
:
[0003]
本实用新型实施例提供了一种适用于小截面空腔拉挤成型玻璃钢填充发泡设备,解决了现有的拉挤成型玻璃钢的填充发泡工艺采用在玻璃钢型材在模具内加工成特定尺寸后,再往模具内注入发泡材料的问题。
[0004]
本实用新型实施例提供了一种适用于小截面空腔拉挤成型玻璃钢填充发泡设备,包括:
[0005]
成型模具,其侧面具有进料孔;
[0006]
管组,其包括隔热管、冷却管、进料管、导热块和封管盖,所述隔热管和所述冷却管的两端开口,所述隔热管插装在所述成型模具的进料孔处,所述封管盖封堵在所述隔热管的两端,所述进料管的部分管段置于所述隔热管内,所述进料管的两端伸出所述封管盖且分别伸至所述成型模具的腔体中、所述成型模具外侧,所述进料管的外侧壁与所述隔热管的内侧壁之间具有冷却空腔,所述冷却管和所述导热块均由导热材料制成,所述冷却管的部分管段置于所述冷却空腔内,所述导热块插装在所述进料管内管壁上,所述导热块的一端伸至所述进料管内,所述导热块的另一端伸至所述冷却空腔内并与所述冷却管相接触;
[0007]
水箱,其位于所述成型模具外;
[0008]
水泵,其置于所述水箱内底面;
[0009]
进水管,其一端与所述水泵的输出端相连接,所述进水管的另一端与所述冷却管的一端相连接;以及
[0010]
出水管,其一端与所述冷却管的另一端相连接,所述出水管的另一端伸至所述水箱内。
[0011]
在某些实施例中,所述封管盖包括盖本体、由盖本体凸出的挤压头(2052)以及套装在所述挤压头(2052)上弹性套,所述弹性套由弹性材料制成,所述盖本体与所述隔热管相螺钉连接,所述挤压头(2052)伸至所述隔热管内且所述弹性套与所述隔热管的内侧壁相互挤压。
[0012]
在某些实施例中,所述导热块具有弧形段以及由弧形段横向延伸的凹口段,所述弧形段与所述进料管的管壁弧度相同,所述进料管的管壁上具有插口,所述弧形段插装在所述插口上,所述凹口段贴合在所述进料管的外侧壁上,所述冷却管的管身卡置在所述凹
口段的凹口处。
[0013]
在某些实施例中,所述冷却管和所述导热块均由铜制成。
[0014]
在某些实施例中,所述适用于小截面空腔拉挤成型玻璃钢填充发泡设备包括冷风机、进气管和出气管,所述进气管的一端与所述冷风机的输出端相连接,所述进气管的另一端伸至所述冷却空腔内,所述出气管的一端伸至所述冷却空腔内,所述出气管的另一端伸出所述成型模具外。
[0015]
在某些实施例中,所述隔热管由聚氨酯材料制成。
[0016]
本实用新型实施例采用玻璃钢型材发泡填充和拉挤成型同时进行,在成型模具进行拉挤成型的同时,通过进料管往成型模具内的注入发泡材料,进料管受热温度升高,为了减少成型模具内的热量过多传递至进料管,进而影响发泡材料的进入成型模具腔体内,以及避免成型模具的热量损耗,采取了相应地隔热措施和散热措施,隔热措施中主要采用隔热管隔热,而散热措施中采用导热块将进料管内的热量传递至冷却空腔和冷却管,在这过程中冷却空腔内的热量也会传递至冷却管,而冷却管和水箱之间进行水输送,冷却管将热量传递至水体,并将冷却管内温度高的水体排出至水箱,水箱往冷却管内输送低温水。
[0017]
本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明:
[0018]
附图用来提供对本实用新型进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
[0019]
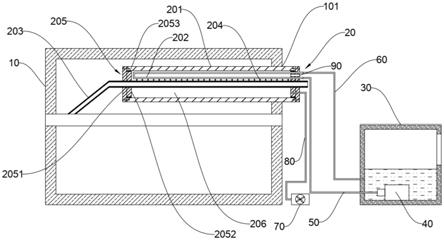
图1为本实用新型的结构示意图;
[0020]
图2为导热块的结构示意图;
[0021]
附图标记:10、成型模具;101、进料孔;20、管组;201、隔热管;202、冷却管;203、进料管;2031、插口;204、导热块;2041、弧形段;2042、凹口段;205、封管盖;2051、盖本体;2052、挤压头(2052);2053、弹性套;206、冷却空腔;30、水箱;40、水泵;50、进水管;60、出水管;70、冷风机;80、进气管;90、出气管。
具体实施方式:
[0022]
为了使得本实用新型的技术方案的目的、技术方案和优点更加清楚,下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的技术方案进行清楚、完整的描述。附图中相同的附图标记代表相同的部件。需要说明的是,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0023]
如图1所示,本实用新型实施例提出提出一种适用于小截面空腔拉挤成型玻璃钢填充发泡设备,包括:成型模具10、管组20、水箱30、水泵40、进水管50和出水管60。
[0024]
成型模具10侧面具有进料孔101。
[0025]
管组20包括隔热管201、冷却管202、进料管203、导热块204和封管盖205,隔热管
201和冷却管202的两端开口,隔热管201插装在成型模具10的进料孔101处,隔热管201的横截面尺寸与成型模具10的进料孔101横截面尺寸相匹配,使得隔热管201固定在成型模具10的进料孔101内,封管盖205封堵在隔热管201的两端,该封管盖205配合隔热管201将隔热管201的内部空间设计成隔热空间,进料管203的部分管段置于隔热管201内,进料管203的左端、右端伸出封管盖205且分别伸至成型模具10的腔体中、成型模具10外侧,进料管203用于输送发泡材料,而进料管203只有左端头部分伸至成型模具10的腔体内,由于进料管203大部分被隔热管201隔热保护,只有其左端头的小部分裸露在成型模具10的腔体内,因此降低了成型模具10内的热量向进料管203内传递的效率,进料管203可以是聚氨酯管,进料管203的外侧壁与隔热管201的内侧壁之间具有冷却空腔206,冷却管202和导热块204均由导热材料制成,冷却管202的部分管段置于冷却空腔206内,导热块204插装在进料管203内管壁上,导热块204的一端伸至进料管203内,导热块204的另一端伸至冷却空腔206内并与冷却管202相接触。
[0026]
水箱30位于成型模具10外。水泵40置于水箱30内底面。进水管50一端与水泵40的输出端相连接,进水管50的另一端与冷却管202的一端相连接。出水管60一端与冷却管202的另一端相连接,出水管60的另一端伸至水箱30内。
[0027]
工作时,将发泡材料由进料管203的右端口倒入进料管203内,并顺着进料管203的管段由进料管203的左端口排至成型模具10的腔体内,在这过程中进料管203受到来自成型模具10的热量,该热量由导热块204传递至冷却空腔206以及冷却管202上,冷却空腔206内的气体温度升高,当然进料管203若由导热材料制成,也可以承担传递热量至冷却空腔206的作用,冷却空腔206的部分热量传递至冷却管202上,冷却管202内储存有低温的水,热量由冷却管202传递至水体中,水温升高,水箱30内的低温水在水泵40的作用下,由进水管50输送至冷却管202中,冷却管202内受热后温度较高的水通过出水管60输送至水箱30中,水箱30内的水整体较高时,可以采用打开箱门,更换其内温度较高的水体,由此完成玻璃钢拉挤成型和发泡填充同时进行的目的。
[0028]
封管盖205包括盖本体2051、由盖本体2051凸出的挤压头(2052)以及套装在挤压头(2052)上弹性套2053,弹性套2053由如聚氨酯等弹性材料制成,盖本体2051与隔热管201相螺钉连接,挤压头(2052)伸至隔热管201内且弹性套2053与隔热管201的内侧壁相互挤压。其中,盖本体2051呈圆板状,而挤压头(2052)呈圆柱状,通过弹性套2053依靠弹性伸缩与挤压头(2052)相连接,挤压头(2052)通过挤压与隔热管201相挤压连接,再配合盖本体2051与隔热管201相螺钉连接,达到封管盖205与隔热管201之间双重固定。
[0029]
如图2所示,导热块204具有弧形段2041以及由弧形段2041横向延伸的凹口段2042,弧形段2041与进料管203的管壁弧度相同,进料管203的管壁上具有插口2031,弧形段2041插装在插口2031上,弧形段2041弥补了插口的缝隙,二者可以卯榫连接,凹口段2042贴合在进料管203的外侧壁上,冷却管202的管身卡置在凹口段2042的凹口处,冷却管202的管外径略微小于凹口段2042的凹口长度,二者通过卡置相固定。
[0030]
其中,优选地,冷却管202和导热块204均由铜制成。隔热管201由聚氨酯材料制成。
[0031]
如图1所示,在一实施例中,该适用于小截面空腔拉挤成型玻璃钢填充发泡设备包括冷风机70、进气管80和出气管90,进气管80的一端与冷风机70的输出端相连接,进气管80的另一端伸至冷却空腔206内,出气管90的一端伸至冷却空腔206内,出气管90的另一端伸
出成型模具10外,冷风机70输出的冷气通过进气管80输出去至冷却空腔206内,并出气管90将冷却空腔206内的热气排出。
[0032]
本实用新型实施例采用玻璃钢型材发泡填充和拉挤成型同时进行,在成型模具10进行拉挤成型的同时,通过进料管203往成型模具10内的注入发泡材料,进料管203受热温度升高,为了减少成型模具10内的热量过多传递至进料管203,而影响发泡材料进入成型模具10的腔体内,以及避免成型模具10的热量损耗,采取了相应地隔热措施和散热措施,隔热措施中主要采用隔热管201隔热,而散热措施中采用导热块204将进料管203内的热量传递至冷却空腔206和冷却管202,在这过程中冷却空腔206内的热量也会传递至冷却管202,而冷却管202和水箱30之间进行水输送,冷却管202将热量传递至水体,并将冷却管202内温度高的水体排出至水箱30,水箱30往冷却管202内输送低温水。
[0033]
本实用新型方案所公开的技术手段不仅限于上述技术手段所公开的技术手段,还包括由以上技术特征等同替换所组成的技术方案。本实用新型的未尽事宜,属于本领域技术人员的公知常识。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1