一种铝活塞下抽芯结构的制作方法
[0001]
本发明涉及发动机活塞技术领域,尤其涉及一种铝活塞下抽芯结构。
背景技术:
[0002]
活塞是汽车发动机汽缸体中作往复运动的机件。活塞的基本结构可分为顶部、头部和裙部。活塞顶部是组成燃烧室的主要部分,其形状与所选用的燃烧室形式有关。汽油机多采用平顶活塞,其优点是吸热面积小。柴油机活塞顶部常常有各种各样的凹坑,其具体形状、位置和大小都必须与柴油机的混合气形成与燃烧的要求相适应。
[0003]
现有的活塞加工分为车床加工和浇筑加工,车床加工在粗、精车成型过程中,铝材消耗较大,成型时间长,浇筑加工在铸件冷却后需要专业的工具取出,取出难度较大,模具很容易被破坏,使用存在不足,为此我们提出一种铝活塞下抽芯结构。
技术实现要素:
[0004]
为了解决现有技术中车床加工铝材消耗较大,成型时间长,浇筑加工铸件取出困难,模具很容易被破坏的问题,本发明提出一种铝活塞下抽芯结构。
[0005]
为了实现上述目的,本发明采用了如下技术方案:
[0006]
一种铝活塞下抽芯结构,包括底座,所述底座顶部的两端分别固定有下模具和支撑柱,所述下模具的底部开设有第一安装槽,所述第一安装槽的内部安装有顶出机构,所述下模具的顶部的两端开设有成型腔和第二安装槽,所述第二安装槽的内部安装有抽芯机构,所述第二安装槽的底部开设有第一滑槽,所述抽芯机构和顶出机构滑动连接,所述第二安装槽与第一安装槽通过第一滑槽连通,所述支撑柱的侧面开设有第二滑槽,所述第二滑槽的顶部安装有液压缸,所述液压缸的活塞杆的底部固定有上模具,所述上模具的底部固定有斜导柱,所述上模具的顶部安装有浇铸口。
[0007]
优选的,所述顶出机构包括固定轴,所述固定轴上滑动套接有安装板,所述安装板的顶部安装有顶杆,所述顶杆贯穿成型腔的内部并与成型腔滑动连接。
[0008]
优选的,所述安装板的底部和第一安装槽的内部之间安装有第一弹簧,所述第一弹簧套接在固定轴上,所述安装板的侧面固定有伸缩杆。
[0009]
优选的,所述抽芯机构包括导向轴,所述导向轴上滑动套接有滑块,所述滑块上开设有斜槽,所述斜槽与斜导柱滑动连接,所述滑块的底部安装有楔形块,所述楔形块贯穿第一滑槽并插入第一安装槽的内部,所述楔形块的侧面安装有滑杆,所述滑杆与伸缩杆滑动连接。
[0010]
优选的,所述滑块的侧面安装有连杆,所述连杆贯穿第二安装槽的侧面并与第二安装槽滑动连接。
[0011]
优选的,所述连杆为t型杆,所述连杆的侧面与下模具之间安装有第二弹簧,所述第二弹簧套接在连杆上。
[0012]
优选的,所述下模具的顶部安装有定位槽,所述上模具的底部安装有定位销,所述
定位槽与定位销滑动连接。
[0013]
优选的,所述第二滑槽的内部安装有固定块,所述固定块与液压缸的活塞杆滑动连接。
[0014]
与现有技术相比,本发明的有益效果是:
[0015]
1、本发明在使用时,首先启动液压缸,液压缸的活塞杆带动上模具,上模具带动斜导柱,斜导柱插入斜槽内与斜槽滑动连接,随着斜导柱向下运动,滑块沿着导向轴的轴向运动,滑块带动连杆,连杆运动挤压第二弹簧,滑块带动楔形块,楔形块带动滑杆,滑杆运动带动伸缩杆沿着滑杆的轴向运动,伸缩杆带动安装板,安装板沿着固定轴的轴向向下运动,安装板运动挤压第一弹簧,安装板带动顶杆,顶杆向下运动,随着上模具带动定位销插入定位槽内,完成装置合模,通过设置的抽芯机构和斜导柱提高了合模的精度,合模过程中不易发生偏离,增加了模具成型精度;
[0016]
2、本发明在浇筑时,通过浇筑口向装置内浇筑铝水,铝水在成型腔内成型铸造,待冷却后反向启动液压缸,液压缸的活塞杆带动上模具,上模具带动斜导柱,斜导柱向上带动滑块,滑块带动楔形块,楔形块带动伸缩杆,伸缩杆带动安装板,在第一弹簧弹力的作用下安装板带动顶杆向上,顶杆向上将铸件顶出,无需额外利用专业工具即可取出铸件,取件过程中不伤害装置,提高装置的使用寿命。
附图说明
[0017]
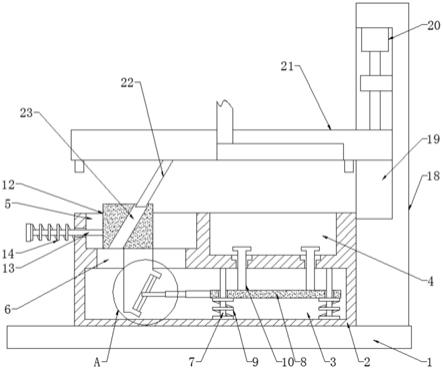
图1为本发明提出的一种铝活塞下抽芯结构的结构示意图;
[0018]
图2为本发明提出的一种铝活塞下抽芯结构的a部分放大示意图;
[0019]
图3为本发明提出的一种铝活塞下抽芯结构的下模具的俯视图。
[0020]
图中:1底座、2下模具、3第一安装槽、4成型腔、5第二安装槽、6第一滑槽、7固定轴、8安装板、9第一弹簧、10顶杆、11导向轴、12滑块、13连杆、14第二弹簧、15楔形块、16滑杆、17伸缩杆、18支撑柱、19第二滑槽、20液压缸、21上模具、22斜导柱、23斜槽。
具体实施方式
[0021]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0022]
参照图1-3,一种铝活塞下抽芯结构,包括底座1,底座1顶部的两端分别固定有下模具2和支撑柱18,下模具2的底部开设有第一安装槽3,第一安装槽3的内部安装有顶出机构,下模具2的顶部的两端开设有成型腔4和第二安装槽5,第二安装槽5的内部安装有抽芯机构,第二安装槽5的底部开设有第一滑槽6,抽芯机构和顶出机构滑动连接,第二安装槽5与第一安装槽3通过第一滑槽6连通,支撑柱18的侧面开设有第二滑槽19,第二滑槽19的顶部安装有液压缸20,液压缸20的活塞杆的底部固定有上模具21,上模具21的底部固定有斜导柱22,上模具21的顶部安装有浇铸口,下模具2的顶部安装有定位槽,上模具21的底部安装有定位销,定位槽与定位销滑动连接,第二滑槽19的内部安装有固定块,固定块与液压缸20的活塞杆滑动连接;
[0023]
顶出机构包括固定轴7,固定轴7上滑动套接有安装板8,安装板8的顶部安装有顶杆10,顶杆10贯穿成型腔4的内部并与成型腔4滑动连接,安装板8的底部和第一安装槽3的
内部之间安装有第一弹簧9,第一弹簧9套接在固定轴7上,安装板8的侧面固定有伸缩杆17,无需额外利用专业工具即可取出铸件,取件过程中不伤害装置,提高装置的使用寿命;
[0024]
抽芯机构包括导向轴11,导向轴11上滑动套接有滑块12,滑块12上开设有斜槽23,斜槽23与斜导柱22滑动连接,滑块12的底部安装有楔形块15,楔形块15贯穿第一滑槽6并插入第一安装槽3的内部,楔形块15的侧面安装有滑杆16,滑杆16与伸缩杆17滑动连接,滑块12的侧面安装有连杆13,连杆13贯穿第二安装槽5的侧面并与第二安装槽5滑动连接,连杆13为t型杆,连杆13的侧面与下模具2之间安装有第二弹簧14,第二弹簧14套接在连杆13上,通过设置的抽芯机构和斜导柱22提高了合模的精度,合模过程中不易发生偏离,增加了模具成型精度。
[0025]
工作原理:使用时首先启动液压缸20,液压缸20的活塞杆带动上模具21,上模具21带动斜导柱22,斜导柱22插入斜槽21内与斜槽21滑动连接,随着斜导柱22向下运动,滑块12沿着导向轴11的轴向运动,滑块12带动连杆13,连杆13运动挤压第二弹簧14,滑块12带动楔形块15,楔形块15带动滑杆16,滑杆16运动带动伸缩杆17沿着滑杆16的轴向运动,伸缩杆17带动安装板8,安装板8沿着固定轴7的轴向向下运动,安装板8运动挤压第一弹簧9,安装板8带动顶杆10,顶杆10向下运动,随着上模具21带动定位销插入定位槽内,完成装置合模,通过设置的抽芯机构和斜导柱22提高了合模的精度,合模过程中不易发生偏离,增加了模具成型精度;
[0026]
通过浇筑口向装置内浇筑铝水,铝水在成型腔内成型铸造,待冷却后反向启动液压缸20,液压缸20的活塞杆带动上模具21,上模具21带动斜导柱22,斜导柱22向上带动滑块12,滑块12带动楔形块15,楔形块15带动伸缩杆17,伸缩杆17带动安装板8,在第一弹簧9弹力的作用下安装板8带动顶杆10向上,顶杆10向上将铸件顶出,无需额外利用专业工具即可取出铸件,取件过程中不伤害装置,提高装置的使用寿命。
[0027]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1